Перекрестная ссылка на родственные заявки
В данной заявке заявлен приоритет предварительной заявки, регистрационный номер 60/592201, поданной 29 июля 2004 г.
Уровень техники
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к непрерывной горячей прокатке нагретых заготовок, которые продольно разрезают в ходе обработки с получением законченных изделий, таких как полосы и прутья.
2. Описание предшествующего уровня техники
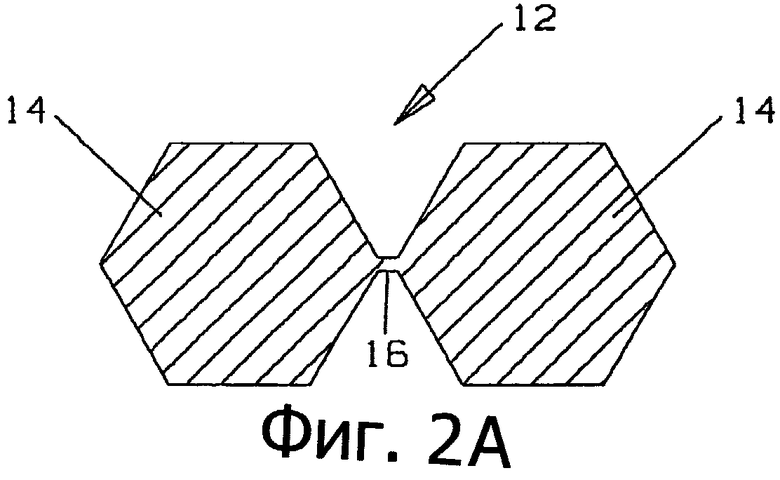
В обычном непрерывном прокатном стане, пример схемы прокатки которого представлен на фигуре 1, типичную заготовку 10 вначале нагревают до температуры около 1050-1150°С. Заготовку затем последовательно прокатывают на прокатных станах 1V-12H/V, установленных вдоль линии Р1 прокатки с получением первого проката 12. Как показано на фигуре 2А, первый прокат 12 имеет поперечно расположенные сегменты 14 с равной площадью поперечного сечения, соединенные промежуточной первой перемычкой 16.
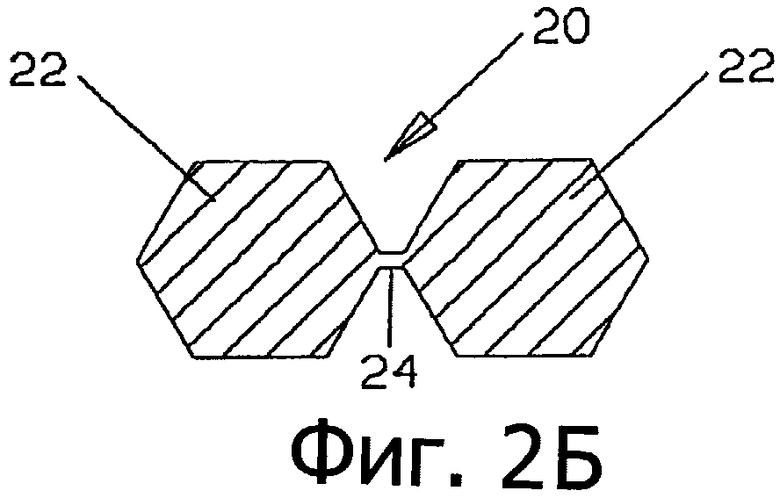
Как снова показано на фигуре 1, в позиции 18 первую перемычку 16 разрезают для разделения сегментов 14, которые затем направляют в отдельные линии Р2 прокатки, для продолжения прокатки с получением второго проката 20 на прокатных станах 13H-16H/V. Как показано на фигуре 2В, каждый из вторых прокатов имеет поперечно расположенные сегменты 22 с равной площадью поперечного сечения, соединенные промежуточной второй перемычкой 24.
