Изобретение относится к области машиностроения, в частности к производству изделий методом прошивания и одновременной проверке отверстий малого размера из различных сплавов - методом пластических деформаций.
Известны способы получения, например, прямоугольных отверстий: сверлением, зенкерованием, долблением, протягиванием, прошиванием на соответствующих станках методом резания металлов со снятием слоя материала, с образованием различного вида стружки, ультразвуковое прошивание. Недостатком процесса обработки резанием является большое количество холостых ходов, движений подач, проходов, возвратно-поступательных движений, вращающих моментов, ручной труд полировщиков. Конструкции специальных патронов имеют много взаимосвязанных деталей и номенклатур. Прототип может иметь большое количество взаимосвязанных деталей и рабочих поверхностей (прототип - SU 1202817 A, В24В 1/04 от 18.06.84 г. Бюл. №1 от 07.01.86 г.).
Задача изобретения - повышение эксплуатационной надежности, размерной точности, качества обработанной поверхности.
Это достигается тем, что прошивка-калибр для получения прямоугольных глубоких отверстий выполнена прямоугольной и имеет рабочую поверхность, которая выполнена гиперболической и с прямоугольной острозаточенной кромкой, образующей зуб, расположенный по периметру отверстия. Острозаточенная кромка выполнена за одну установку с минимальными погрешностями с высокой степенью точности по параллельности, перпендикулярности, по прямоугольности.
Рабочая поверхность выполнена по расчетным точкам через реальный коэффициент сжатия Кс, используя свойства гиперболы, max высота зуба прошивки-калибра равна по периметру прямоугольного отверстия:

где Кс - реальный коэффициент сжатия,
С - реальный коэффициент изменяющихся условий деформации,
х - координата гиперболы,
при С=1; х=1; у=Кс;
h=Кc.
Кс - реальный расчетный коэффициент сжатия в рабочей зоне для конкретной пары обрабатываемого и инструментального материалов, выраженный через физико-механические и теплофизические свойства ([6], с.6-12).
На чертеже изображена прямоугольная, имеющая острозаточенный зуб по периметру прошивка-калибр для получения прямоугольных глубоких отверстий методом пластических деформаций.
Усилие пресса РН приложено по оси у в системе координат прошивки-калибра движением Sz вниз, на одном рабочем месте, за одну операцию без снятия слоя материала происходит пластическая деформация сжатия материалов и формируется точное высококачественное отверстие с шероховатостью Ra 0,08...0,02 мкм Rz 0,1 мкм ГОСТ 2789-73, 6-7 квалитетов.
Оригинальный способ получения глубоких отверстий методом пластических деформаций позволяет повысить производительность, надежность, качество.
Литература
1. Аркуша А.И. Техническая механика. М.: Высшая школа. 2003. - С.234.
2. А.с. №476856, М. Кл. А01д 23/08, УДК 621.93.036(088.8) 15.07.75 г. Бюллетень №26.
3. Балакшин Б.С. Основы технологии машиностроения. М.: Машиностроение, 1969. - С.108.
4. Кован В.М. Основы технологии машиностроения. М., 1959. Т.1; т.2. - С.15-25.
5. Выгодский М.Я. Справочник. М.: Наука, 1978. - С.211.
6. Силин С.С. Метод подобия при резании материалов. М.: Машиностроение, 1984. - С.6-26.
7. Шерватов В.Г. Гиперболическая функция. Гос. Физ.-матем. литература, Москва, 1958. - С.16.
8. Суслов А.Г., Браун Э.Д. и др. Качество поверхности. Справочник, т.1. М.: Машиностроение, 1993. - С.25.
