Изобретение относится к подъемно-транспортному машиностроению, а именно к стальным канатам, работающим в условиях повышенной температуры, и направлено на повышение безопасности эксплуатации стальных канатов.
Известна конструкция стального каната [С.Т.Сергеев. Стальные канты. - Киев: Техника, 1974, с.289], содержащая в наружном слое каждой пряди ограниченное число протекторных проволок, изготовленных из другого материала и предназначенных для защиты стального каната от коррозии. Данная конструкция каната с протекторными проволоками не предназначена для его браковки и по обрыву протекторной проволоки невозможно судить об изменении несущей способности каната в целом, в то же время материал протекторной проволок не реагирует на температурные воздействия и в нем не образуются температурные дефекты.
Известен способ браковки синтетического каната [Патент №2148117, Клаудио Де Ангелис (DE)], содержащий ограниченное число индикаторных электропроводящих угольных волокон. Способ браковки базируется на сведении двух типов волокон с различными свойствами в одну канатную прядь. Одно волокно из ароматического полиамида обладает высоким пределом прочности при знакопеременном цикле и высоким удельным растяжением при разрыве. Другое волокно - электропроводящее угольное волокно - обладает свойством ломкости. Оба типа волокна скручиваются в канатную прядь. В процессе эксплуатации вследствие растяжения или знакопеременных нагрузок электропроводящее угольное волокно рвется и ломается раньше по сравнению с несущими волокнами из ароматического полиамида канатной пряди. С помощью источника напряжения можно определить число оборванных угольных индикаторных волокон. Для того чтобы гарантировать остаточную несущую способность браковку каната производят по фиксированному проценту непригодности угольных индикаторных волокон.
Недостатки данного способа браковки каната заключаются в том, что использование электропроводящих угольных волокон в качестве индикаторных не позволяет оценивать несущую способность стального каната при воздействии высоких температур. Стальной канат, находясь в условиях высоких температур, теряет гибкость за счет выгорания (высыхания, высыпания) смазки, что приводит на практике к лавинообразному обрыву проволок и стального каната в целом даже при незначительной нагрузке. Проволоки в стальном канате утрачивают возможность перемещения относительно друг друга. Стальной канат становится похожим на стальной стержень и даже при незначительной продольной нагрузке в процессе его изгиба на блоках в проволоках возникают напряжения, превышающие предел прочности, что приводит к их обрыву (разрушению). Это явление подтверждается статистическими данными по авариям, происшедшим на разливочных кранах металлургических предприятий. В то же время стальной канат является электропроводным и использование электропроводящих угольных волокон в качестве индикаторных не приводит к положительному эффекту в части определения дефектности индикаторных проволок. Индикаторные электропроводящие угольные волокна не "реагируют" на температурные условия эксплуатации стального каната.
