I
Изобретение относится к области обработки металлов давлением н может быть использовано при прокатке заготовок, преимуществ венно квадратных, из широких полос черных и цветных металлов..
Известен способ калибровки приводных секторных валков двухвалкового стана, включающий выполнение последовательно расположенных рабочих участков миогоручьевой деформации, продольного разделения и калибровки lJ.
Недостатками известного способа является Ьонижение.-сгтойкг сти калибров и качества заготовок.
Цель изобретения - повьпиение стойкости калибров и улучиюняе качества .заготовок.
Эта цель достигается тем, что на деформирующем, первом по ходу прсясатки, участке смежные ручьи выполняют одинаковыми по форме, но разными по глубине вреза, на участке разделения различие по глубине вреза смежных ручьев постепенно уменьшают, полностью устраняя его к началу дополнительного , третьего по ходу прокатки, калибрующего участка.
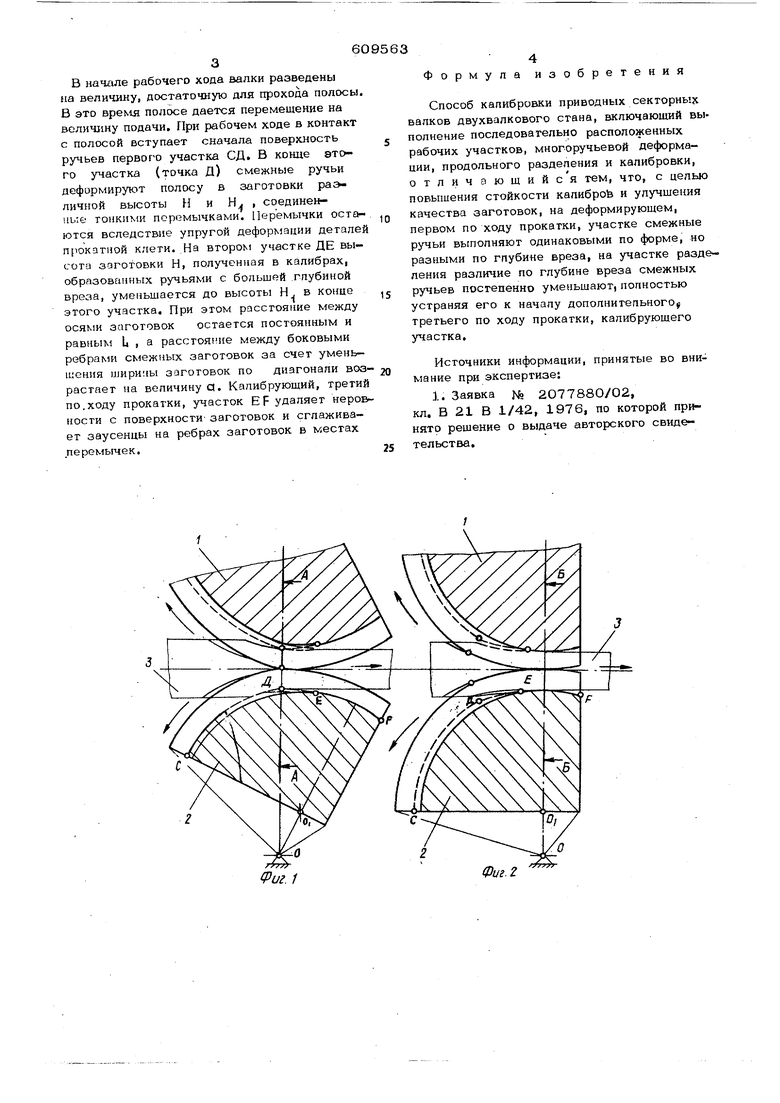
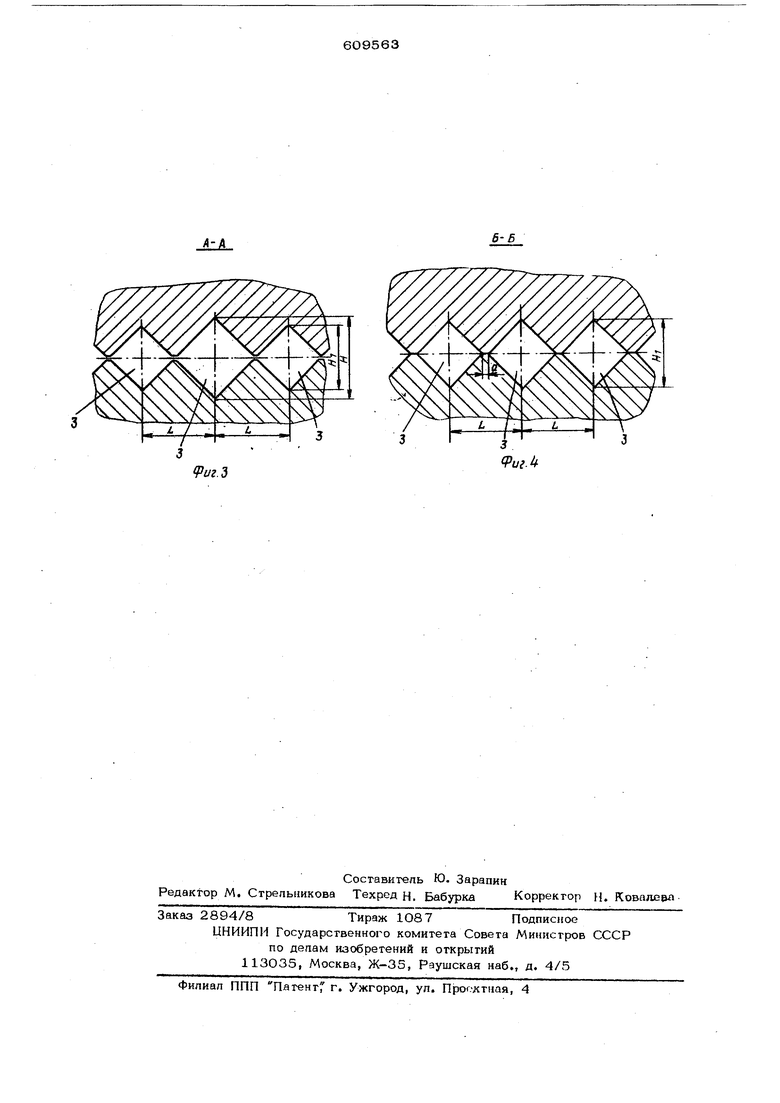
На фиг. 1 и 2 показана калиброванная часть секторного валка с продольным разрезом по одному калибру и вырывом по другому в двух различных рабочих положениях (в начале и конце хода) .на .3 - сечение фиг. 1; на фиг. 4 - сечение &-Б фиг.2
На секторных валках 1 и 2 нарезаны ручьи, .образующие квадратные калибры, количество которых соответствует числу прокатываемых заготовок 3. Рабочая поверхност валКов разделена на три последовательно расположенных участка: многоручьевой деформации, продольного разделения и калибровки. Первый участок (дуга СД), производящий формирование заготовок с различной площадью поперечного сечения, выполняют из цент ра О , эксцентрично оси качания О с величиной эксцентриситета равной ОО, . Поверхность калибрующего третьего участка (дуга ЕР) делают из центра О, т.е. концентрично оси качания. Второй участок ДЕ, на котором происходит разделение заготовок и доведение их до равных размеров, расположенный между первым и третьим, образуют плавным переходом от первого участка к третьему.
