Изобретение относится к области обработки металлов давлением, в частности к технологии холодной объемной штамповки, и может быть использовано для изготовления изделий типа «стакан», имеющих центральный выступ на внутренней поверхности донной части, например, артиллерийских гильз.
Известен способ изготовления полых изделий с центральным выступом на внутренней поверхности донной части путем штамповки пуансоном в матрицу, включающий формирование исходной заготовки и формирование центрального выступа по переходам: предварительное формирование центрального выступа ведут на переходе обратного выдавливания исходной заготовки с помощью внутреннего пуансона с впадиной, а окончательное формирование донной части производят внутренним пуансоном с впадиной и наружным пуансоном с выступом (см. RU патент 2299110 С2, 20.05.2007 г., В21К 21/06; B21J 5/02).
Известное техническое решение способно получить центральный выступ на внутренней поверхности донной части, приближенный по форме и размерам к форме и размерам центрального выступа готовой детали, но только без применения СОЖ (смазочно-охлаждающей жидкости), что значительно снижает стойкость инструмента и производительность процесса штамповки из-за частых остановок оборудования для охлаждения инструмента.
Недостатком способа является неполучение точной геометрии центрального выступа на внутренней поверхности донной части в соответствии с конструкторской документацией при штамповке донной части из-за недостаточного набора металла под полное заполнение внутренней впадины внутреннего пуансона при формировании дна наружным пуансоном при предварительном формировании центрального выступа на переходе обратного выдавливания при использовании СОЖ для повышения стойкости инструмента и стабилизации процесса штамповки.
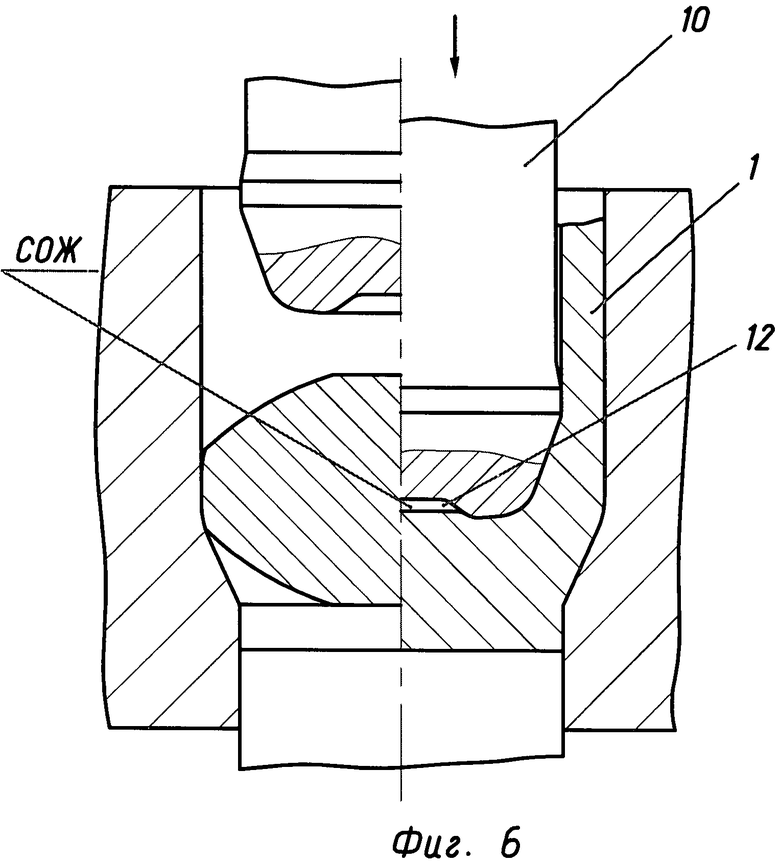
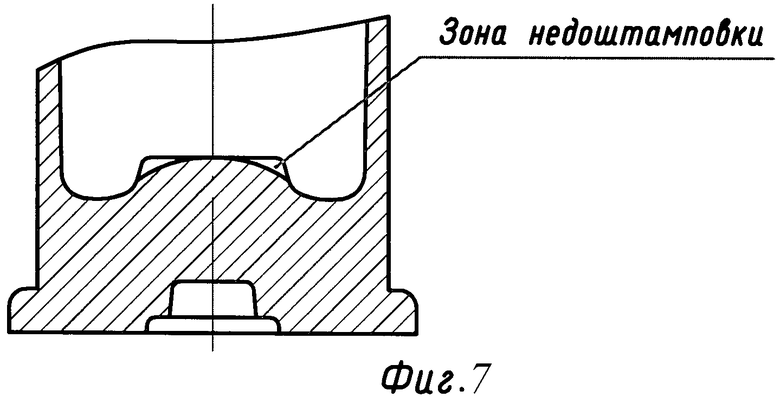
Это происходит из-за наличия СОЖ (смазочно-охлаждающей жидкости, сопровождающей процесс обратного выдавливания) во внутренней впадине внутреннего пуансона 10, которая (СОЖ) в закрытом объеме становится несжимаемой, тем самым уменьшается полезный объем впадины (см. фиг.6, поз.12), что препятствует полному заполнению металла заготовки во внутреннюю впадину пуансона и ведет к недостаточному набору металла для качественного формирования выступа по требованиям конструкторской документации при окончательном формировании донной части детали штамповкой (фиг.7).
