Данное изобретение относится к абразивным частицам и способам их получения. Абразивные частицы могут быть включены в ряд абразивных изделий, в том числе в абразивные материалы со связующим, абразивные материалы с покрытием, абразивные материалы на нетканой основе и абразивные щетки.
Известно большое число стеклянных и стеклокерамических смесей. В большинстве оксидных систем для изготовления стекла применяют широко известные стеклообразователи, такие как SiO2, В2O3, P2O5, GeO2, TeO2, As2O3 и V2O5, способствующие образованию стекла. Некоторые из смесей, полученные с применением указанных стеклообразователей, могут быть подвергнуты термической обработке с образованием стеклокерамики. Верхний предел температуры эксплуатации стекол и стеклокерамики, изготовленных с применением указанных стеклообразователей, обычно ниже 1200°С; как правило, он составляет примерно 700-800°С. Стеклокерамика, как правило, имеет повышенную термостойкость по сравнению со стеклом, из которого она изготовлена.
Кроме того, многие свойства стекол и стеклокерамики ограничены свойствами, присущими стеклообразователям. Например, модуль Юнга, твердость и прочность стекол и стеклокерамики, полученных на основе SiO2, В2O3 и Р2O5, ограничены аналогичными характеристиками стеклообразователей. Такие стекла и стеклокерамика, как правило, имеют более плохие механические свойства, чем, например, полученные на основе Al2O3 или ZrO2. Желательно производить стеклокерамику с механическими свойствами, аналогичными механическим свойствам Al2O3 или ZrO2.
Хотя известны некоторые нетрадиционные стекла и стеклокерамика, такие как стекла на основе оксида редкоземельного металла - оксида алюминия (см., например, заявку РСТ №WO 01/27046 А1, опубликованную 19 апреля 2001 г., и документ Японии №JP 2000-045129, опубликованный 15 февраля 2000 г.), желательно также разработать новые стекла и стеклокерамику, а также новое применение как известных, так и новых стекол и стеклокерамики.
С другой стороны, в данной области известны разные абразивные частицы (например, алмазные частицы, частицы кубического нитрида бора, сплавленные абразивные частицы и спеченные керамические абразивные частицы (включая абразивные частицы, полученные по золь-гелевой технологии)). В одних способах шлифования абразивные частицы используют в свободном виде, тогда как в других частицы включены в абразивные изделия (например, абразивные изделия с покрытием, абразивные изделия со связующим, абразивные изделия на нетканой основе и абразивные щетки). Критерии выбора абразивных частиц для применения в конкретном способе шлифования включают: износостойкость, степень срезания, отделку поверхности подложки, эффективность шлифования и стоимость изделия.
Приблизительно с 1900 г. до середины 1980-х гг. основными абразивными частицами, использующимися для шлифования, например, с помощью абразивных изделий с покрытием и со связующим, как правило, были сплавленные абразивные частицы. Существует два основных типа сплавленных абразивных частиц: (1) сплавленные абразивные частицы на основе альфа оксида алюминия (см., например, патенты США №1161620 (Coulter), 1192709 (Tone), 1247337 (Saunders и др.), 1268533 (Allen) и 2424645 (Baumann и др.)) и (2) сплавленные (иногда также называемые "сплавленные вместе") абразивные частицы на основе оксида алюминия-циркония (см., например, патенты США №3891408 (Rowse и др.), 3781172 (Pett и др.), 3893826 (Quinan и др.), 4126429 (Watson), 4457767 (Poon и др.) и 5143522 (Gibson и др.)) (также см., например, патенты США №5023212 (Dubots и др.) и 5336280 (Dubots и др.), которые описывают некоторые сплавленные оксинитридные абразивные частицы). Сплавленные абразивные частицы на основе оксида алюминия обычно получают следующим образом: в плавильную печь загружают источник алюминия, например, алюминиевую руду или боксит, а также другие требуемые добавки, содержимое нагревают до температуры, превышающей точку плавления, расплав охлаждают до получения отвержденной массы, отвержденную массу размельчают, получая частицы, и затем частицы пропускают через сито и сортируют, получая абразивные частицы с заданным распределением по размеру. Сплавленные абразивные частицы на основе оксида алюминия-циркония обычно получают таким же образом, за исключением того, что в печь загружают как источник алюминия, так и источник циркония, и расплав охлаждается быстрее, чем расплав, используемый для получения сплавленных абразивных частиц на основе оксида алюминия. В сплавленных абразивных частицах на основе оксида алюминия-циркония количество источника оксида алюминия, как правило, составляет приблизительно 50-80 мас.%, а количество оксида циркония составляет 50-20 мас.% оксида циркония. Способ получения плавленого оксида алюминия и сплавленных абразивных частиц на основе оксида алюминия может включать удаление примесей из расплава перед стадией охлаждения.
Хотя сплавленные абразивные частицы на основе альфа оксида алюминия и сплавленные абразивные частицы на основе оксида алюминия-циркония все еще широко используются для шлифования (включая шлифование с помощью абразивных изделий с покрытием и со связующим), приблизительно с середины 1980-х гг. для многих способов шлифования в основном используются абразивные частицы на основе альфа оксида алюминия, полученные по золь-гелевой технологии (см., например, патенты США №4314827 (Leitheiser и др.), 4518397 (Leitheiser и др.), 4623364 (Cottringer и др.), 4744802 (Schwabel), 4770671 (Monroe и др.), 4881951 (Wood и др.), 4960441 (Pellow и др.), 5139978 (Wood), 5201916 (Berg и др.), 5366523 (Rowenhorst и др.), 5429647 (Larmie), 5547479 (Conwell и др.), 5498269 (Larmie), 5551963 (Larmie) и 5725162 (Garg и др.)).
Микроструктура абразивных частиц на основе альфа оксида алюминия, полученных по золь-гелевой технологии, может быть образована очень мелкими кристаллами альфа оксида алюминия с добавлением или без добавления вспомогательных фаз. Срок службы использующихся для шлифования металла абразивных изделий, включающих полученные по золь-гелевой технологии абразивные частицы, гораздо больше, чем срок службы изделий, полученных с использованием традиционных сплавленных абразивных частиц на основе оксида алюминия.
