Изобретение относится к прокатному производству, а именно к способам прокатки сортовых профилей в сдвоенном виде с последующим продольным разделением раската в потоке стана и может быть использовано на непрерывных сортовых прокатных станах.
Известен способ прокатки арматуры с продольным разделением и устройство для его осуществления, где каждая клеть оснащена валками с профилированной поверхностью, а валки одной из клетей расположены в плоскости, повернутой под углом 45o от вертикальной плоскости в первом направлении, а другая клеть снабжена валками, расположенными в плоскости, развернутой на 45o в направлении, противоположном первому [1].
Недостатком известного способа является снижение выхода годного из-за неточного разделения сдвоенного раската.
Известен способ сдвоенной прокатки арматурных профилей, принятый в качестве прототипа, включающий получение плоского раската, формирование места разделения при прокатке в калибре, последующее разделение раската в продольном направлении, кантовку на 90o и формирование профилей в две нитки [2].
Недостатком прототипа является то, что при его реализации происходит неточная задача раската в калибр, что ведет к неточному разделению сдвоенного раската на две части, приводящее к снижению качества готового проката и снижению выхода годного.
Задачей изобретения является увеличение выхода годного за счет повышения точности прокатки и стабилизации размеров и массы разделенных профилей.
Решение поставленной задачи обеспечивается тем, что в способе сдвоенной прокатки арматурных профилей, включающем получение раската, прокатку раската в калибрах, формирование места разделения раската, последующее разделение раската в продольном направлении, кантовку на 90o и формирование профилей в две нитки, согласно изобретению получают плоский раскат, формируют ослабленное сечение в месте разделения профилей путем выдавливания канавки в раскате при прокатке раската в два этапа со стесненным уширением в закрытых разрезных калибрах с чередующимися разъемами, причем на первом этапе канавку выдавливают с одной стороны раската, а на втором этапе канавку выдавливают с противоположной стороны раската, а место разделения формируют по ослабленному сечению в виде перемычки при прокатке раската в сдвоенном калибре.
Сущность изобретения заключается в следующем. Продольное разделение раската путем выдавливания канавки со стесненным уширением закрытыми разрезными калибрами с чередующимися разъемами на первом этапе происходит с одной стороны раската в калибре, образованном ручьями валка с гребнем и валка со впадиной и гребнем. Заготовка, входящая в калибр, в момент захвата самоцентрируется дном и боковыми стенками одного ручья калибра и вершиной разрезного гребня другого ручья. На втором этапе формирование профиля заготовки происходит с противоположной стороны раската в калибре, образованном ручьями валка с гребнем и валка со впадиной и гребнем. В момент захвата заготовка самоцентрируется вспомогательным гребнем и боковыми стенками одного ручья калибра и вершиной разрезного гребня другого ручья.
Поочередность продольного разделения заготовки в двух закрытых калибрах вначале со стороны одного закрытого вала, а затем с другой обеспечивает ее одновременное самоцентрирование в каждом проходе ручьем калибра с противоположной стороны за счет попадания подготовленных канавок в раскате на разрезающие гребни калибра.
Технический результат, достигаемый при использовании изобретения, состоит в стабилизации геометрических параметров сдвоенного раската и готового проката за счет надежного самоцентрирования раската в калибрах при формировании ослабленного сечения, что позволяет повысить точность разделения сдвоенного раската на две равные части и способствует, кроме прочего, стабилизации собственно процесса прокатки-разделения, росту производительности и повышению выхода годного проката.