Задачей изобретения является повышение качества полученной детали за счет обеспечения выполнения центрального выступа на внутренней поверхности донной части в соответствии с конструкторской документацией.
Требуемый технический результат достигается тем, что в способе изготовления полых деталей с центральным выступом на внутренней поверхности донной части путем штамповки пуансоном в матрицу, включающем формирование исходной заготовки, предварительное и окончательное формирование центрального выступа, в отличие от прототипа, предварительное формирование центрального выступа ведут при формировании исходной заготовки осадкой с помощью пуансона с впадиной, при этом центральный выступ по форме и размерам выполнен меньшим или равным форме и размерам центрального выступа готовой детали.
Совокупность отличительных признаков позволила обеспечить получение качественного выполнения центрального выступов в донной части за счет предварительного набора металла осадкой при формировании исходной заготовки в части обеспечения соблюдения требований конструкторской документации.
Следовательно, каждый отличительный признак является «существенным» и необходимым, а заявленное решение соответствует критерию «новизна».
Сравнение заявляемого решения с прототипом позволило выявить признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии технического решения критерию «изобретательский уровень».
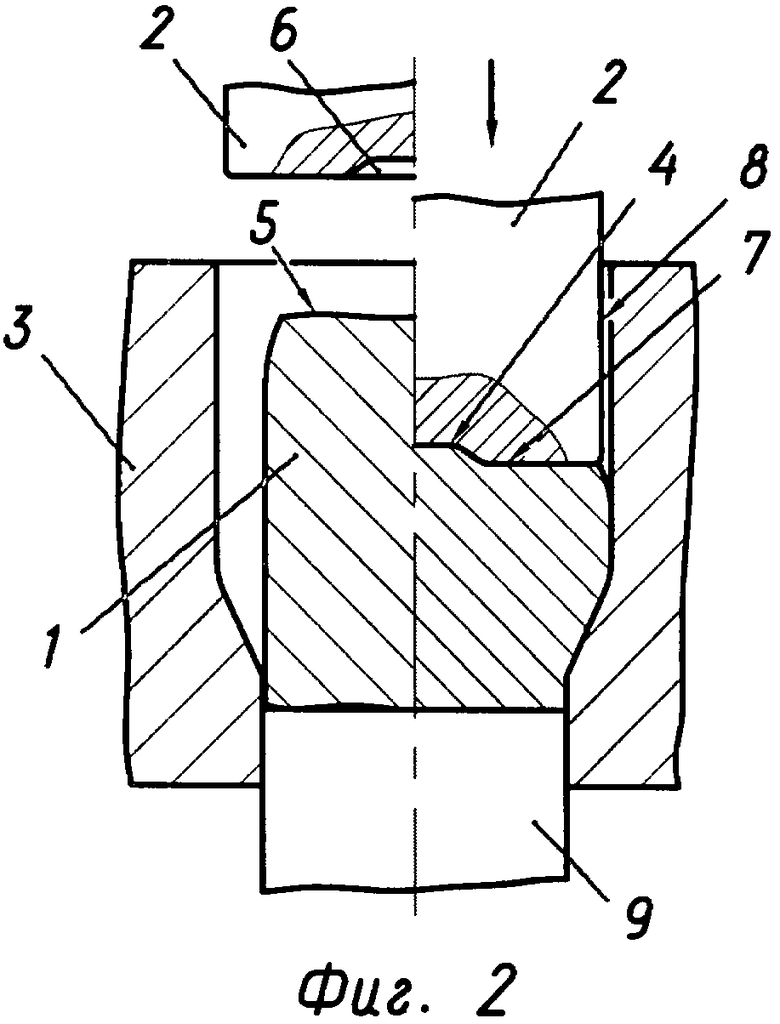
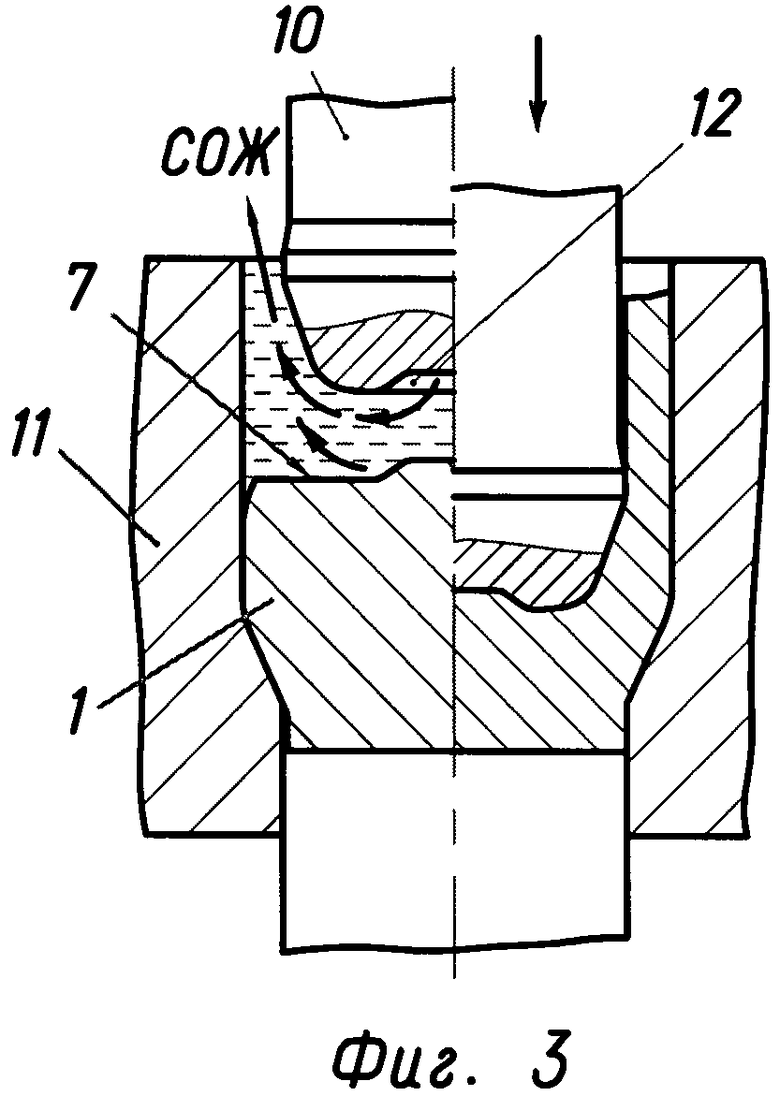
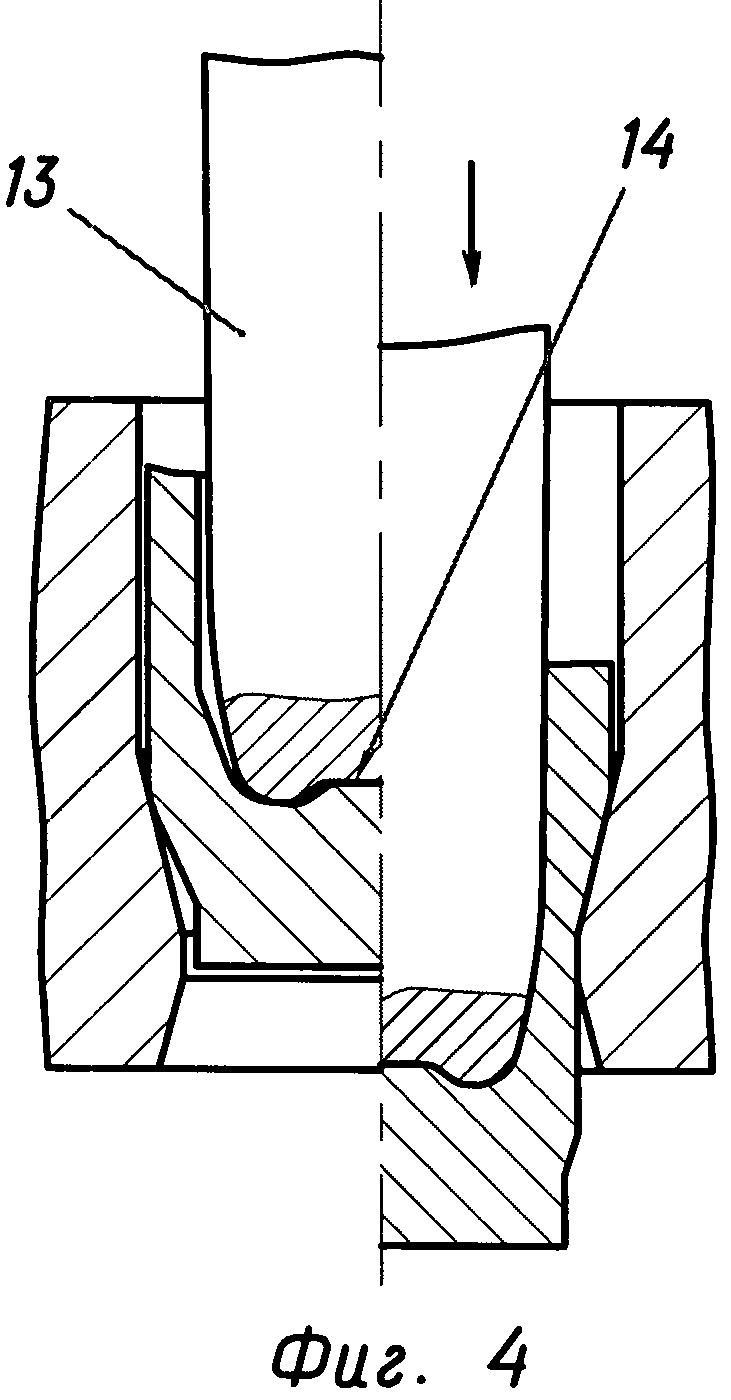
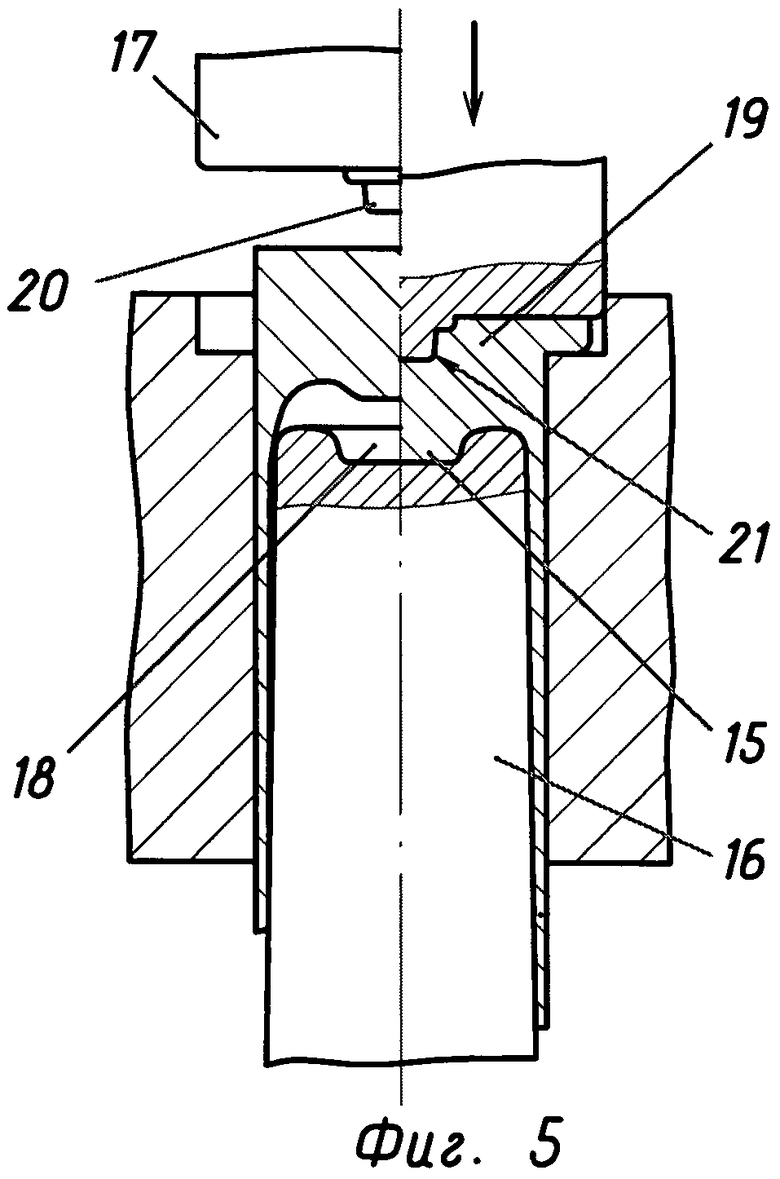
На фиг.1 показана схема изготовления детали по переходам (I - заготовка, II - осадка, III - обратное выдавливание, IV-VI - вытяжные переходы, VII - штамповка дна); на фиг.2 - схема расположения инструмента при осадке; на фиг.3 - схема расположения инструмента при обратном выдавливании; на фиг.4 - схема расположения инструмента на вытяжных переходах; на фиг.5 - схема расположения инструмента при