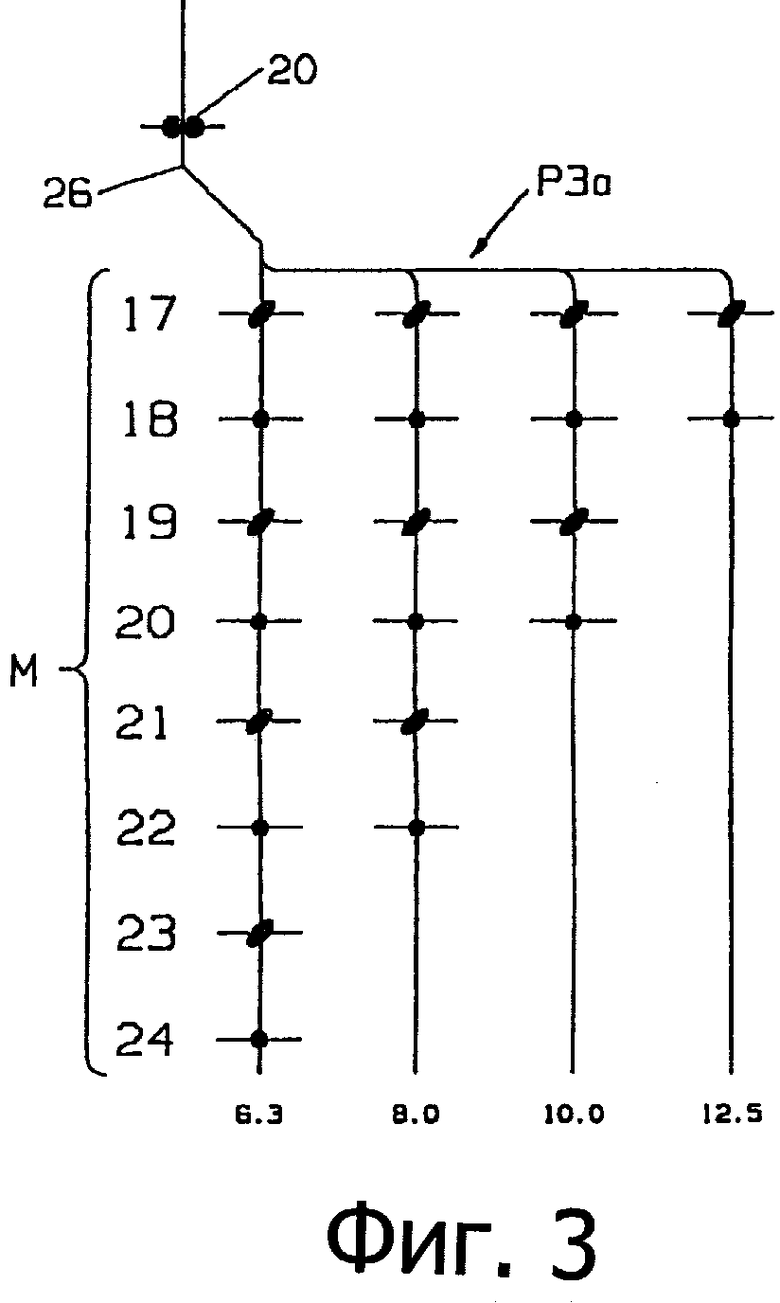
В позиции 26, как показано на фигуре 1, вторую перемычку 24 разрезают для разделения сегментов 22 и затем эти сегменты направляют в отдельные линии Р3а-Р3d прокатки для прокатки с получением конечных продуктов 28 в некоторых или во всех прокатных станах 17-24 блоков "М" окончательной обработки.
Поскольку прокат 12 и 20 разрезают на сегменты, имеющие равные площади поперечного сечения, в каждый из блоков конечной обработки подают идентичные разрезанные сегменты 22. Это существенно ограничивает диапазон изделий, которые можно получать с помощью прокатного стана с заданным калибром валка и направляющей установкой. В качестве иллюстрации, предположим, например, что заготовка 10 на входе имеет размеры 160×160 мм с площадью поперечного сечения 26,322 мм2, при этом разделенные сегменты 14 и 22 каждый имеет соответствующую площадь поперечного сечения 32,4 мм2 и 15,6 мм2.
Как показано на фигуре 3, при использовании блока окончательной обработки, установленного в линии Р3а прокатки, в качестве примера, возможны следующие последовательности прокатки с получением следующих изделий:
Для получения других изделий прокатный стан следует останавливать, при этом следует изменять конфигурацию калибров валков и менять направляющие.