Как правило, способ получения абразивных частиц, полученных по золь-гелевой технологии, является более сложным и более дорогим, чем способ получения традиционных сплавленных абразивных частиц. Обычно получение абразивных частиц с использованием золь-гелевой технологии проводят следующим образом: получают дисперсию или золь, содержащую воду, моногидрат оксида алюминия (бомит) и в другом варианте пептизирующее вещество (например, кислоту, такую как азотная кислота), огеливают дисперсию, сушат огелевшуюся дисперсию, дробят высушенную дисперсию с получением частиц, сортируют частицы, отбирая частицы требуемого размера, обжигают частицы для удаления летучих веществ, спекают обожженные частицы при температуре ниже точки плавления оксида алюминия и просеивают, и сортируют, получая абразивные частицы с требуемым распределением по размеру. Часто в спеченные абразивные частицы включают модификатор(ы) оксид металла для изменения или иной модификации физических свойств и/или микроструктуры спеченных абразивных частиц.
В данной области известны разные абразивные изделия. Как правило, абразивные изделия включают связующее и абразивные частицы, удерживаемые в абразивном изделии связующим. Примеры абразивных изделий включают абразивные изделия с покрытием, абразивные изделия со связующим, абразивные изделия на нетканой основе и абразивные щетки.
Примеры абразивных изделий со связующим включают шлифовальные круги, отрезные круги и хонинговальные бруски. К основным типам связующих систем, используемых для получения абразивных изделий со связующим, относятся синтетическая смола, стеклоподобные материалы и металлы. В абразивах, включающих синтетическую смолу в качестве связующего, для удерживания вместе абразивных частиц с образованием массы определенной формы используется органическая связующая система (например, фенольная связующая система) (см., например, патенты США №4741743 (Narayanan и др.), 4800685 (Haynes и др.), 5037453 (Narayanan и др.) и 5110332 (Narayanan и др.)). К изделиям, включающим связующую систему другого основного типа, относятся керамические шлифовальные круги, в которых для связывания абразивных частиц в единую массу используется стеклянное связующее (см., например, патенты США №4543107 (Rue), 4898587 (Hay и др.), 4997461 (Markhoff-Matheny и др.) и 5863308 (Qi и др.)). Окончательное формирование стеклянной связывающей массы обычно происходит при температуре от 900 до 1300°С. Сегодня для получения керамических шлифовальных кругов используются абразивные частицы как на основе сплавленного оксида алюминия, так и полученные по золь-гелевой технологии. Однако сплавленный оксид алюминия-циркония, как правило, не включают в шлифовальные круги на керамической связке, отчасти вследствие термической стабильности оксида алюминия-циркония. При повышенной температуре, при которой образуется стеклянная связывающая масса, физические свойства оксида алюминия-циркония ухудшаются, приводя к существенному снижению качества шлифования. В абразивных изделиях с металлическим связующим для связывания абразивных частиц обычно используют спекшийся или гальванизированный металл.
Производство абразивов по-прежнему нуждается в абразивных частицах и абразивных изделиях с более простым и более дешевым способом получения и/или с более хорошими рабочими характеристиками, чем у традиционных абразивных частиц и изделий.
Краткое описание изобретения
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит Al2O3 (в некоторых вариантах осуществления настоящего изобратения предпочтительно по меньшей мере 30, 35, 40, 45, 50, 55, 60, 65 или даже по меньшей мере 70) мас.% Al2O3 по отношению к общей массе стеклокерамики) и отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть Al2O3 присутствует в виде альфа Al2O3.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит по меньшей мере 30 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 35, 40, 45, 50, 55, 60, 65 или даже по меньшей мере 70) мас.% Al2O3 по отношению к общей массе стеклокерамики. В некоторых вариантах осуществления настоящего изобретения по меньшей мере часть Al2O3 находится в кристаллическом виде (например, альфа Al2O3).
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит отличный от Al2O3 оксид металла (например, Al2O3, REO, ZrO2, TiO2, CaO, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где стеклокерамика в сумме содержит по меньшей мере 80 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 85, 90, 95, 97, 98, 99 или даже 100) мас.% Al2O3 и отличного от Al2O3 оксида металла по отношению к общей массе стеклокерамики.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, CaO, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где стеклокерамика в сумме содержит по меньшей мере 60 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 65, 70, 75, 80, 85, 90, 95 или 100) мас.% Al2O3 и отличного от Al2O3 оксида металла и в общей сложности не более 20 (в некоторых вариантах осуществления настоящего изобретения не более 15, 10, 5, 4, 3, 2, 1 или ноль) мас.% As2О3, В2O3, GeO2, P2O5, SiO2, TeO2 и V2O5 по отношению к общей массе стеклокерамики.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, CaO, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где средний размер присутствующих в стеклокерамике кристаллов не превышает 1 микрометр (в некоторых вариантах осуществления настоящего изобретения предпочтительно не превышает 500 нанометров, 250 нанометров, 200 нанометров или даже 150 нанометров).