штамповке дна; на фиг.6 - схема расположения инструмента при обратном выдавливании в известном способе-прототипе; на фиг.7 - схема формы выступа дна в известном способе-прототипе.
Способ осуществляется следующим образом.
Из прутка методом сдвига на штампе резки получают заготовку (фиг.1, I переход).
На II переходе осуществляют осадку заготовки 1 пуансоном 2 в матрицу 3. На этом переходе производят предварительное формирование центрального выступа 4 на торце 5 заготовки 1 впадиной 6 пуансона 2, при этом центральный выступ по форме и размерам выполнен меньшим или равным (приближенным) форме и размерам центрального выступа готовой детали. СОЖ, сопутствующая обработке, удаляется с торца 7 заготовки 1 и впадины 6 пуансона 2 через зазор 8, не оказывая негативного действия на формирование выступа 4 при штамповке. Выталкивателем 9 заготовка удаляется из полости матрицы 3 (фиг.2).
Затем на переходе III производят обратное выдавливание заготовки пуансоном 10 в матрицу 11 (фиг.3). Пуансон 10 имеет впадину 12, равную по форме и размерам впадине 6 пуансона 2 (фиг.2). При штамповке СОЖ удаляется из полости впадины 12 пуансона 10 и торца 7 заготовки.
Далее производят вытяжные переходы IV-VI, при этом пуансон 13 также имеет впадину 14 (фиг.4).
Штамповку донной части (VII переход, фиг.5) - окончательное формирование донной части и выступа 15 производят приложением усилий внутренним пуансоном 16 и наружным 17 пуансоном.
Пуансон 16 имеет впадину 18, равную выступу 15 готовой детали 19 в соответствии с требованиями конструкторской документации, а пуансон 17 имеет выступ 20 с формой и размерами, соответствующими впадине 21 готовой детали 19.
По сравнению с прототипом изобретение позволяет повысить качество получаемой детали за счет обеспечения выполнения центрального внутреннего выступа на внутренней поверхности готового изделия (исключение недопрессовки) в соответствии с конструкторской документацией (фиг.7).
Изобретение промышленно применимо.