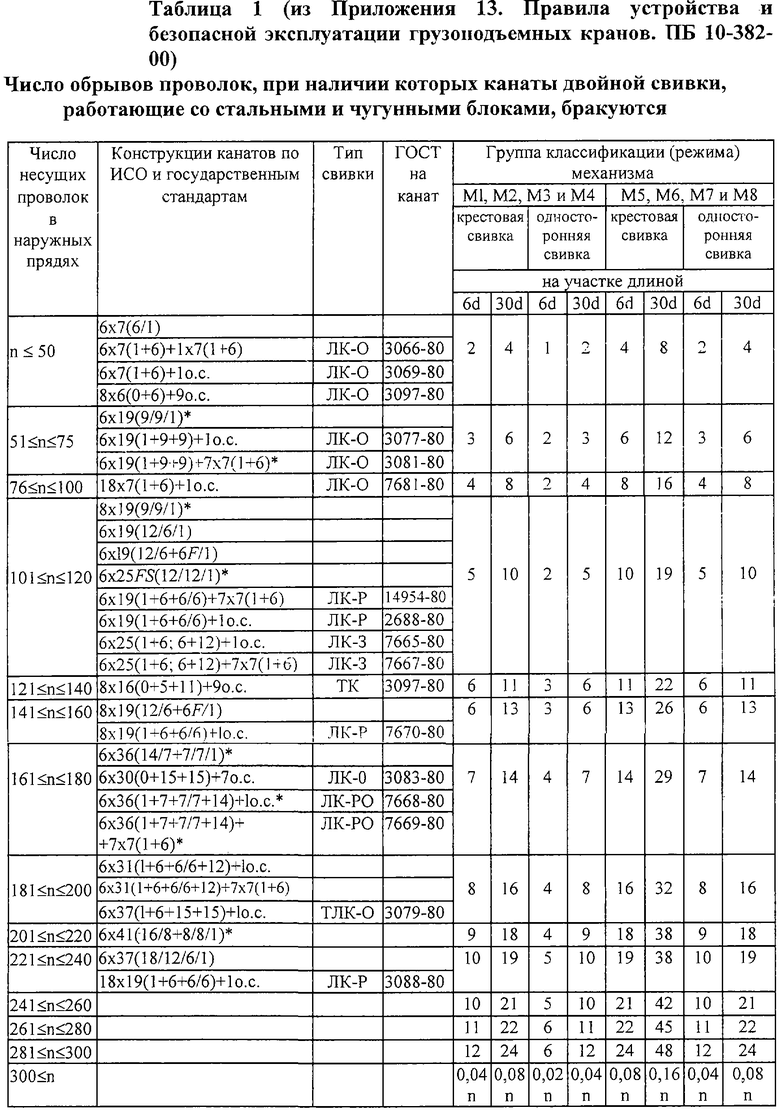
Известен способ браковки стального каната, включающий операции периодического осмотра стального каната на предмет обнаружения числа обрывов наружных проволок по его фиксированной длине и отбраковку стального каната при превышении числа обрывов наружных проволок больше допустимых значений [Приложение 13. Правила устройства и безопасной эксплуатации грузоподъемных кранов. ПБ 10-382-00].
Описанный способ браковки стального каната не учитывает образование (возникновение) дефектов и не оценивает его несущую способность при воздействии высоких температур.
Изобретение направлено на повышение безопасности эксплуатации стальных канатов в условиях повышенной температуры.
Это достигается тем, что в наружный слой стального каната вплетено ограниченное число индикаторных проволок, форма которых аналогична основным проволокам стального каната, изготовленных из материала с температурой плавления не более 300°С. Внутри них по всей длине имеется полость, заполненная красящим веществом, при этом количество индикаторных проволок в стальном канате не больше браковочного показателя по числу обрывов наружных проволок для данной конструкции стального каната, направления свивки и группы классификации механизма, где эксплуатируется стальной канат.
Способ браковки стального каната заключается во вплетении в стальной канат индикаторных проволок и обнаружении в них дефектов, которые выявляют по появлению следов красящего вещества на поверхности каната, образовавшихся в результате разгерметизации полости индикаторной проволоки от воздействия высоких температур.
Таким образом, предлагаемая нами конструкция стального каната и способ его браковки дают возможность повысить безопасность эксплуатации стальных канатов, работающих в условиях повышенных температур.
Сущность изобретения поясняется чертежами.