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2O3-Y2О3, комплекс Al2O3-РЕО, ZrO2, TiO2, СаО, Cr2О3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме и где стеклокерамика в сумме содержит по меньшей мере 80 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 85, 90, 95, 97, 98, 99 или даже 100) мас.% комплексного оксида металла и другого оксида металла по отношению к общей массе стеклокерамики.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2O3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2О3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме и где стеклокерамика в сумме содержит по меньшей мере 60 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 65, 70, 75, 80, 85, 90, 95, 97, 98, 99 или 100) мас.% комплексного оксида металла и другого оксида металла, и в общей сложности не более 20 (в некоторых вариантах осуществления настоящего изобретения не более 15, 10, 5, 4, 3, 2, 1 или даже ноль) мас.% As2O3, В2O3, GeO2, P2O5, SiO2, TeO2 и V2O5 по отношению к общей массе стеклокерамики.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где средний размер присутствующих в стеклокерамике кристаллов не превышает 200 нанометров (в некоторых вариантах осуществления настоящего изобретения предпочтительно не превышает 150 нанометров) и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит отличный от Al2O3 оксид металла (например, V2O3, REO, ZrO2, TiO2, CaO, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где не более 10 (в некоторых вариантах осуществления настоящего изобретения предпочтительно не более 5, 4, 3, 2, 1 или даже ноль) процентов кристаллов, присутствующих в стеклокерамике, имеют размеры, превышающие 200 нанометров, и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где по меньшей мере 20 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 96, 97, 98, 99 или 100) процентов кристаллов, присутствующих в стеклокерамике, имеют размеры, не превышающие 200 нанометров, и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, TrO2, TiO2, CaO, Cr2О3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где по меньшей мере часть кристаллов, присутствующих в стеклокерамике, имеет размеры, не превышающие 150 нанометров, и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, CaO, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где средний размер присутствующих в абразивных частицах кристаллов не превышает 200 нанометров и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, СаО, Cr2О3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где не более 10 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 5, 4, 3, 2, 1 или даже ноль) процентов кристаллов, присутствующих в абразивных частицах, имеют размеры, превышающие 200 нанометров, и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит отличный от Al2O3 оксид металла (например, Y2О3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где средний размер кристаллов не превышает 150 нанометров и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит отличный от Al2O3 оксид металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов) и кристаллы альфа Al2O3, где по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где средний размер кристаллов, присутствующих в абразивных частицах, не превышает 200 нанометров и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2O3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме, где средний размер кристаллов, присутствующих в стеклокерамике, не превышает 200 нанометров и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2О3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме, причем не более 10 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 5, 4, 3, 2, 1 или даже ноль) процентов кристаллов, присутствующих в стеклокерамике, имеют размеры, превышающие 200 нанометров, и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2О3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме, причем по меньшей мере 20 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 96, 97, 98, 99 или 100) процентов кристаллов, присутствующих в стеклокерамике, имеют размеры, не превышающие 200 нанометров, и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2О3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме, причем по меньшей мере часть кристаллов, присутствующих в стеклокерамике, имеет размеры, не превышающие 150 нанометров, и где плотность стеклокерамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2О3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме, причем по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где средний размер кристаллов, присутствующих в абразивных частицах, не превышает 200 нанометров и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2О3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме, причем по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где не более 10 (в некоторых вариантах осуществления настоящего изобретения предпочтительно не более 5, 4, 3, 2, 1 или даже ноль) процентов кристаллов, присутствующих в абразивных частицах, имеют размеры, превышающие 200 нанометров, и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2О3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), причем по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где средний размер кристалла не превышает 150 нанометров и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим керамику, причем керамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2O3-Y2O3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), причем по меньшей мере 75 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 80, 85, 90, 95, 96, 97, 98 или даже по меньшей мере 99) объемных процентов керамики составляет кристаллическая керамика, где средний размер кристаллов, присутствующих в абразивных частицах, не превышает 200 нанометров и где плотность кристаллической керамики составляет по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 92, 95, 96, 97, 98, 99, 99,5 или даже 100) процентов от теоретической плотности.
Некоторые варианты осуществления настоящего изобретения относятся к абразивным частицам, включающим стеклокерамику, причем стеклокерамика содержит комплексный оксид металла (например, комплекс Al2O3-оксид металла (такой как комплекс Al2О3-Y2О3, комплекс Al2O3-REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO)) и оксид металла, отличный от комплексного оксида металла (например, Y2O3, REO, ZrO2, TiO2, СаО, Cr2O3, MgO, NiO, CuO, а также комплексы указанных оксидов металлов), где по меньшей мере часть комплексного оксида металла находится в кристаллической форме и где средний размер присутствующих в стеклокерамике кристаллов не превышает 1 микрометр (в некоторых вариантах осуществления настоящего изобретения предпочтительно не превышает 500, 250, 200 или даже 150 нанометров).
Необязательно, если варианты абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, стеклокерамика предпочтительно может содержать в сумме не более 10 (в некоторых вариантах осуществления настоящего изобретения предпочтительно менее 5, 4, 3, 2, 1 или даже ноль) мас.% As2O3, В2O3, GeO2, Р2O5, SiO2, TeO2 и V2O5 по отношению к общей массе стеклокерамики.
Необязательно, если варианты абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, по меньшей мере часть Al2O3, содержащегося в стеклокерамике, предпочтительно представляет собой альфа Al2О3 (в некоторых вариантах осуществления настоящего изобретения по меньшей мере 20, 25, 30, 40, 50, 55, 60, 70, 75, 80, 85, 90, 95 или даже 100) мас.% Al2O3 может находиться в виде альфа Al2O3).
Необязательно, если варианты абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, стеклокерамика может содержать предпочтительно не более 15, 10, 5, 4, 3, 2, 1 или даже ноль мас.% SiO2 по отношению к общей массе стеклокерамики.
Необязательно, если варианты абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, стеклокерамика может содержать предпочтительно не более 15, 10, 5, 4, 3, 2, 1 или даже ноль мас.% В2О3 по отношению к общей массе стеклокерамики.
Необязательно, если варианты абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, предпочтительно по меньшей мере часть стеклокерамики имеет перпендикулярные друг другу измерения x, y и z, где каждый из размеров x, y и z составляет по меньшей мере 10, 25, 30 микрометров, 35, 40, 45, 50, 75, 100, 150, 200, 250, 500, 1000, 2000, 2500 микрометров, 1, 5 или даже по меньшей мере 10 мм. Размеры материала x, y и z определяют либо визуально, либо с помощью микроскопа, в зависимости от их величины. Указанный размер z представляет собой, например, диаметр сферы, толщину покрытия или максимальную длину призматической формы.