Подтверждением является факт положительного проведения работ по устранению недостатков по обеспечению выполнения центрального выступа на внутренней поверхности донной части в соответствии с конструкторской документацией на ФГУП «ПО «Завод им. Серго».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299110C2 |
| Способ изготовления колес | 1991 |
|
SU1797511A3 |
| Способ изготовления оправки для прошивного стана | 2022 |
|
RU2791720C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КОНУСООБРАЗНЫМ ДНОМ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2532709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2759280C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ изготовления оправки для прошивного стана | 2024 |
|
RU2835254C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
Изобретение относится к обработке металлов давлением, в частности к технологии холодной штамповки. Способ включает формирование исходной заготовки, предварительное и окончательное формирование центрального выступа. Предварительное формирование центрального выступа ведут при формировании исходной заготовки осадкой с помощью пуансона с впадиной. Центральный выступ по форме и размерам выполнен меньшим формы и размеров центрального выступа готовой детали. В результате обеспечивается повышение качества полученной детали. 7 ил.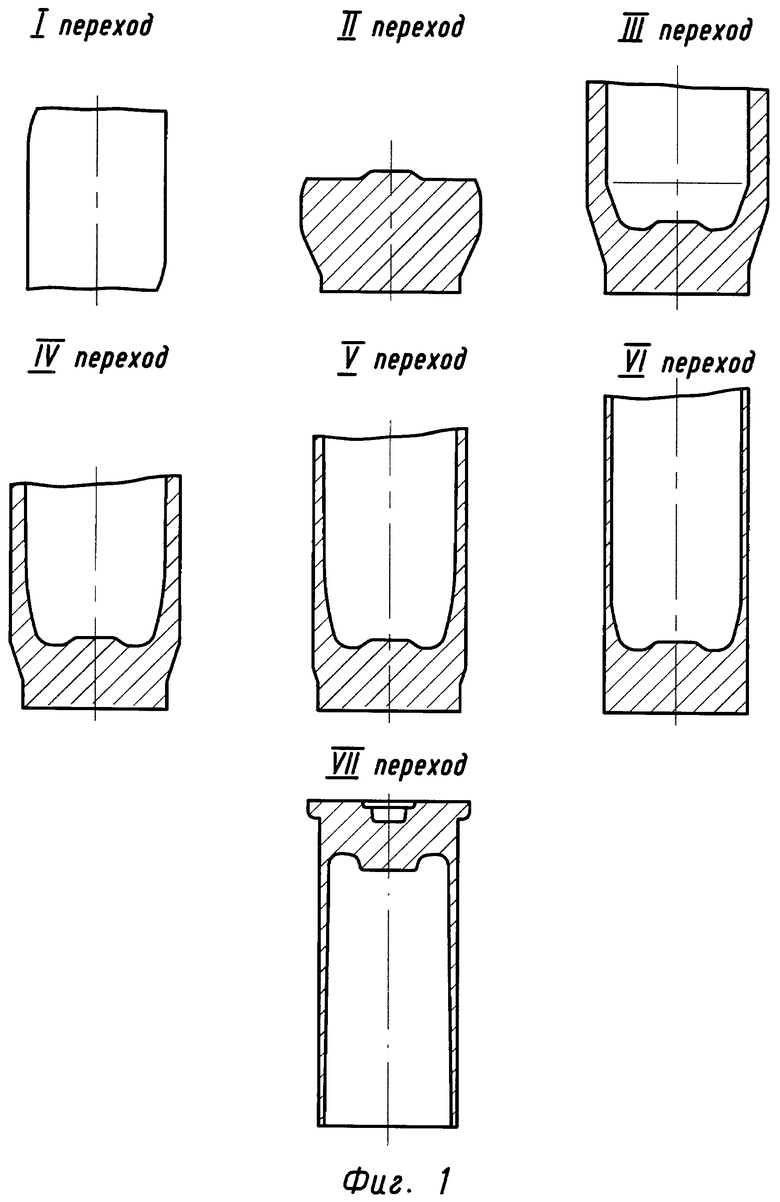
Способ изготовления полых деталей с центральным выступом на внутренней поверхности донной части путем штамповки пуансоном в матрицу, включающий формирование исходной заготовки, предварительное и окончательное формирование центрального выступа, отличающийся тем, что предварительное формирование центрального выступа ведут при формировании исходной заготовки осадкой с помощью пуансона с впадиной, при этом центральный выступ по форме и размерам выполнен меньшим формы и размеров центрального выступа готовой детали.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299110C2 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| "Способ изготовления изделий типа "стакан" | 1990 |
|
SU1792788A1 |
| US 3614816 A1, 26.10.1971 | |||
| JP 2003103340 A, 08.04.2003. | |||