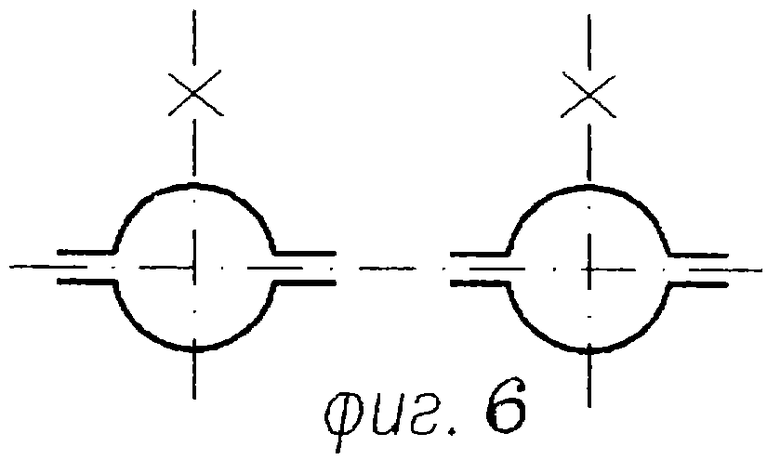
Изобретение поясняется чертежом, где на фиг. 1 - 6 представлена технологическая схема предлагаемого способа, который осуществляется следующим образом.
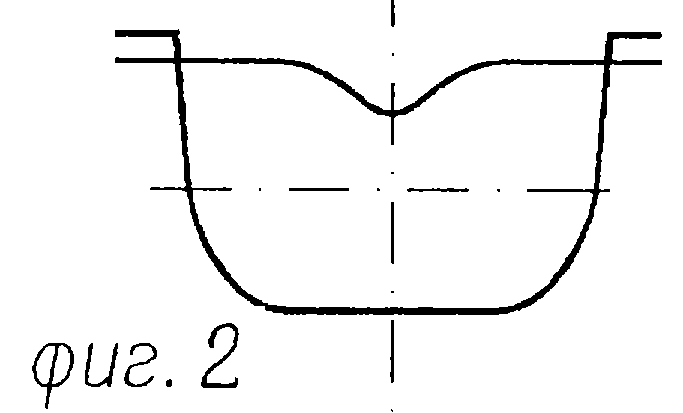
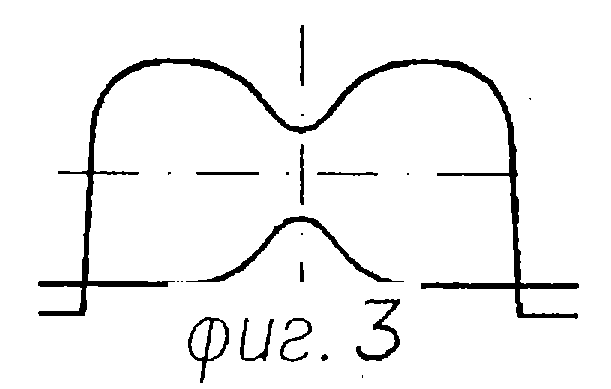
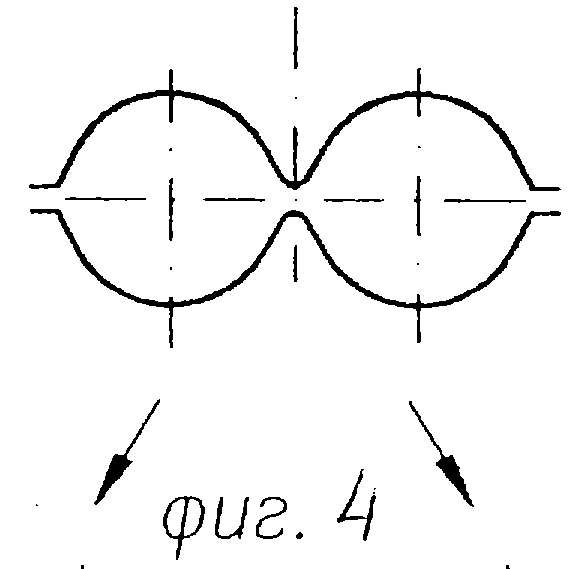
Раскат круглого сечения прокатывают в плоском овальном калибре и получают плоский раскат (фиг. 1), на котором формируют ослабленное сечение в месте разделения профилей. Выдавливание канавки в раскате осуществляют в разном калибре, образованном ручьями валка со впадиной и валка с гребнем (фиг. 2). Полученный раскат с канавкой на его верхней поверхности пропускают через разрезной калибр, образованный ручьями валка с гребнем и валка со впадиной и гребнем (фиг. 3) и прокатывают в сдвоенном круглом калибре (фиг. 4), в котором формируют место разделения по ослабленному сечению в виде перемычки, завершая подготовку раската к продольному разделению.