В данной заявке:
термин "аморфный материал" обозначает материал, полученный из расплава и/или паровой фазы, не обладающий кристаллической структурой дальнего порядка по данным рентгеновского дифракционного анализа, и/или характеризующийся экзотермическим пиком кристаллизации аморфного материала на диаграммах ДТА (дифференциального термического анализа) при анализе, обозначенном в настоящем тексте аналогичным образом;
термин "керамика" охватывает аморфный материал, стекло, кристаллическую керамику, стеклокерамику и их сочетания;
термин "комплексный оксид металла" относится к оксиду металла, включающему два или более металла и кислород (например, CeAl11O18, Dy3Al5O12, MgAl2O4 и Y3Al5O12);
термин "комплекс Al2O3-оксид металла" относится к комплексному оксиду металла, включающему, на основе теории оксидов, Al2O3 и один или несколько металлов, отличных от Al (например, CeAl11O18, Dy3Al5O12, MgAl2O4 и Y3Al5O12);
термин "комплекс Al2О3-Y2О3" относится к комплексному оксиду металла, включающему, на основе теории оксидов, Al2O3 и Y2О3 (например, Y2Al5O12);
термин "комплекс Al2O3-REO" относится к комплексному оксиду металла, включающему, на основе теории оксидов, Al2O3 и оксид редкоземельного металла (например, CeAl11O18 и Dy3Al5О12);
термин "стекло" относится к аморфному материалу, обладающему температурой стеклования;
термин "стеклокерамика" относится к керамике, содержащей кристаллы, образованные при термообработке аморфного материала;
"Тg" обозначает температуру стеклования, определяемую способом, который упоминается в данном тексте как "дифференциальный термический анализ";
"Тх" обозначает температуру кристаллизации, определяемую способом, который упоминается в данном тексте как "дифференциальный термический анализ";
термин "оксиды редкоземельных элементов" охватывает оксид церия (например, СеО2), оксид диспрозия (например, Dy2O3), оксид эрбия (например, Er2О3), оксид европия (например, Eu2O3), оксид гадолиния (например, Gd2О3), оксид гольмия (например, Но2O3), оксид лантана (например, La2O3), оксид лютеция (например, Lu2O3), оксид неодима (например, Nd2O3), оксид празеодима (например, Pr6О11), оксид самария (например, Sm2O3), оксид тербия (например, Tb2O3), оксид тория (например, Th4O7), оксид тулия (например, Tm2О3), оксид иттербия (например, Y2О3) и их сочетания;
и термин "REO" обозначает оксид(ы) редкоземельных элементов;
В данном тексте принято, что в случае, если не указано, что оксид металла (например, Al2O3, комплекс Al2O3-оксид металла и т.д.) является кристаллическим компонентом, например, стеклокерамики, то следует понимать так, что этот оксид может находиться в аморфном состоянии, кристаллическом состоянии или частично в аморфном и частично в кристаллическом состояниях. Например, если стеклокерамика содержит Al2O3 и ZrO2, то и Al2O3, и ZrO2 могут каждый находиться в аморфном состоянии, кристаллическом состоянии или частично в аморфном и частично в кристаллическом состояниях или даже в виде продукта реакции с оксидом (оксидами) другого (других) металла (металлов) (например, если не указано, что, например, Al2O3 присутствует в виде кристаллического Al2O3 или в виде особой кристаллической фазы Al2O3 (например, альфа-Al2O3), то он может присутствовать как кристаллический Al2O3 и/или как часть одного или нескольких кристаллических комплексов Al2O3-оксиды металлов.
Далее следует понимать, что стеклокерамика, полученная в результате нагревания аморфного материала, не характеризующаяся Тg, может в действительности не содержать стекла, а состоять из кристаллов и аморфного материала, не обладающего Тg.
Перед применением абразивные частицы, как правило, сортируют для получения заданного распределения по размерам. Такое распределение обычно находится в интервале размеров частиц от крупного до мелкого. В области, связанной с абразивами, фракции, входящие в данный интервал, иногда называют "грубыми", "контрольными" и "тонкими". Абразивные частицы, рассортированные в соответствии с принятыми в промышленности классификационными стандартами, имеют распределение по размерам, соответствующее номинальному разряду с определенными численными пределами. Такие принятые в промышленности классификационные стандарты (т.е. определенные номинальные разряды) включают стандарты Американского национального института стандартов (ANSI), стандарты Федерации европейских производителей абразивных изделий (FEPA) и Японские промышленные стандарты (JIS). В одном аспекте настоящее изобретение предоставляет совокупность абразивных частиц конкретного номинального разряда, где по меньшей мере часть совокупности абразивных частиц представляет собой абразивные частицы настоящего изобретения. В некоторых вариантах осуществления настоящего изобретения абразивные частицы настоящего изобретения составляют предпочтительно по меньшей мере 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95 или даже 100 мас.% по отношению к общей массе совокупности абразивных частиц, содержащихся в абразивном изделии.
Абразивные частицы можно использовать в составе абразивного изделия или в свободном виде. Абразивные изделия настоящего изобретения включают связующее и совокупность абразивных частиц, где по меньшей мере часть абразивных частиц представляет собой абразивные частицы настоящего изобретения. Примеры абразивных изделий включают абразивные изделия с покрытием, абразивные изделия со связующим (например, круги), абразивные изделия на нетканой основе и абразивные щетки. Абразивные частицы с покрытием обычно включают основу, содержащую первую и вторую противоположные основные поверхности, где связующее и совокупность абразивных частиц образуют абразивный слой по меньшей мере на части первой основной поверхности. В некоторых вариантах осуществления настоящего изобретения абразивные частицы настоящего изобретения составляют предпочтительно по меньшей мере 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95 или даже 100 мас.% по отношению к общей массе совокупности абразивных частиц, содержащихся в абразивном изделии.
В другом аспекте настоящее изобретение предоставляет способ получения абразивных частиц настоящего изобретения, включающий тепловую обработку аморфного материала (например, стекла), в результате которой по меньшей мере часть аморфного материала превращается в стеклокерамику настоящего изобретения.
