Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве холодногнутых профилей проката,
Пелью изобретения является экономия металла и снижение трудоемкости за счет многократного использования накладок.
На чертеже показано поперечное сечение валка формовки ПВЖ.
Валок содержит бочку 1, составленную из отдельных элементов, насаженных на ось 2, На поверхности бочки выполнены ручьи 3 глубиной И, в которых закреплены накладки 4, имею- пще три отверстия: одно цилиндрическое 5, расположенное на середине накладки, и два - эллиптичес-, .
где Г| - радиус по
кого сечения, 6. Радиус внешней кривизны каждой накладки f, KOTopbrti в начальном состоянии (до переточки) валка равен наибольшему радиусу R бочки 1, а радиус внутренней кривизны г г р, I дну калибра.
Величина г является минимально- допустимой величиной г, и опре геля- ется в зависимости от допуска на длину периода гофр (или профиля), причем для существующего сортр-мента ПВЖ разность между, г ((гаах) и г,(т1п) не может быть более /мм. Л
кп . 2
05
Г
где д - поле допуска на длину профиля ;
n количество периодов по длине профиля.
Длина накладки , ее высота - переменная и изменяется от Н Сна концах) до h (в середине накладки), причем величина d отверстий 6 выбрана taK, чтобы в них проходили крепежные винты и после, последней переточки (т.е. при r,(min) а г).
отверстий d0 о( 500мм, 1
23 мм, их ширина 20 мм 400 мм. R 323 мм.
г г.- 4 289 мм.
Экономическая эффективность предлагаемого технического решения по сравнению с известным заключается в экономии металла и снижении трудоемкостио
10
Фор
мула изобретения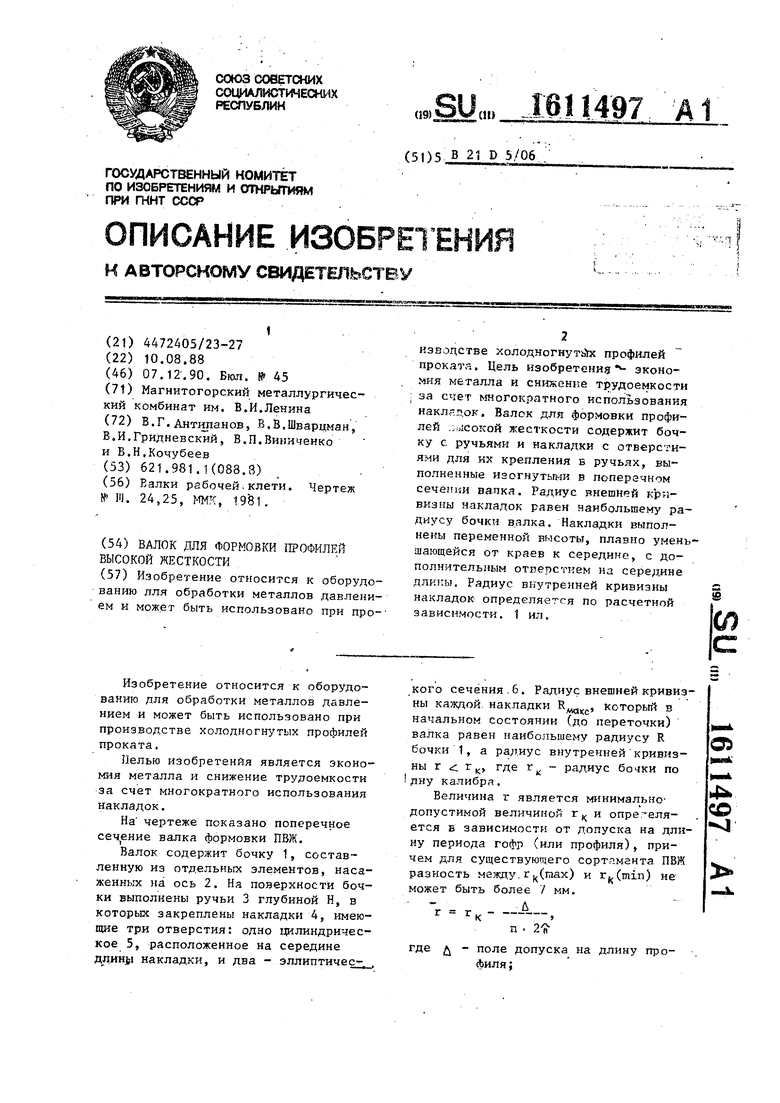

| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2301717C1 |
| Валок для формовки профилей высокой жесткости | 1989 |
|
SU1685570A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1999 |
|
RU2164185C1 |
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ДЛЯ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2005 |
|
RU2288799C1 |
| Инструмент профилегибочного стана | 1992 |
|
SU1829975A3 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| Способ производства профилей высокой жесткости | 1991 |
|
SU1817715A3 |
| Способ производства профилей высокой жесткости и клеть для его осуществления | 1987 |
|
SU1532121A1 |
| Валок для периодической прокатки | 1983 |
|
SU1093371A2 |
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве холодногнутых профилей проката. Цель изобретения - экономия металла и снижение трудоемкости за счет многократного использования накладок. Валок для формовки профилей высокой жесткости содержит бочку с ручьями и накладки с отверстиями для их крепления в ручьях, выполненные изогнутыми в поперечном сечении валка. Радиус внешней кривизны накладок равен наибольшему радиусу бочки валка. Накладки выполнены переменной высоты, плавно уменьшающейся от краев к середине, с дополнительным отверстием на середине длины. Радиус внутренней кривизны накладок определяется по расчетной зависимости. 1 ил.
J. J
допуск на длину одного пе- .Д- -.,
риода Ц. Очевидно, что длина периода на профиле равна расстоянию между центрами накладок по наружному радиусу..
. JI,P и м е р.- Валок для формйвки ПИК длиной 6000-40 мм с периодом гофр 2000 мм (т.е. профиль имеет 3 периода) , расстоянием мезвду гофрами по длине 500 м и высотой гофра Н 30 мм, Допускаемое уменьшение длины периода .80 мм: 3 26,7 мм, а величины
80
з
мм (берут4 мм
с учетом возможного колебаниядлины периода).
Исходные величины радиусовбочки:
R
io л
3
21
323
мм.
(2000 4(на новых валках период ПВЖ выполняется на плюс).
r,v
мм.
R - Н 293
Параметры нэ1кладки, выполненной j с тремя отверстиями (диаметр среднего отверстия 20 мм, длина крайних
5
го
5
Валок для формовки профилей высокой жесткости, содержащий бочку с РУЧЬЯМИ и накладки с отверстиями для их крепления в ручьях с радиусом кривизны внешней поверхности, равным наибольшему радиусу бочки, отличающийся тем, что, с целью экономии металла и снижения трудоемкости за счет многократного использования накладок, последние выполнены с дополнительным отверстием на середине длины,наружные и внутренние поверхности накладок расположены эксцентрично, а радиус кривизны внутренней поверхности накладки г определяют из выражения
Г
к
2
где
- радиус бочки валка по дну ручья;
допуск на расстояние между центром дополнительных отверстий соседних накладок по окружности наибольшего радиуса бочки.
| Валки рабочей,клети | |||
| Чертеж № Ш | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