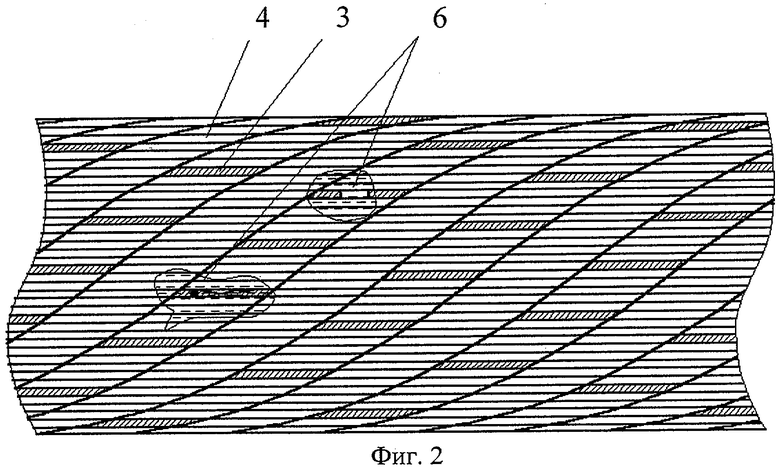
На фиг.1 показано поперечное сечение стального каната, состоящего из сердечника 1, прядей 2, содержащего ограниченное число индикаторных проволок 3 в наружном слое. Форма поперечного сечения индикаторных проволок 3 снаружи аналогична основным проволокам 4 стального каната, а внутри она по всей длине выполнена полой и заполнена красящим веществом 5.
При обрыве индикаторной проволоки 3 в результате ее плавления происходит разгерметизация ее внутренней полости с последующим вытеканием из нее красящего вещества 5. Вытекшее красящее вещество 5 оставляет на поверхности стального каната следы, что информирует об обрыве (плавлении) индикаторных проволок 3 и, как следствие, способствует своевременной браковке стального каната.
Количество индикаторных проволок 3 в канате не должно превышать браковочного показателя по числу обрывов наружных проволок для данной конструкции стального каната, направления свивки и группы классификации (режима) механизма его эксплуатации, приведенного в таблице, так как индикаторные проволоки не являются несущими, а введение их в конструкцию стального каната не должно снизить его несущую способность.
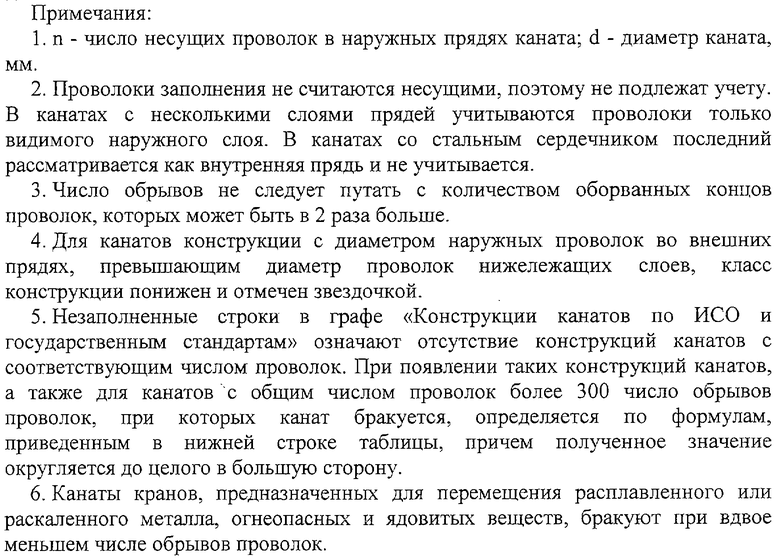
На фиг.2 показан способ браковки стального каната по обнаружению следов 6 красящего вещества 5 на поверхности стального каната, появившихся в результате разгерметизации полости с красящим веществом 5 индикаторной проволоки 3.
Таким образом, повышается безопасность эксплуатации стального каната, работающего в условиях повышенной температуры, поскольку в стальном канате, подверженном воздействию высокой температуры, произойдет плавление индикаторной проволоки 3 с последующим истеканием красящего вещества 5 из ее внутренней полости, и при очередном осмотре стальной канат будет отбракован.