Варианты осуществления настоящего изобретения предоставляют способ получения абразивных частиц настоящего изобретения, включающий тепловую обработку частиц, содержащих аморфный материал (в том числе описанные выше варианты аморфного материала), в результате которой по меньшей мере часть аморфного материала превращается в стеклокерамику с получением абразивных частиц, содержащих стеклокерамику. Как правило, абразивные частицы, включающие стеклокерамику, сортируют после тепловой обработки, получая совокупность абразивных частиц конкретного номинального разряда, где по меньшей мере часть совокупности абразивных частиц представляет собой совокупность абразивных частиц, включающих стеклокерамику. Необязательно совокупность частиц конкретного номинального разряда получают перед тепловой обработкой частиц, содержащих аморфный материал, где по меньшей мере часть частиц представляет собой совокупность содержащих аморфный материал частиц, подлежащих тепловой обработке, и где тепловую обработку проводят так, чтобы получить совокупность абразивных частиц конкретного номинального разряда, причем по меньшей мере часть абразивных частиц представляет собой совокупность абразивных частиц, содержащих стеклокерамику.
Варианты осуществления настоящего изобретения предоставляют способ получения абразивных частиц настоящего изобретения, включающий тепловую обработку частиц, содержащих аморфный материал (в том числе описанные выше варианты аморфного материала), в результате которой по меньшей мере часть аморфного материала превращается в стеклокерамику с получением абразивных частиц, содержащих стеклокерамику. Как правило, абразивные частицы, включающие стеклокерамику, сортируют после тепловой обработки, получая совокупность абразивных частиц конкретного номинального разряда, где по меньшей мере часть совокупности абразивных частиц представляет собой совокупность абразивных частиц, включающих стеклокерамику.
Необязательно перед тепловой обработкой частиц, содержащих аморфный материал, получают совокупность частиц конкретного номинального разряда, где по меньшей мере часть частиц представляет собой совокупность содержащих аморфный материал частиц, подлежащих тепловой обработке, и где тепловую обработку проводят так, чтобы получить совокупность абразивных частиц конкретного номинального разряда, причем по меньшей мере часть абразивных частиц представляет собой совокупность абразивных частиц, содержащих стеклокерамику.
Варианты осуществления настоящего изобретения предоставляют способ получения абразивных частиц настоящего изобретения, который включает
тепловую обработку аморфного материала (в том числе описанных выше вариантов аморфного материала), в результате которой по меньшей мере часть аморфного материала превращается в стеклокерамику; и
дробление стеклокерамики с получением абразивных частиц, содержащих стеклокерамику. Как правило, абразивные частицы, содержащие стеклокерамику, сортируют, получая совокупность абразивных частиц конкретного номинального разряда, где по меньшей мере часть совокупности абразивных частиц представляет собой совокупность абразивных частиц, содержащих стеклокерамику.
В другом аспекте настоящее изобретение представляет способ шлифования поверхности, включающий:
получение абразивного изделия, включающего связующее и совокупность абразивных частиц, которые, по меньшей мере отчасти, представляют собой абразивные частицы настоящего изобретения;
приведение в контакт по меньшей мере одной из абразивных частиц настоящего изобретения с поверхностью обрабатываемого объекта; и
перемещение по меньшей мере одной из приведенных в контакт абразивных частиц настоящего изобретения и поверхности контакта, приводящее к шлифованию по меньшей мере части поверхности абразивной частицей настоящего изобретения, находящейся в контакте с данной поверхностью.
Краткое описание чертежей
На Фиг.1 схематически изображен фрагмент поперечного сечения абразивного изделия с покрытием, включающего абразивные частицы в соответствии с настоящим изобретением;
на Фиг.2 приведено объемное изображение абразивного изделия со связующим, включающего абразивные частицы в соответствии с настоящим изобретением;
на Фиг.3 приведено увеличенное схематическое изображение абразивного изделия на нетканой основе, включающего абразивные частицы в соответствии с настоящим изобретением;
на Фиг.4 приведены результаты ДТА, полученного в примере 1;
на Фиг.5 приведена растрово-электронная микрофотография (SEM - Scanning Electron Micrograph) поверхности разрыва, полученного в примере 22;
на Фиг.6 приведена растрово-электронная микрофотография (SEM) поверхности разрыва материала, полученного в примере 24;
на Фиг.7 приведена растрово-электронная микрофотография (SEM) поверхности разрыва материала, полученного в примере 30;
на Фиг.8 приведена растрово-электронная микрофотография (SEM) поверхности разрыва материала, полученного в примере 30;
на Фиг.9 приведена растрово-электронная микрофотография (SEM) поверхности разрыва материала, полученного в примере 31;
на Фиг.10 приведена микрофотография, полученная с помощью электронного микроскопа с обратным рассеиванием, материала, полученного в примере 32;
на Фиг.11 приведена оптическая микрофотография среза (толщиной 2 мм) материала, полученного горячим прессованием, демонстрирующая прозрачность материала;
на Фиг.12 приведена растрово-электронная микрофотография (SEM) шлифованного участка материала примера 35, полученного с использованием тепловой обработки.
Подробное описание
Стеклокерамику настоящего изобретения можно получить, например, кристаллизацией аморфного материала (например, стекла) или аморфного материала, содержащегося в керамике.
В некоторых вариантах осуществления предпочтительно аморфные материалы, используемые для получения стеклокерамики абразивных частиц настоящего изобретения, содержат Al2O3 и отличный от Al2O3 оксид металла (в некоторых вариантах осуществления предпочтителен аморфный материал в сумме содержит по меньшей мере 80 (в некоторых вариантах осуществления предпочтительно по меньшей мере 85, 90, 95, 97, 98, 99 или даже 100) мас.% Al2O3 и отличного от Al2О3 оксида металла по отношению к общей массе аморфного материала).
В некоторых вариантах осуществления предпочтительно аморфные материалы, используемые для получения стеклокерамики абразивных частиц настоящего изобретения, содержат Al2О3 и отличный от Al2О3 оксид металла (в некоторых вариантах осуществления предпочтителен аморфный материал в сумме содержит по меньшей мере 60 (в некоторых вариантах осуществления предпочтительно по меньшей мере 85, 90, 95, 97, 98, 99 или даже 100) мас.% Al2О3 и отличного от Al2О3 оксида металла и в общей сложности не более 20 (в некоторых вариантах осуществления предпочтительно не более 15, 10, 5, 4, 3, 2, 1 или ноль) мас.% As2O3, В2О3, GeO2, Р2O5, SiO2, TeO2 и V2O5 по отношению к общей массе аморфного материала).
