Изобретение относится к области машиностроения, в частности к производству крепежных, замковых изделий методом прошивания глухих глубоких отверстий малого диаметра из вязких сплавов.
Известны приспособления для обработки многогранных отверстий инструментом - прошивкой на револьверных, токарных и сверлильных станках (SU322234, В 23 В, 41/04, 1972, 3 страницы), содержащие прошивку, закрепленную винтом в шпинделе с подшипниками, ось которой вместе с корпусом наклонена относительно хвостовика держателя, предназначенного для установки в пиноли задней бабки станка. Угол 1...2° во втулке (α).
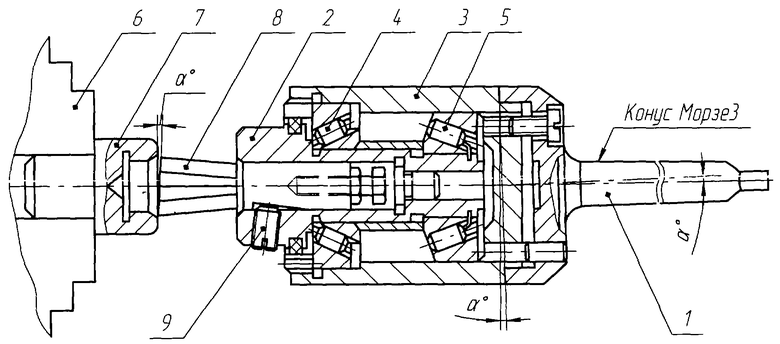
Конструкция прототипа имеет недостаток: регулировка по трем винтам, фиксация самой прошивки винтом и в пазу всей оправки дают погрешность с зазором в 5 раз больше. Задача изобретения - повышение эксплуатационной надежности приспособления и размерной точности прошивания, качества обработанной поверхности. Это достигается тем, что приспособление к токарному станку снабжено держателем 1 с хвостовиком конуса Морзе 3, на котором крепится шпиндель 2 с упорными роликовыми подшипниками 4, 5, ось которого наклонена вместе с корпусом 3 относительно пиноли токарного станка задней бабки на угол α, и наклон торца конуса держателя 1 с хвостовиком Морзе 3 выполнен на такую же величину угла, хвостовик прошивки 8 зафиксирован в шпинделе 2 по угловому пазу винтом 9.
Угол между осью шпинделя станка и осью держателя с хвостовиком конуса Морзе 3 равен 1 градусу 25 минутам 56 секундам, что составляет половину конусности 1:20 (Л.В.Близняков. Краткий справочник технолога машиностроителя и мастера механических цехов, 1963. Рязань, 1963. - С.281-282 и 287). На чертеже изображено предлагаемое приспособление в продольном разрезе (повернуто на 90 градусов).
После включения вращения шпинделя токарного станка прошивка 8 подводится к подготовленному отверстию детали 7 и под действием подачи станка внедряется в него, вращаясь вместе с деталью. Процесс происходит за один проход.
Прошивка при включении шпинделя станка врезается в деталь под углом и формирует качественное по обработке и точности глубокое глухое отверстие из вязких сплавов. Обработка производится за одну установку, то есть получается высокопроизводительный процесс обработки.
Применение приспособления к токарному станку для прошивки многогранных глухих отверстий из вязких сплавов позволяет получать отверстия 6, 7 квалитетов с обработкой поверхности Ra 0,8...0,002 мкм, Rz 0,1 мкм ГОСТ 2789-73, срок службы изделий увеличивается от 3 до 5 лет.
Изобретение относится к области машиностроения, производству крепежных и замковых изделий прошиванием глубоких отверстий малого диаметра в деталях из вязких сплавов. Приспособление содержит инструмент с хвостовиком, закрепленным винтом в шпинделе с подшипниками, ось которого вместе с корпусом наклонена относительно оси хвостовика держателя, предназначенного для установки в пиноли задней бабки токарного станка. Для повышения эксплуатационной надежности, размерной точности и качества обработанной поверхности торец держателя наклонен на угол, равный упомянутому выше углу наклона оси корпуса относительно оси хвостовика держателя. В хвостовике инструмента выполнен паз для взаимодействия при закреплении с указанным винтом. Подшипники шпинделя могут быть выполнены в виде роликовых упорных. Хвостовик держателя может быть выполнен в виде конуса Морзе. 2 з.п. ф-лы, 1 ил.
| ЙГНЭ-ТСХЙЙНЕГЯДР ВИБЛИОТЕКА | 0 |
|
SU322234A1 |
| Приспособление к токарному станку для обработки многогранных отверстий | 1973 |
|
SU452434A1 |
| Устройство для прошивки многогранных отверстий на токарном станке | 1978 |
|
SU768568A1 |
| ШАТИН В.П | |||
| и др | |||
| “Режущий и вспомогательный инструмент”, Справочник, М., “Машиностроение”, 1968, с.181, рис.1, с.358, 359, 412 | |||
| БОЛОТИН Х.Л | |||
| и др | |||
| “Станочные приспособления”, М., Машгиз, 1959, с.311, фиг.240. | |||