Основная задача настоящего изобретения состоит в существенном расширении диапазона изделий, которые могут быть прокатаны одновременно при заданной конфигурации калибра валков на прокатном стане, в котором используется разрезание изделия.
Еще одна цель настоящего изобретения состоит в обеспечении указанного выше расширения диапазона изделий при одновременном увеличении почасовой производительности прокатного стана.
Сущность изобретения
В соответствии с настоящим изобретением нагретую заготовку вначале прокатывают с получением проката, имеющего, по меньшей мере, поперечно расположенные первый и второй сегменты, соединенные промежуточной перемычкой, причем площадь поперечного сечения второго сегмента больше, чем первого сегмента. Перемычку затем разрезают для разделения первого и второго сегментов. Первый сегмент затем прокатывают с получением изделия в первом диапазоне размеров и одновременно второй сегмент прокатывают с получением изделия во втором диапазоне размеров с большим размером изделия.
Краткое описание чертежей
Изобретение будет более подробно описано ниже со ссылкой на прилагаемые чертежи, на которых:
на фигуре 1 показана схема прокатки прокатного стана с использованием обычной технологии, продольный разрез;
на фигурах 2А и 2В показаны виды поперечного сечения проката, получаемого с использованием прокатного стана, показанного на фигуре 1;
на фигуре 3 показана схема прокатки одного из окончательно обработанных блоков, показанных на фигуре 1;
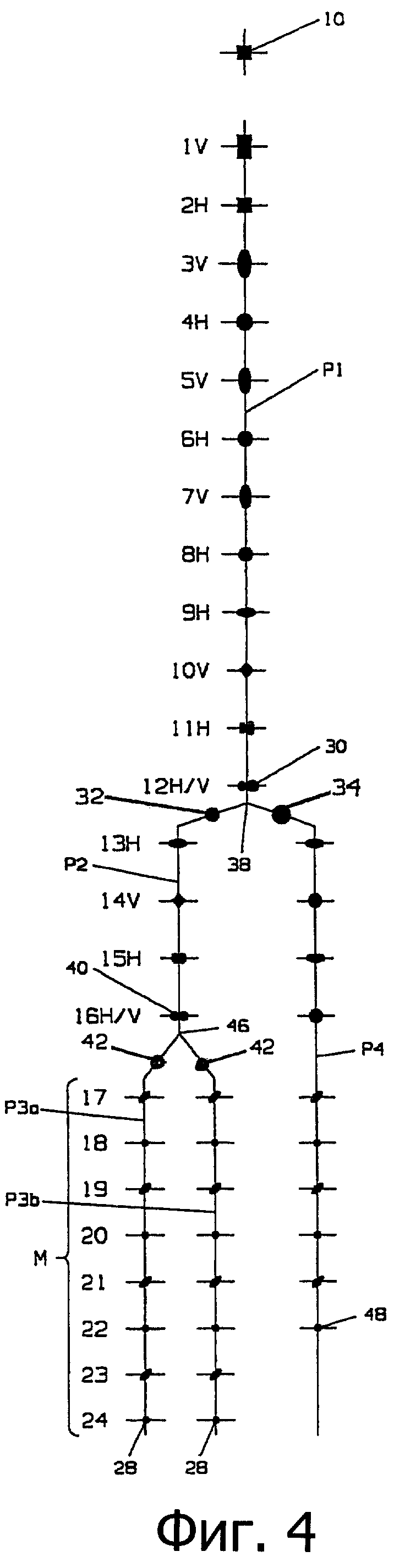
на фигуре 4 показана схема прокатки прокатного стана, в котором используется технология разрезания в соответствии с настоящим изобретением;
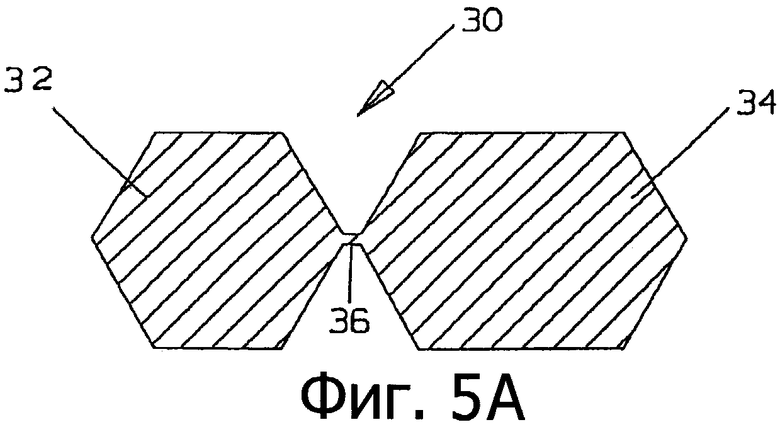
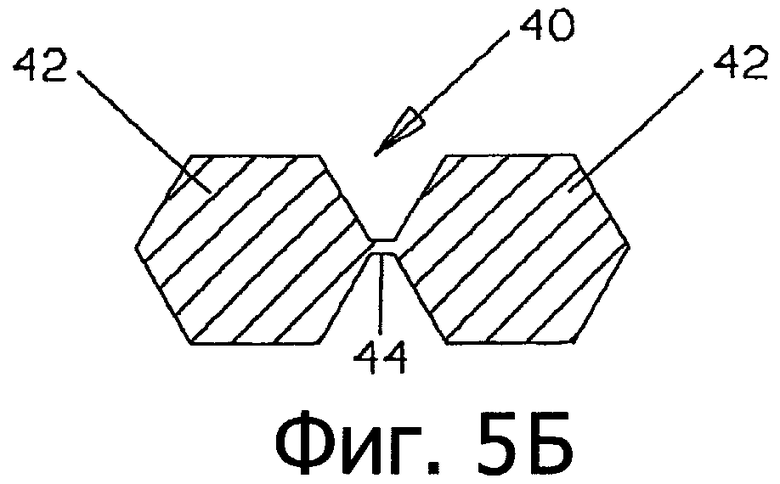
на фигурах 5А и 5В показан вид в поперечном сечении проката, полученного с использованием прокатного стана по фигуре 4; и
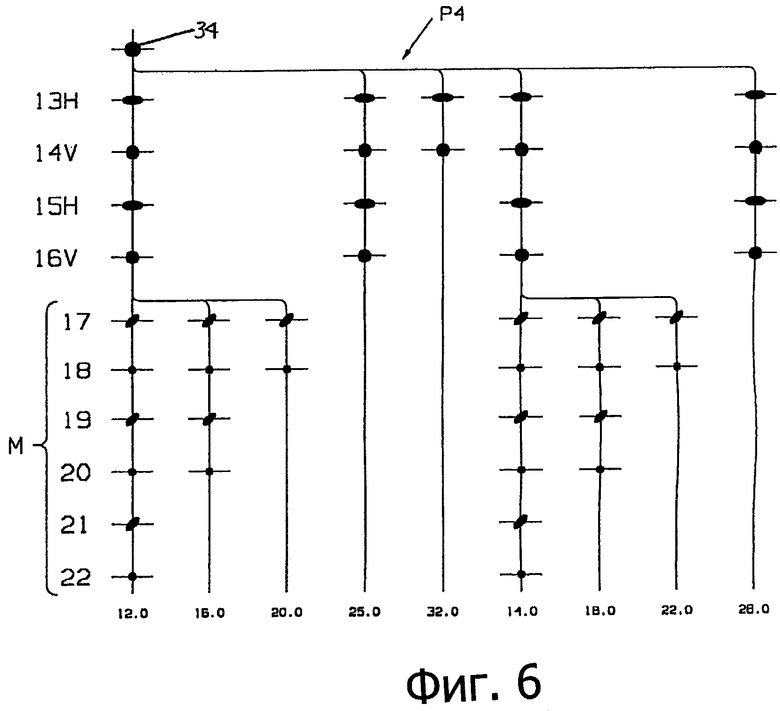
на фигуре 6 показана схема прокатки одной из линий прокатки, показанной на фигуре 4.