В рабочего хода валки разведены на величину, достаточную для прохода полосы. В это время полосе дается перемещение на величину подачи. При рабочем ходе в контакт с полосой вступает сначала поверхность ручьев первого участка СД. В конце этого участка (точка Д) смежные ручьи деформируют полосу в заготовки раэличной высоты Н и Н , соединенные гонкими перемычками. Перемычки остаются вследствие упругой деформации деталей прокатной клети. На втором участке ДЕ высота заготовки Н, полученная в калибрах, образованных ручьями с большей глубиной вреаа, уменьшается до высоты Н . в конце этого участка. При этом расстояние между осями заготовок остается постоянным и равным Ь , а расстояние между боковыми ребрами смежных заготовок за счет уменьшения 1нири;1Ы заготовок по диагонали возрастает на величину а. Калибрующий, третий по.ходу прокатки, участок EF удаляет неровности с поверхности заготовок и сглаживает заусенцы на ребрах заготовок в местах перемычек.
Формула изобретения
Способ калибровки приводных секторных валков двухвалкового стана, включающий выполнение последовательно расположенных рабочих участков, многоручьевой деформации, продольного разделения и калибровки, отличающийся тем, что, с целью повышения стойкости калиброЬ и улучшения качества заготовок, на деформирующем, первом по ходу прокатки, участке смежные ручьи выполняют одинаковыми по форме, но разными по глубине вреза, на участке разделения различие по глубине вреза смежных ручьев постепенно уменьшают, полностью устраняя его к началу дополнительного третьего по ходу прокатки, калибрующего участка.
Источники информации, принятые во внимание при экспертизе:
1. Заявка № 2077880/02, кл. В 21 В 1/42, 1976, по которой принято решение о выдаче авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки приводных секторных валков двухвалкового маятникового стана | 1974 |
|
SU688251A1 |
| Способ калибровки валков | 1976 |
|
SU582851A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| Способ многоручьевой прокатки заготовок | 1980 |
|
SU899169A1 |
| Способ прокатки заготовок | 1984 |
|
SU1187895A1 |
| Калибр для многоручьевой совмещенной прокатки заготовок | 1980 |
|
SU889160A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2007 |
|
RU2350408C1 |
| Способ производства сортовых заготовок | 1982 |
|
SU1057130A1 |
| Способ калибровки прокатных валков | 1975 |
|
SU533406A1 |
(Риг. 1
JLA.
6-Б
9иг.Э
(Риг. и