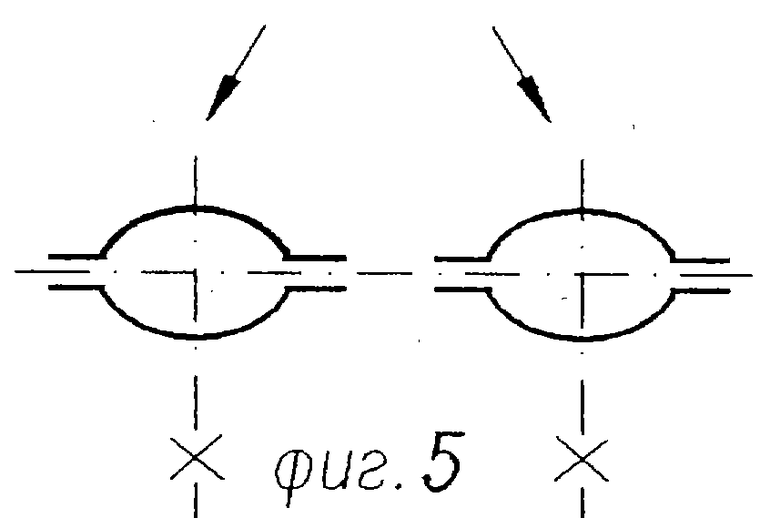
Последующее разделение раската в продольном направлении осуществляют с помощью специальных средств (устройств и кассет), установленных на выходной стороне рабочей клети со сдвоенным круглым калибром, за счет расклинивающего действия их роликов. После этого каждый из 2-х полученных раскатов круглого сечения прокатывают в овальных калибрах в режиме 2-х ниточной прокатки (фиг. 5), кантуют на 90o и завершают окончательным 2-х ниточным формированием чистовых профилей (фиг. 6).
Предлагаемый способ был реализован на непрерывном мелкосортном стане 250-1 3ОАО "Западно-Сибирский металлургический комбинат". Испытания проводились при производстве арматуры N 10 из стали 35ГС методом сдвоенной прокатки.
Нагретая заготовка сечением 100 х 100 мм длиной 11,8 м прокатывалась в 11 клетях черновой и промежуточной групп стана до получения промежуточного круга d = 21 мм, который прокатывали в плоском овальном калибре клети N 12 чистовой группы стана. Полученный плоский раскат прокатывали в разрезном калибре клети N 13 с разъемом сверху, образованном ручьями нижнего валка со впадиной, а верхнего валка с - гребнем. Здесь осуществляли первый этап формирования ослабленного стержня. Положение задаваемого в калибре плоского раската стабилизировалось боковыми стенками впадин нижнего валка, после чего гребнем верхнего валка формировалось ослабленное сечение на верхней поверхности раската. В клети N 14 раскат прокатывали в разрезном калибре с разъемом снизу, образованном ручьями нижнего валка с гребнем, а верхнего - со впадиной и с гребнем в центральной части впадины. Здесь осуществляли второй этап формирования ослабленного сечения. Положение задаваемого в этот калибр раската стабилизировалось боковыми стенками впадин и гребнем верхнего валка, после чего гребнем нижнего валка формировалось ослабленное сечение на другой - нижней поверхности раската.
Полученный раскат со сформированным ослабленным сечением прокатывали в сдвоенном круглом калибре клети N 15, в котором формировали место разделения в виде перемычки. Продольное разделение раската осуществляли с помощью устройства для продольного разделения, установленного на выходной стороне рабочей клети N 15. Каждый из 2-х полученных раскатов круглого сечения прокатывали в две нитки в овальных калибрах клети N 16, и затем кантовали на 90o.