В некоторых вариантах осуществления предпочтительно аморфные материалы, используемые для получения стеклокерамики абразивных частиц настоящего изобретения, содержат Al2О3 и отличный от Al2О3 оксид металла (в некоторых вариантах осуществления предпочтителен аморфный материал содержит по меньшей мере 30, 35, 40, 45, 50, 55, 60, 65 или даже по меньшей мере 70) мас.% Al2О3 по отношению к общей массе аморфного материала).
В некоторых вариантах осуществления предпочтительно аморфные материалы, используемые для получения стеклокерамики абразивных частиц настоящего изобретения, содержат комплексный оксид металла и оксид металла, отличный от комплексного оксида металла (в некоторых вариантах осуществления предпочтителен аморфный материал в сумме содержит по меньшей мере 80 (в некоторых вариантах осуществления предпочтительно по меньшей мере 85, 90, 95, 97, 98, 99 или даже 100) мас.% комплексного оксида металла и оксида металла, отличного от комплексного оксида металла, по отношению к общей массе аморфного материала).
В некоторых вариантах осуществления предпочтительно аморфные материалы, используемые для получения стеклокерамики абразивных частиц настоящего изобретения, содержат комплексный оксид металла и оксид металла, отличный от комплексного оксида металла (в некоторых вариантах осуществления предпочтителен аморфный материал в сумме содержит по меньшей мере 60 (в некоторых вариантах осуществления предпочтительно по меньшей мере 65, 70, 75, 80, 85, 90, 95 или 100) мас.% комплексного оксида металла и оксида металла, отличного от комплексного оксида металла, и в общей сложности не более 20 (в некоторых вариантах осуществления предпочтительно не более 15, 10, 5, 4, 3, 2, 1 или ноль) мас.% As2O3, В2О3, GeO2, Р2O5, SiO2, TeO2 и V2O5 по отношению к общей массе аморфного материала).
Необязательно, если варианты аморфных материалов, используемых для получения стеклокерамики абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, варианты аморфных материалов предпочтительно могут содержать в сумме не более 10 (в некоторых вариантах осуществления предпочтительно менее 5, 4, 3, 2, 1 или даже ноль) мас.% As2O3, B2O3, GeO2, P2O5, SiO2, TeO2 и V2O5 по отношению к общей массе аморфного материала.
Необязательно, если варианты аморфных материалов, используемых для получения стеклокерамики абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, варианты аморфного материала предпочтительно могут содержать не более 15, 10, 5, 4, 3, 2, 1 или даже ноль, % мас. SiO2 по отношению к общей массе аморфного материала.
Необязательно, если варианты аморфных материалов, используемых для получения стеклокерамики абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, варианты аморфного материала предпочтительно могут содержать не более 15, 10, 5, 4, 3, 2, 1 или даже ноль мас.% B2O3 по отношению к общей массе аморфного материала.
Необязательно, если варианты аморфных материалов, используемых для получения стеклокерамики абразивных частиц настоящего изобретения, описанных в данном документе, еще не специфицированы, по меньшей мере часть аморфного материала имеет перпендикулярные друг другу измерения х, у и z, где каждый из размеров x, y и z составляет по меньшей мере 10, 25, 30 микрометров, 35, 40, 45, 50, 75, 100, 150, 200, 250, 500, 1000, 2000, 2500 микрометров, 1, 5 или даже по меньшей мере 10 мм.
Абразивные частицы настоящего изобретения можно получить, например, кристаллизацией аморфного материала (например, стекла) или аморфного материала, содержащегося в керамике. В некоторых вариантах осуществления предпочтительно аморфные материалы, используемые для получения стеклокерамики, и полученная из них стеклокерамика содержат не более 30 (в некоторых вариантах осуществления предпочтительно не более 20, 15, 10, 5, 4, 3, 2, 1 или даже ноль) мас.% As2O3, B2O3, GeO2, P2O5, SiO2, TeO2 и V2O5 по отношению к общей массе аморфного материала или стеклокерамики.
Некоторые аморфные материалы, используемые для получения стеклокерамики в соответствии с настоящим изобретением, и полученная из них стеклокерамика содержат от 20 до по меньшей мере 70 мас.% (в некоторых вариантах осуществления настоящего изобретения от 30 до по меньшей мере 70%, от 40 до по меньшей мере 70%, от 50 до по меньшей мере 70% или даже от 60 до по меньшей мере 70%) Al2О3; от 0 до 50 мас.% (в некоторых вариантах осуществления настоящего изобретения от 0 до 25% или даже от 0 до 10%) Y2O3; и от 0 до 70 мас.% (в некоторых вариантах осуществления настоящего изобретения от 0 до 50%; от 0 до 25% или даже от 0 до 10%) по меньшей мере одного из ZrO2 или HfO2 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат по меньшей мере 30 мас.%, по меньшей мере 40 мас.%, по меньшей мере 50 мас.%, по меньшей мере 60 мас.% или даже по меньшей мере 70 мас.% Al2O3 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат в общей сложности менее 40 (в некоторых вариантах осуществления настоящего изобретения менее 35, 30, 25, 20, 15, 10, 5, 4, 3, 2, 1 или даже ноль) мас.% SiO2, В2O3 и P2O5 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат в общей сложности менее 20 (в некоторых вариантах осуществления настоящего изобретения менее 15, 10, 5 или даже ноль) мас.% SiO2 и менее 20 (предпочтительно менее 15, 10, 5 или даже ноль) мас.% B2O3 по отношению к общей массе аморфного материала или стеклокерамики.
