возможностью встречного перемещения. Кроме того, для повышения жесткости крепления калибра, стопор распорного клина выполнен в виде двух с радиусной наружной и опорной поверхностями накладок, под которые в распорном клине и в стенке выреза бочки предусмотрены открытые пазы, имеющие дно, очерченное дугой, концентричной дуге дна выреза бочки, а длина дуги открытого паза в распорном клине больше длины дуги опорной поверхности накладки, равной длине дуги дна паза в стенке выреза бочки.
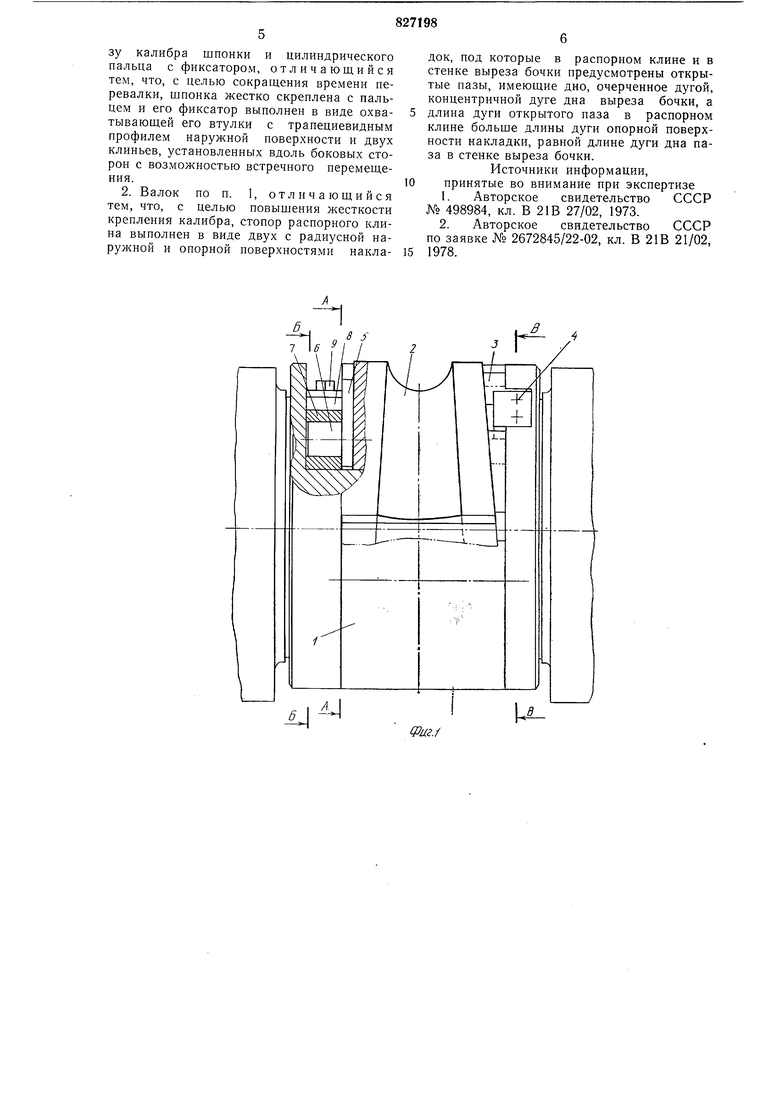
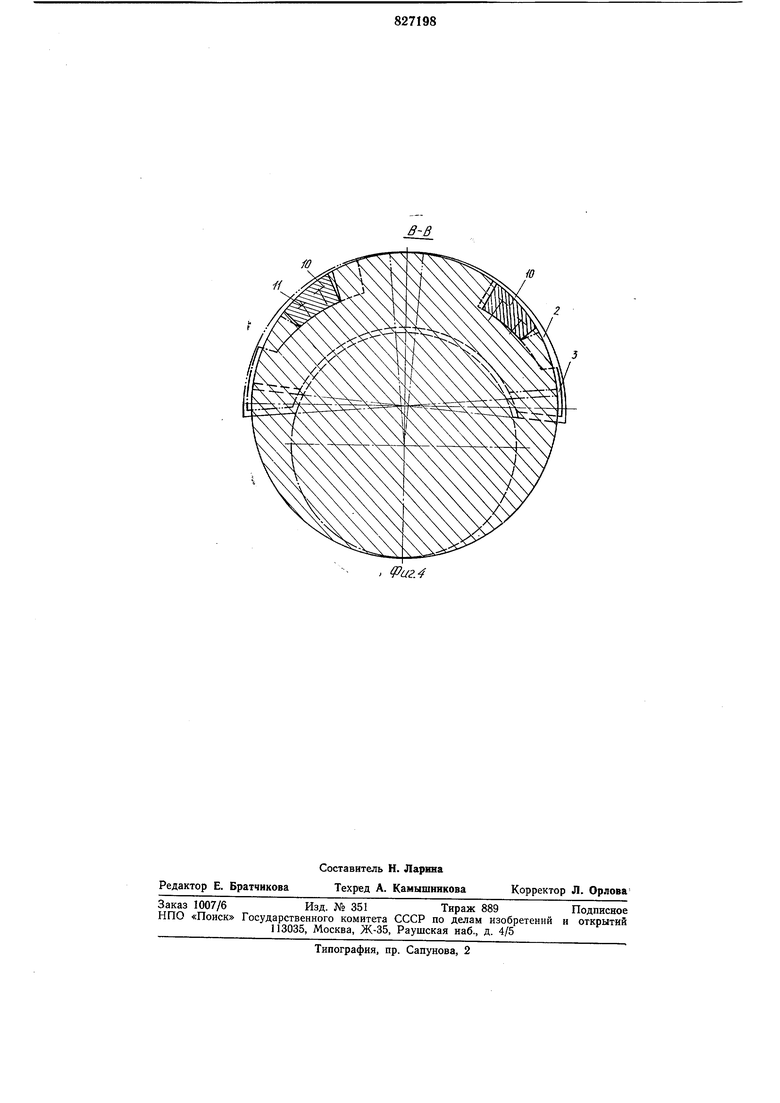
На фиг. 1 представлен общий вид валка; на фиг. 2-разрез А-А фиг. 1; на фиг. 3- разрез Б-Б фиг. 1; на фиг. 4 - разрез В-В фиг. 1.
Валок для пилигримовой прокатки труб содержит бочку 1 с поперечным вырезом, ручьевой калибр 2 с торцовым пазом и его элементы крепления. Элементы крепления калибра выполнены с одной его стороны в виде распорного клина 3 со стопором 4, а с другой стороны - в виде шпонки 5, размещенной в торцовом пазу калибра, и цилиндрического пальца 6 с фиксатором. Фиксатор пальца выполнен в виде охватывающей его втулки 7 с трапециевидным профилем наружной поверхности, двух клиньев 8, установленных вдоль боковых сторон трапеции, и болтов 9, которые крепят клинья 8 и обеспечивают возможность их встречного перемещения.
Дно поперечного выреза бочки очерчено дугой со смещенным центром Oi относительно центра 02 окружности бочки.
Стопор распорного клина выполнен в виде двух симметрично расположенных накладок 10, имеющих радиусные наружную и опорную поверхности. В распорном клине 3 и в боковой стенке выреза бочки предусмотрены открытые пазы для размещения в них накладок. Пазы эти имеют дно, очерченное дугой, концентричной дуге дна выреза бочки. Длина дуги открытого паза в распорном клине больше на величину разворота калибра длины дуги опорной поверхности накладки, равной длине дуги дна паза в стенке выреза бочки. Накладки крепятся в бочке стяжными болтами 11.
Устройство работает следующим образом.