Окончательное формирование чистовых арматурных профилей осуществляли в калибрах клети N 17.
Результаты испытаний показали, что при реализации заявляемого способа на мелкосортном стане 250-1 в условиях Западно-Сибирского металлургического комбината производительность в горячий час арматурного профиля N 10 составила 105 т/ч. Разность по весу одного погонного метра готового профиля, полученной из левой и правой половинок разделенного раската, составляла 0,7 - 1,5%.
В целом, использование предлагаемого способа позволило повысить точность прокатки и улучшить, тем самым, качество готового проката, что способствовало увеличению выхода годного. В дополнение к отмеченным преимуществам существенно упростилась конструкция привалковой арматуры рабочих клетей стана на участке формирования места разделения по ослабленному сечению, облегчился ее монтаж и демонтаж в линии прокатного стана.
Способ сдвоенной прокатки арматурных профилей промышленно применим, что подтверждается актом испытаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| СПОСОБ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 1997 |
|
RU2152831C2 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| ВЫТЯЖНОЙ ЯЩИЧНЫЙ КАЛИБР | 1999 |
|
RU2165807C1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| Способ изготовления фасонных профилей | 1977 |
|
SU707662A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2001 |
|
RU2223156C2 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
Изобретение относится к прокатному производству, в частности к способам прокатки сортовых профилей в сдвоенном виде с последующим продольным разделением раската в потоке стана^ и может быть использовано на непрерывных сортовых прокатных станах. Способ включает получение плоского раската, формирование ослабленного сечения в месте последующего разделения профилей путем выдавливания канавки в раскате. Выдавливание проводят при прокатке раската в закрытых разрезных калибрах со стесенным уширением с чередующимися разъемами в два этапа. На первом канавку выдавливают с одной стороны раската. На втором этапе выдавливают канавку с противоположной стороны. Место разделения формируют по ослабленному сечению в виде перемычки. Затем раскат разделяют в продольном направлении, кантуют на 90o и формируют профили в две нитки. Способ позволяет повысить точность прокатки, улучшить качество готового проката. 6 ил.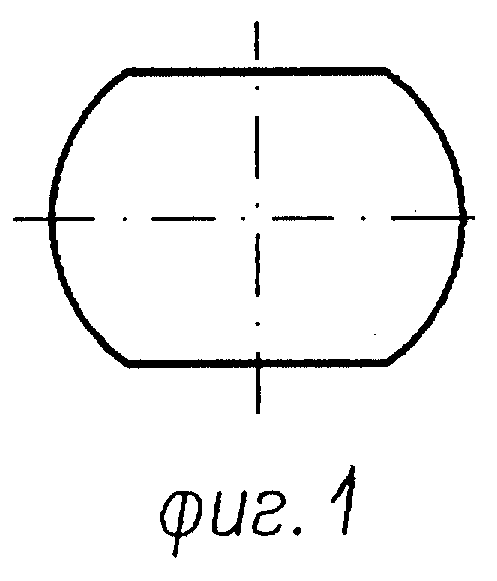
Способ сдвоенной прокатки арматурных профилей, включающий получение раската, прокатку раската в калибрах, формирование места разделения раската, последующее разделение раската в продольном направлении, кантовку на 90o и формирование профилей в две нитки, отличающийся тем, что получают плоский раскат, формируют ослабленное сечение в месте разделения профилей путем выдавливания канавки в раскате при прокатке раската в два этапа со стесненным уширением в закрытых калибрах с чередующимися разъемами, причем на первом этапе канавку выдавливают с одной стороны раската, а на втором этапе канавку выдавливают с противоположной стороны раската, а место разделения формируют по ослабленному сечению в виде перемычки при прокатке раската в сдвоенном калибре.
| EP, заявка, 0439666, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| SU, авторское свидетельство, 1734898, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