Некоторые аморфные материалы, используемые для получения стеклокерамики в соответствии с настоящим изобретением, и полученная из них стеклокерамика содержат от 20 до по меньшей мере 70 мас.% (в некоторых вариантах осуществления настоящего изобретения от 30 до по меньшей мере 70%, от 40 до по меньшей мере 70%, от 50 до по меньшей мере 70% или даже от 60 до по меньшей мере 70%) Al2О3; от 0 до 70 мас.% (в некоторых вариантах осуществления настоящего изобретения от 0 до 50%; от 0 до 25%; или даже от 0 до 10%) REO; от 0 до 50 мас.% (в некоторых вариантах осуществления настоящего изобретения от 0 до 25% или даже от 0 до 10%) по меньшей мере одного из ZrO2 или HfO2 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат 30 мас.%, по меньшей мере 40 мас.%, по меньшей мере 50 мас.%, по меньшей мере 60 мас.% или даже по меньшей мере 70 мас.% Al2О3 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат в общей сложности менее 40 (в некоторых вариантах осуществления настоящего изобретения менее 35, 30, 25, 20, 15, 10, 5, 4, 3, 2, 1 или даже ноль) мас.% SiO2, B2O3 и Р2O5 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие стекла и полученная из них стеклокерамика содержат в общей сложности менее 20 (в некоторых вариантах осуществления настоящего изобретения менее 15, 10, 5 или даже ноль) мас.% SiO2 и менее 20 (в некоторых вариантах осуществления настоящего изобретения менее 15, 10, 5 или даже ноль) мас.% В2О3 по отношению к общей массе аморфного материала или стеклокерамики.
Некоторые аморфные материалы, используемые для получения стеклокерамики в соответствии с настоящим изобретением, и полученная из них стеклокерамика содержат от 20 до по меньшей мере 70 мас.% (в некоторых вариантах осуществления настоящего изобретения от 30 до по меньшей мере 70%, от 40 до по меньшей мере 70%, от 50 до по меньшей мере 70% или даже от 60 до по меньшей мере 70%) Al2О3; от 0 до 70 мас.% (в некоторых вариантах осуществления настоящего изобретения от 0 до 50%; от 0 до 25% или даже от 0 до 10%) Y2O3; от 0 до 70 мас.% (в некоторых вариантах осуществления настоящего изобретения от 0 до 50%; от 0 до 25% или даже от 0 до 10%) REO; от 0 до 50 мас.% (в некоторых вариантах осуществления настоящего изобретения от 0 до 25% или даже от 0 до 10%) по меньшей мере одного из ZrO2 или HfO2 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат по меньшей мере 30 мас.%, по меньшей мере 40 мас.%, по меньшей мере 50 мас.%, по меньшей мере 60 мас.% или даже по меньшей мере 70 мас.% Al2О3 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат в общей сложности менее 40 (в некоторых вариантах осуществления настоящего изобретения менее 35, 30, 25, 20, 15, 10, 5, 4, 3, 2, 1 или даже ноль) мас.% SiO2, В2О3 и Р2O5 по отношению к общей массе аморфного материала или стеклокерамики. В некоторых вариантах осуществления настоящего изобретения такие аморфные материалы и полученная из них стеклокерамика содержат в общей сложности менее 20 (в некоторых вариантах осуществления настоящего изобретения менее 15, 10, 5 или даже ноль) мас.% SiO2 и менее 20 (в некоторых вариантах осуществления настоящего изобретения менее 15, 10, 5 или даже ноль) мас.% В2О3 по отношению к общей массе аморфного материала или стеклокерамики.
Аморфные материалы (например, стекла), керамика, содержащая аморфный материал, частицы, содержащие аморфный материал, и др. могут быть получены, например, нагреванием (в том числе в пламени) соответствующего источника оксида металла с образованием расплава, желательно гомогенного расплава, и затем быстрым охлаждением расплава с получением аморфного материала. Варианты аморфного материала могут быть получены, например, путем плавления источников оксидов металлов в любой подходящей плавильной печи (например, в печи с индукционным нагревом, в газовой печи или в электрической печи) или, например, в плазме. Полученный расплав охлаждают (например, с помощью охлаждающей среды (такой, как высокоскоростные струи воздуха, жидкости, металлические пластины (включая охлажденные металлические пластины), металлические валки (включая охлажденные металлические валки), металлические шарики (включая охлажденные металлические шарики) и т.д.)).
Варианты аморфного материала могут быть получены способом кристаллизации в пламени, как описано, например, в патенте США №6254981 (Castle). В данном способе источники оксидов металлов помещают (например, в виде частиц, иногда называемых "исходные частицы") непосредственно в зону горения (например, метан-воздушную горелку, ацетилен-кислородную горелку, водородно-кислородную горелку и т.д.) и затем гасят, например, водой, охлаждающим маслом, воздухом и т.д. Исходные частицы могут быть получены, например, дроблением, аггломерацией (например, распылением и отверждением), плавлением или спеканием источников оксидов металлов. Размер исходных частиц, подаваемых в пламя, как правило, определяет размер полученных в результате частиц, содержащих аморфный материал.
Варианты аморфного материала могут быть также получены с помощью других способов, таких как вытягивание в нити расплава, полученного под воздействием лазера, с охлаждением свободным падением, получение проволоки методом Тейлора, плазматронный метод, метод молота и наковальни, центрифужное гашение, охлаждение разбрызгиванием с помощью распыливающего аппарата, гашение с поворотом на одинарном и двойном ролике, гашение на пластине на роликах и капельный выпуск расплава (см., например, Rapid Solidification of Ceramics (Ускоренное отверждение керамики), Brockway и др., Metals And Ceramics Information Center, A Department of Defense Information Analysis Center, Коламбус, Огайо, январь 1984 г.). Варианты аморфного материала могут быть также получены с помощью других способов, таких как термальный пиролиз (включая пиролиз в пламени, лазерный или плазменный пиролиз) подходящих, ранее используемых способов, парофазный синтез ранее используемых металлических материалов и механохимическая обработка.
Используемые составы, содержащие аморфные материалы, включают эвтектические составы или близкие к ним (например, двойные или тройные эвтектические составы). После ознакомления с настоящим описанием специалисту в данной области станет понятно, что кроме описанных здесь составов можно использовать другие эвтектические составы, включая четвертичные и более высоких порядков.