Калибр 2 устанавливается в поперечном вырезе бочки на эксцентричную бочке валка посадочную поверхность. Элементы крепления калибра со стороны шпонки собираются отдельно. Цилиндрический палец 6 шпонки 5 вводится в отверстие втулки 7, и все это комплектно устанавливается в вырезе валка. Затем устанавливаются клинья 8, которые регулируются болтами 9 по высоте таким образом, чтобы обеспечить соответствующее перемещение трапециевидной втулки 7 в тангенциальном направлении. Увлекаемый вместе со втулкой цилиндрический палец 6 шпонки 5 поворачивает калибр 2 относительно посадочного места, при этом наклоняются радиальный паз калибра и шпонка, цилиндрический палец которой поворачивается в отверстии втулки 7. При необходимости значительного перемещения втулки клинья 8 могут быть заменены на более тонкие и толстые.
После установки калибров на верхнем и нижнем валке с требуемой величиной и соответствующим изменением на длине хода клети межкалиберной щели производится установка распорных клиньев 3 таким образом, чтобы обеспечить полный контакт их с плоскостью калибра. Затем накладками 10 осуществляется стопорение распорного клина. После этого осуществляется дозатяжка болтов 9.
При необходимости изменения межкалиберной щели ослабляют распорный клин 3, выкручивая болты затяжки 11 и приподнимая накладки 10. Поднимая один из клиньев 8 фиксатора, а другой опуская, перемещают трапециевидную втулку 7 на соответствующую величину в тангенциальном направлении - происходит соответствующий поворот калибра и изменение межкалиберной щели.
Предлагаемый валок для холодной прокатки труб с указанными выше отличиями дозволяет расширить диапазон регулирования межкалиберной шели за счет тангенциального перемещения трапециевидной втулки в открытом пазу валка и возможности соответствующего калибру поворота распорного клина; увеличить надежность крепления калибра за счет жесткого крепления шпонки с пальцем; сократить время перевалки за счет размещения элементов регулировки и фиксации калибра только с одной стороны валка, а также за счет использования для поворота калибра встречных клиньев; увеличить жесткость крепления калибра за счет соответствующей конструкции распорного клина, обеспечивающей его поворот и плотный контакт с калибром.
Применение предложенного валка позволит унифицировать крепление калибров всех станов холодной прокатки труб, повысит их технологическую маневренность, сократит время перевалки и повысит производительность станов.
Формула изобретения
1. Валок для пилигримовой прокатки труб, содержащий бочку с поперечным вырезом, дно которого очередно дугой со смещенным центром относительно центра окружности бочки, установленные в вырезе ручьевой калибр с торцовым пазом и элементы его крепления, с одной стороны в виде распорного клина со стопором, с другой - в виде размещенной в торцовом паЗУ калибра шпонки и цилиндрического пальца с фиксатором, отличающийся тем, что, с целью сокращения времени перевалки, щпонка жестко скреплена с пальцем и его фиксатор выполнен в виде охватывающей его втулки с трапециевидным профилем наружной поверхности и двух клиньев, установленных вдоль боковых сторон с возможностью встречного перемещения.
2. Валок по ц. 1, отличающийся тем, что, с целью повыщения жесткости крепления калибра, стопор распорного клина выполнен в виде двух с радиусной наружной и опорной поверхностями накладок, под которые в распорном клине и в стенке выреза бочки предусмотрены открытые пазы, имеющие дно, очерченное дугой, концентричной дуге дна выреза бочки, а длина дуги открытого паза в распорном клине больще длины дуги опорной поверхности накладки, равной длине дуги дна паза в стенке выреза бочки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 498984, кл. В 21В 27/02, 1973.
2.Авторское свидетельство СССР по заявке № 2672845/22-02, кл. В 21В 21/02, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный валок многониточного стана холодной прокатки труб | 1973 |
|
SU498984A1 |
| Валок для холодной прокатки труб | 1980 |
|
SU933139A1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Валок для холодной пилигримовой прокатки труб | 1976 |
|
SU615964A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |

422/г/
fO
a
w
. иг.4