Для проверки работоспособности предлагаемого способа был проведен эксперимент со стальным канатом ГОСТ 3066 диаметром 16,5 мм. Из стального каната была выплетена одна из прядей, в которую вместо одной из стальных проволок была вплетена проволока из оловянно-свинцового сплава с температурой плавления около 200°С, имеющая во внутренней полости красящее вещество (канифоль). Стальной канат посредством разрывной машины подвергался растяжению 50 кН (что соответствует запасу прочности 3,55) и воздействию температуры около 400°С (температура создавалась источником тепла (паяльной лампой} и контролировалась термометром). В результате воздействия температуры в одном месте по длине каната проволока из оловянно-свинцового сплава расплавилась, пары канифоля просочились наружу, оставив следы на поверхности каната, а основные (стальные) проволоки стального каната оставались неповрежденными. При проведении эксперимента часть смазки со стального каната стекла, часть сгорела и обуглилась. Стальной канат стал жестким при изгибе, что подтвердилось при его изгибе после снятия с разрывной машины. Проведенный нами эксперимент подтвердил работоспособность предлагаемой конструкции стального каната, способа его браковки и наличие всех заявляемых отличительных признаков.
В промышленных условиях в качестве красящего вещества могут быть использованы любые красящие жидкости или порошки, не воспламеняющиеся и не испаряющиеся при той температуре, в которой может оказаться стальной канат.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНАТ И СПОСОБ ЕГО ДЕФЕКТОСКОПИИ | 2012 |
|
RU2489542C1 |
| Несуще-тяговый канат кольцевой подвесной канатной дороги с промежуточными опорами и способ его дефектоскопии | 2020 |
|
RU2739815C1 |
| КОНСТРУКЦИЯ СТАЛЬНОГО КАНАТА ЗАКРЫТОГО ТИПА | 2005 |
|
RU2299940C1 |
| Способ визуально-измерительного контроля стального каната | 2021 |
|
RU2775348C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА КАНАТА С МЕТАЛЛИЧЕСКИМ СЕРДЕЧНИКОМ | 2005 |
|
RU2299170C1 |
| Способ счалки каната | 2018 |
|
RU2687981C1 |
| СПОСОБ БРАКОВКИ СТАЛЬНЫХ КАНАТОВ | 2003 |
|
RU2238903C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ СИНТЕТИЧЕСКОГО КАНАТА | 1996 |
|
RU2148117C1 |
| СТЕНД ДЛЯ ИЗУЧЕНИЯ ПРОЦЕССА СВИВКИ КАНАТА | 2006 |
|
RU2327102C2 |
| Имитатор дефектов для настройки дефектоскопов | 1984 |
|
SU1173296A1 |
Изобретение относится к подъемно-транспортному машиностроению, а именно к стальным канатам, работающим в условиях повышенной температуры, и направлено на повышение безопасности эксплуатации стального каната. Стальной канат содержит в наружном слое ограниченное число индикаторных проволок, форма которых аналогична основным проволокам стального каната. Индикаторные проволоки изготовлены полыми по всей длине из материала с температурой плавления не более 300°С. Полости индикаторных проволок заполнены красящим веществом. Количество индикаторных проволок в стальном канате не больше браковочного показателя по числу обрывов наружных проволок для данной конструкции стального каната, направления свивки и группы классификации механизма, где эксплуатируется стальной канат. Способ браковки стального каната заключается во вплетении в стальной канат индикаторных проволок и обнаружении в них дефектов. При этом дефекты выявляют по появлению следов красящего вещества на поверхности каната, образовавшихся в результате разгерметизации полости индикаторной проволоки. 2 н.п. ф-лы, 1 табл., 2 ил.
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННОЙ НАДЕЖНОСТИ СИНТЕТИЧЕСКОГО КАНАТА | 1996 |
|
RU2148117C1 |
| СИСТЕМА ГАЗОУДАЛЕНИЯ ИЗ-ПОД КРЫШКИ РЕАКТОРА РЕАКТОРНОЙ УСТАНОВКИ ВОДО-ВОДЯНОГО ТИПА | 1998 |
|
RU2152088C1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ЛЕЧЕНИЯ ПРИ ДИСФУНКЦИИ ЩИТОВИДНОЙ ЖЕЛЕЗЫ | 2008 |
|
RU2410077C2 |
| 0 |
|
SU232679A1 |