9. Ицкович Г.М. Сопротивление материалов. М., 2000. - С.225.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОШИВКА ОВАЛЬНАЯ ОСТРОЗАТОЧЕННАЯ ДЛЯ ОБРАБОТКИ ГЛУХИХ ГЛУБОКИХ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ | 2005 |
|
RU2288814C2 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ МЕЛКОРАЗМЕРНЫХ СКВОЗНЫХ, ГЛУХИХ ГЛУБОКИХ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ (БЕЗ СНЯТИЯ СЛОЯ МЕТАЛЛА) | 2005 |
|
RU2300448C2 |
| ЗЕНКЕР ТОРЦЕВОЙ ДВУЗУБЫЙ ДЛЯ ГЛУХИХ ГЛУБОКИХ ОТВЕРСТИЙ | 2006 |
|
RU2346790C2 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2002 |
|
RU2253549C2 |
| Протяжка для обработки цилиндрических отверстий | 1982 |
|
SU1171239A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении в деталях прямоугольных глубоких отверстий путем пластического деформирования. Прямоугольная прошивка-калибр имеет рабочую поверхность, выполненную гиперболической, и прямоугольную острозаточенную кромку. Острозаточенная кромка образует зуб, расположенный по периметру глубокого прямоугольного отверстия. В результате обеспечивается повышение эксплуатационной надежности инструмента, а также повышение точности и качества полученного изделия. 1 ил.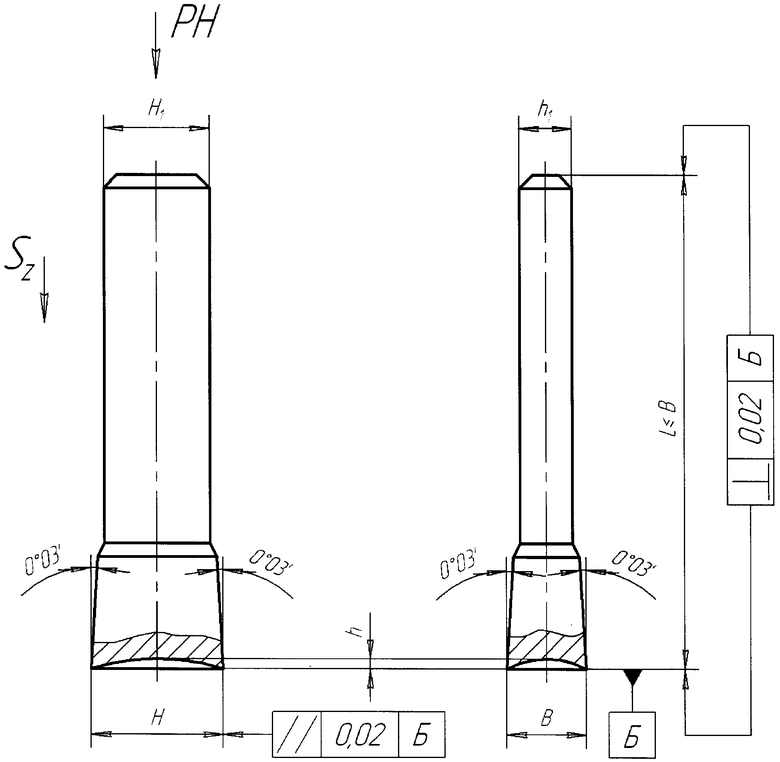
Прошивка-калибр для получения прямоугольных глубоких отверстий, выполненная прямоугольной и имеющая рабочую поверхность, отличающаяся тем, что рабочая поверхность выполнена гиперболической и с прямоугольной острозаточенной кромкой, образующей зуб, расположенный по периметру глубокого прямоугольного отверстия.
| Ультразвуковой инструмент для прошивки отверстий в неметаллических материалах | 1984 |
|
SU1202817A1 |
| 0 |
|
SU181482A1 | |
| ИНСТРУМЕНТ ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 0 |
|
SU407620A1 |
| УСТРОЙСТВО ДЛЯ ВВОДА ПРОБ ГАЗА В ХРОМАТОГРАФ | 1986 |
|
SU1347703A1 |

