1
Изобретение касается штампового инструмента для обработки металлов давленнем.
Известен инстр мент для закрытой штамновки, содержащий два полуштампа, образующих при соприкосновении с поверхностями разъема замкнутую гравюру, а также пуансон, размещенный в выполненном в одном из полущтампов отверстий.
Однако в этом случае необходимо создание больщого усилия ирижима иолу штампов.
В предложенном инструменте поверхность разъема по крайней мере одного из полуштампов выполнена выпуклой с максимальной выпуклостью у кромкн гравюры.
Это позволяет снизить усилие ирижима полуштамиов.
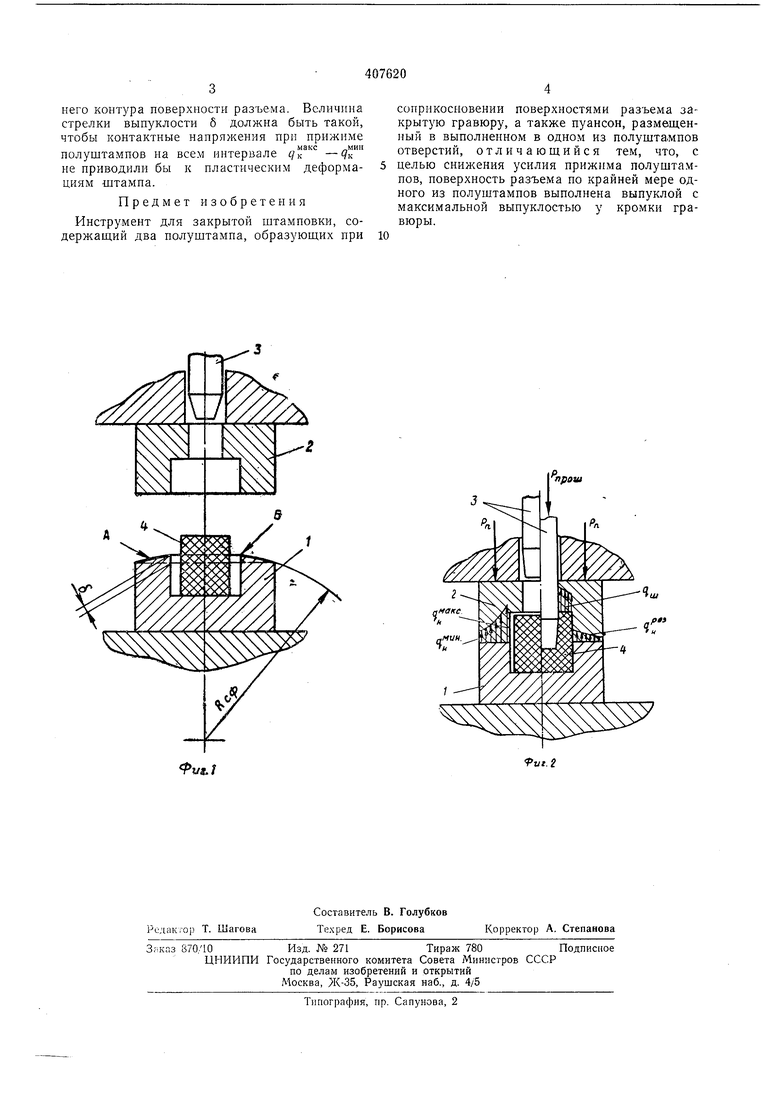
На фиг. 1 показан иредложеииый инструмент в исходном положении; на фиг. 2 - то же, в момент прижима нолущтампов (левая половина) и в момент штамповки (правая половина).
Инструмент для закрытой штамповки состоит из нижнего 1 и верхнего 2 полуштампов, установленных соответственно на столе и ползуне пресса и смыкаемых его усилием, и пуансона 3, установленного в отверстии одного иолуштамиа и приводимого в действие специальной системой пресса (не показана). Поверхность Л разъема штампов выполнена выпуклой, в данном случае сферической, с радиусом КсФ так что максимальная стрелка выпуклости б расположена у кромки гравюры штампа. После того, как в нижний иолуштамп уложена заготовка 4, полуштампы смыкаются усилием РП пресса. При этом все усилие прижима воспринимается поверхностями разъема, на которых возникают контактные напряжения. Эиюра контактных напряжений в данном случае определяется не только жесткостью полуштампов и деталей пресса, но и
формой поверхности разъема, приче.м максимакс мальные контактные напряжения QK будут
действовать вдоль внутреннего контура поверхности разъема, т. е. там, где выпуклость достигает максимума.
