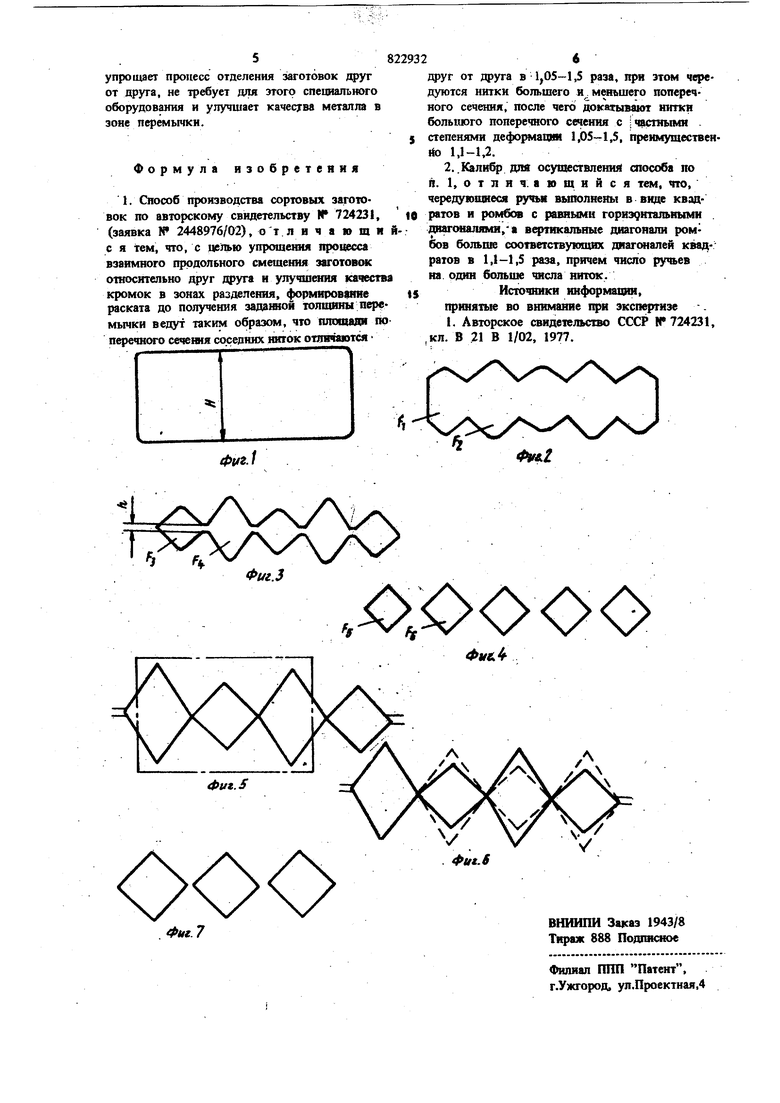
3 на фиг. 7 - отделенные от друга заготовки. В промежуточной форме (фиг. 2) каждая нитка имеет поперечное сечение, отличающеес от соседней нитки. Например, площадь поперечного сечения FI крайней нитки меньше площади поперечного сечения Fj соседней нй кя и тл. Форма раската, получаемая в подготовител ньк калибрах, имеет заданную (в диапазоне 0,,1) т лщину перемычки h. поперечного сечения любых двух соседних заготовок отличаются друг от друга в 1,05- 1,5 раза. В частном случае форма и площади попере ного сечения меньших ниток равны соответствующим параметрам конечных сортовых заготовок. Способ разделения выполняют следующим образом. Нитк с большей площадью поперечного се чения обжимают со степенью деформации более 1,05. При этом происходит ее преимущественное продольное перемещение относительно соседней. За счет значительной сдвиговой деформации нитки отделяются друг от друга, образуя отдельные заготовки, которые, например, могут иметь равные площади поперетного сечения и одинаковую форму. Многорз чьевой калибр состоит из чередующихвя квадратных и ромбических ручьев, число которых на один больше количества ниток в раскате. При зтом горизонтальные диагонали квадратов и ромбов в каждом равны между собо. Процесс прокатки в таком калибре ведут В следующей последовательности. Из прямоугольного сляба в несколько про пусков формируют раскат, имеющий чередующиеся нитки в . квадратов и ромбов, соединенных между собой перемычками толщиной 0,005-0,1 высоты исходного сляба и имеющих равные горизонтальные диагонали. Поспе этого раскат перемещают на оди руче вдоль осей валков и Прокатьтают ромбические нитки в квадратных ручьях с частными степенями деформации 1,05-1,5. Во второй фазе, преимущественная продоль ная деформация ромбических ниток в квадратныя. ручьях вызывает продольную сдвиговую деформацию в зоне перемычек, где происходит отделение заготовок друг от пругя. Пример. Стан 280 Донещсого политехнического института. На бочке 0 300 мм врезают 4 трехручьевых калибра, из которьк 3 подготовительных и один чистовой. Конечно сечение квадрата 20 мм, F 380 мм . Шаг между отдельными нитками (ручьями много(ручьевого калибра) 28 мм. Исходное сече2ние - сляб 34x78 мм. Толщина перемычки перед разделением заготовок 1 мм (0, начальной высоты сляба). Материал - алюминий. Температура прокатки 500-550°. Прокажу ведут с вытяжками в 4-х калибрах с коэффициентом вытяжки 1- 1,2 2- 1,35 