Подробное описание изобретения
В соответствии с настоящим изобретением и как показано на фигуре 4 нагретую заготовку 10 описанного выше типа прокатывают с использованием последовательности прокатных станов 1V-12H/V, установленных вдоль линии Р1 прокатки с получением первого проката 30. Однако, как показано на фигуре 5А, в отличие от ранее описанного проката 12, в котором получают сегменты 14 с равной площадью поперечного сечения, прокат 30 имеет первый и второй сегменты 32, 34 с неравной площадью поперечного сечения, соединенные промежуточной перемычкой 36.
В позиции 38 на фигуре 4 перемычку 36 разрезают для разделения сегментов 32, 34. Меньший сегмент 32 направляют в линию Р2 прокатки, где его прокатывают в прокатных станах 13H-16H/V с получением второго проката 40. Как показано на фигуре 5В, второй прокат 40 имеет соответствующую форму, в которой третьи сегменты 42 с равной площадью поперечного сечения соединены промежуточной второй перемычкой 44. В позиции 46 перемычку 44 разрезают для разделения третьих сегментов 42. Третьи сегменты 42 затем направляют в линии Р3а и Р3b прокатки такого типа, как показана на фигуре 1, для прокатки с получением конечных изделий 28.
В то время как третьи сегменты 42 обрабатывают с получением конечных изделий 28, в клетях прокатного стана линий Р3а, Р3b прокатки более крупный отрезанный сегмент 34 направляют в отдельную линию P4 прокатки для прокатки с получением большого диапазона конечных изделий 48.
И снова, в качестве иллюстрации, предположим, что на входе используется такая же заготовка 10, которая была описана со ссылкой на фиг.1, при этом первый и второй разрезанные сегменты 32, 34 имеют соответствующие площади поперечного сечения 30 мм2 и 40 мм2 и третьи разрезанные сегменты 42 имеют площади поперечного сечения 15,6 мм. При таких размерах конечные изделия 28, получаемые в линиях Р3а, р3b прокатки, будут приблизительно такими же, как описано выше, а именно круглый профиль с поперечным сечением диаметром 6,3, 8,0, 10,0 или 12,5 мм.
Однако, как показано на фигуре 6, возможны следующие последовательности прокатки и окончательной обработки изделий при прокатке более крупного отрезанного сегмента 34 в линии Р4 прокатки:
Таким образом, можно видеть, что благодаря первоначальной прокатке и разрезанию нагретой заготовки 10 для получения отделенных сегментов 32, 34 с неравной площадью поперечного сечения эти сегменты можно затем дополнительно обработать с получением конечного продукта с разными диапазонами размеров. Такая улучшенная гибкость обеспечивается без необходимости отключения прокатного стана для изменения конфигурации последовательности прокатки и замены направляющих.
Более крупный сегмент 34 проката 30 также позволяет увеличить скорость подачи заготовок, что предпочтительно повышает объем производства в тоннах за час работы прокатного стана.