После смыкания штампов осуществляют ирошивку заготовки усилием Рдрош-, причем вытесняемый при прошивке металл полностью заполняет гравюру штампа, воздействуя на нее удельным усилием При этом соответственио уменьшаются контактные напряжения на поверхности разъема.
Результирующая эпюра контактных наиряжений дУ может иметь различный характер, определяемый жесткостью деталей пресса, инструмента и величиной стрелки прогиба б.
Расчет величины б может быть произведен известными снособами теории упругости, а задача расчета заключается в том, чтобы обеснечить ири любых усилиях Рпрош. наличие контактных напряжений вдоль всего внутрен
него контура поверхности разъема. Величина стрелки выпуклости б должна быть такой, чтобы контактные напряжения при прижиме
максмин
полуштампов на всем интервале к не приводили бы к пластическим деформациям штампа.
Предмет изобретения
Инструмент для закрытой штамповки, содержаш,ий два полуштампа, образуюших при
соприкосновении поверхностями разъема закрытую гравюру, а также пуансон, размвш,енный в выполненном в одном из полуштампов отверстий, отличающийся тем, что, с целью снижения усилия прижима полуштампов, поверхность разъема по крайней мере одного из полуштампов выполнена выпуклой с максимальной выпуклостью у кромки гравюры.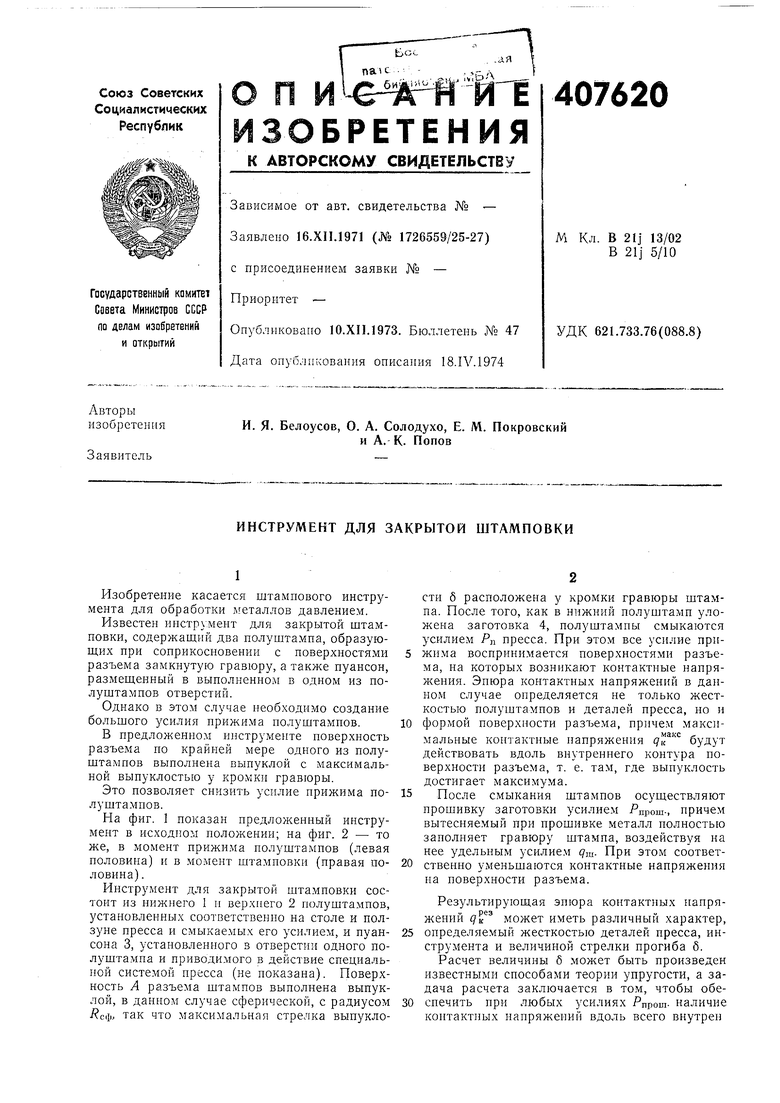
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп обратного выдавливания для закрытой объемной штамповки | 1977 |
|
SU645746A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Штамп для объемной штамповки изделий со сквозными отверстиями | 1977 |
|
SU727302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОКKr-f '"'-",:-f>&''-!J- '• 'с:- f»*V.-^^-^-* <J-^••''•. •« ;^L„ < inAШTH04LлШI^^••^friБИБЯИО -i^K^ I | 1970 |
|
SU275691A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