3-1,32 4 - 1,053 В чистовом 4-м калибре коэффициент вытяжки i М4 1,053 получают за счет обжатия только одной средней нитки. Сечение этой нитки ромб с диагоналями (с учетом округлений при вершинах) 27 х, 32,6 мм площадьчь 440 мм. Степень деформации эюго элемента раската в чистом калибре 1,15. На выходе из чистового калибра происходит полное отделе ние всех трех заготовок квадрата 20 мм друг от друга. Спедаальная серия прокатки образцов, имитирующих предчистовой калибр с различными площадями поперечного сечения .среднего элеметта (ромба), показывает, что минимально допустимой степенью деформации его является 1,05. Так соотношение площадей поперечного сечения по отдельным образцам составляет: 1,051; 1,112; 1,15; 1,255; 1,34; 1,41; 1,51;. Однако при степени деформации 151 не удается осуществить захват раската валками. Следует особо отметить что отделение заготовок происходит даже при степени деформации 1,051, что объясняется наличием сдвиговой деформации в зоне перемычки в подготовительных пропусках и последующей сдвиговой деформации противоположного знака в чистовом пропуске. П р и м е р 2. Стан 100 Донецкого политехнического института. Диаметр валков 100 мм, длина бочки 240 мм. Конечное сечение квадрат 13,5 х 13,5 мм. Длина горизонтальных диагоналей четь1грех ручьев многоручьевого калибра 75,6 мм. Ромбы чередуются с квадратами. Вертикальная диагональ ромба .22,4 мм. Исходный сляб 25 х 51 мм прокатывают в трех ручьях за 4-е пропуска таким образом, что средняя нитка имеет квадратное, а крайние - ромбическое сечение. После достижения толщины перемычки 0,5-0,7 мм прокатывают полученный трехниточный раскат со двигом на один ручей. Степень деформации квадратных ручьях ромбических ниток (с четом их неяаполнения) составляет 1,13. роисходит полное отделение заготовок друг т друга. Предлагаемый способ производства сортовых аготовок и калибр для его осуществления

| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| Способ прокатки сортовых заготовок | 1976 |
|
SU740311A1 |
| Способ прокатки заготовок | 1975 |
|
SU527218A1 |
| Способ производства катанки | 1975 |
|
SU611694A1 |
| Способ прокатки сортовых заготовок | 1979 |
|
SU789167A1 |
| Способ производства профилей и пластина для локализации ликвационных зон | 1980 |
|
SU900882A1 |
| Способ многоручьевой прокатки арматурной стали периодического профиля | 2019 |
|
RU2708911C1 |
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 2003 |
|
RU2254940C1 |