С учетом вышеописанного следует понимать, что описанные выше виды проката и схемы прокатки представляют всего лишь примеры того, что можно использовать в соответствии с настоящим изобретением, основная концепция которого состоит в разрезании проката, по меньшей мере, на два сегмента с неравной площадью поперечного сечения, после чего выполняют одновременную прокатку таких разрезанных сегментов с получением конечных продуктов с разными диапазонами размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ В ХОЛОДНОМ СОСТОЯНИИ НЕСКОЛЬКИХ СЕКЦИЙ И/ИЛИ СТЕРЖНЕЙ И ЦЕЛЬНЫЙ МНОГОСЕКЦИОННЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2081715C1 |
| СПОСОБ НЕПРЕРЫВНОГО АУСТЕНИТНОГО ПРОКАТА ИЗГОТОВЛЕННОЙ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ ОТЛИВКИ ЧЕРНОВОЙ ПОЛОСЫ И КОМБИНИРОВАННАЯ ЛИТЕЙНАЯ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 2008 |
|
RU2463127C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| СПОСОБ ВЫРАВНИВАНИЯ ПЛОЩАДИ ПОПЕРЕЧНОГО СЕЧЕНИЯ ЗАГОТОВКИ НЕПРЕРЫВНОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2192321C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНОГО МЕТАЛЛИЧЕСКОГО ПРОКАТА И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ПРОЦЕССА ДЛЯ ПРОИЗВОДСТВА ТАКОГО ПРОКАТА | 2010 |
|
RU2548355C2 |
| СПОСОБ И ОТНОСЯЩАЯСЯ К НЕМУ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПОЛОС С НАРУШЕНИЕМ НЕПРЕРЫВНОСТИ | 2005 |
|
RU2381847C1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2723025C1 |
Способ предназначен для непрерывной горячей прокатки с продольным разрезанием раската для получения полос и прутьев. Расширенный диапазон типоразмеров возможно получить посредством непрерывной прокатки заготовки с получением первого проката, имеющего, по меньшей мере, первый и второй сегменты, соединенные промежуточной перемычкой, причем площадь поперечного сечения второго сегмента больше, чем площадь поперечного сечения первого сегмента, разрезания перемычки для разделения первого и второго сегментов и одновременной прокатки разделенных сегментов с получением конечных изделий, имеющих разную площадь поперечного сечения. Первый и второй сегменты могут быть прокатаны с получением второго проката, имеющего третьи сегменты с равной площадью поперечного сечения, соединенные второй промежуточной перемычкой, вторую промежуточную перемычку разрезают для разделения третьих сегментов и прокатывают разделенные сегменты с получением конечных изделий. Первый и второй сегменты могут быть прокатаны на отдельных второй и третьей линиях прокатки. Способ также обеспечивает увеличение производительности прокатного стана. 2 з.п. ф-лы, 6 ил.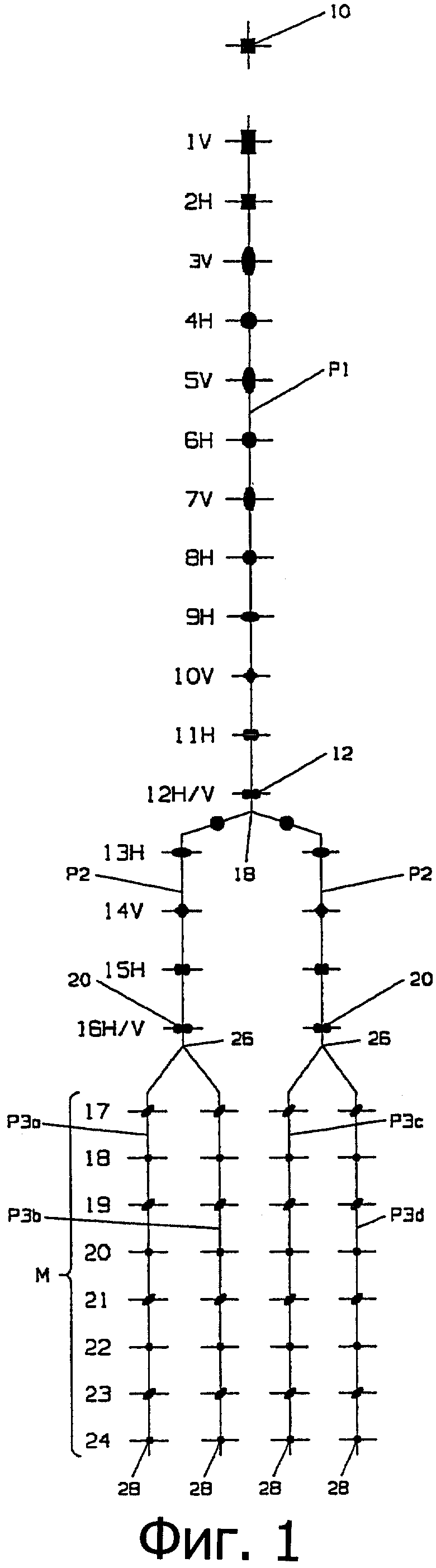
| US 5626044 A, 06.05.1997 | |||
| Центральное опорное приспособление для железнодорожных сочлененных поворотных кругов | 1914 |
|
SU1816A1 |
| Способ производства сортовых заготовоки КАлибР для ЕгО ОСущЕСТВлЕНия | 1977 |
|
SU822932A2 |
| Способ калибровки | 1976 |
|
SU609563A1 |