Источники Al2О3 (на основе теоретических исследований оксидов), в том числе поставляемые на рынок источники, включают боксит (в том числе природный боксит и синтетический боксит), кальцинированный боксит, гидратированные оксиды алюминия (например, бомит и гиббсит), алюминий, оксид алюминия, полученный по способу Байера, алюминиевую руду, гамма оксид алюминия, альфа оксид алюминия, соли алюминия, нитраты алюминия, а также их сочетания. Источник Al2О3 может содержать Al2О3 или может являться только сырьем для получения Al2О3. Альтернативно источник Al2О3 может содержать Al2О3 или являться сырьем для получения Al2О3, кроме того, он может содержать один или несколько оксидов металлов, отличных от Al2О3 (включая материалы, представляющие собой или содержащие комплекс Al2О3 и оксида металла (например, Dy3Al5О12, Y3Al5О12, CeAl11O18 и др.)) или являться сырьем для их получения.
Источники, в том числе поставляемые на рынок, оксидов редкоземельных металлов включают порошкообразные оксиды редкоземельных металлов, редкоземельные металлы, руды, содержащие редкоземельные металлы (например, бастнезит и моназит), соли редкоземельных металлов, нитраты редкоземельных металлов и карбонаты редкоземельных металлов. Источник оксида(ов) редкоземельного металла может содержать оксид(ы) редкоземельного металла или он может являться только сырьем для получения оксида(ов) редкоземельного металла. Альтернативно источник оксида(ов) редкоземельного металла может содержать оксид(ы) редкоземельного металла или являться сырьем для получения оксида(ов) редкоземельного металла, кроме того, он может содержать один или несколько оксидов металлов, отличных от оксида(ов) редкоземельного металла (включая материалы, представляющие собой или содержащие комплекс оксида редкоземельного металла и другого оксида металла (например, Dy3Al5О12, Y3Al5О12, CeAl11O18 и др.)) или являться сырьем для его (их) получения.
Источники Y2О3 (на основе теоретических исследований оксидов), в том числе поставляемые на рынок источники, включают порошкообразные оксиды иттрия, иттрий, иттрийсодержащие руды и соли иттрия (например, карбонаты, нитраты, хлориды, гидроксиды иттрия, а также их сочетания). Источник Y2О3 может содержать Y2O3, или он может являться только сырьем для получения Y2О3. Альтернативно источник Y2O3 может содержать Y2О3 или являться сырьем для получения Y2O3, кроме того, он может содержать один или несколько оксидов металлов, отличных от Y2O3 (включая материалы, представляющие собой или содержащие комплекс Y2O3 и оксида металла (например, Y3Al5O12)) или являться сырьем для их получения.
Источники ZrO2 (на основе теоретических исследований оксидов), в том числе поставляемые на рынок источники, включают порошкообразные оксиды циркония, циркониевый песок, цирконий, цирконийсодержащие руды и соли циркония (например, карбонаты, ацетаты, нитраты, хлориды, гидроксиды циркония, а также их сочетания). Кроме того или альтернативно, источник ZrO2 может содержать ZrO2, или он может являться только сырьем для получения ZrO2, а также он может содержать оксиды других металлов, таких как гафний, или являться сырьем для их получения. Источники HfO2 (на основе теоретических исследований оксидов), в том числе поставляемые на рынок источники, включают порошкообразные оксиды гафния, гафний, гафнийсодержащие руды и соли гафния. Кроме того или альтернативно, источник HfO2 может содержать HfO2, или он может являться только сырьем для получения HfO2, а также он может содержать оксиды других металлов, такие как ZrO2, или являться сырьем для их получения.
Другие используемые оксиды металлов могут также включать на основе теоретических исследований оксидов ВаО, СаО, Cr2O3, СоО, Fe2O3, GeO2, Li2O, MgO, MnO, NiO, Na2O, Sc2О3, SrO, TiO2, ZnO и их сочетания. Источники оксидов, в том числе поставляемые на рынок, включают оксиды в чистом виде, комплексы оксидов, руды, карбонаты, ацетаты, нитраты, хлориды, гидроксиды и другие соединения оксидов. Указанные оксиды металлов добавляют для изменения физических свойств получаемых абразивных частиц и/или для облегчения их обработки. Данные оксиды металлов, как правило, добавляют в количестве, находящемся в интервале от 0 до 50 мас.%, в некоторых вариантах осуществления настоящего изобретения предпочтительно от 0 до 25 мас.%, и более предпочтительно от 0 до 5 мас.% по отношению к массе стеклокерамики в зависимости от свойства, которое желательно получить.
Конкретные источники оксидов металлов и другие добавки, использующиеся для получения керамики в соответствии с настоящим изобретением, как правило, выбирают в зависимости от заданных состава и микроструктуры конечного керамического продукта, заданной степени кристалличности, если таковая имеет место, требуемых физических свойств (например, твердости или ударной вязкости) конечного керамического продукта, необходимости избежать присутствия нежелательных примесей или минимизировать их количество, заданных свойств конечного керамического продукта и/или конкретного способа получения керамики (включая оборудование и любую очистку сырьевых материалов до и/или в процессе оплавления и/или отверждения).
В некоторых случаях предпочтительно включать ограниченные количества оксидов металлов, выбранных из группы, состоящей из Na2O, Р2O5, SiO2, ТеО2, V2О3 и их сочетаний. Источники оксидов, в том числе поставляемые на рынок, включают оксиды в чистом виде, их комплексы, руды, карбонаты, ацетаты, нитраты, хлориды, гидроксиды и другие соединения оксидов. Указанные оксиды металлов можно добавлять, например, для изменения физических свойств получаемых абразивных частиц и/или для облегчения их обработки. Данные оксиды металлов в случае применения, как правило, добавляют в количестве, находящемся в интервале от более 0 до 20 мас.%, предпочтительно от более 0 до 5 мас.% и более предпочтительно от более 0 до 2 мас.% по отношению к массе стеклокерамики в зависимости от свойства, которое требуется получить.
В некоторых вариантах осуществления настоящего изобретения предпочтительно, если по меньшей мере часть источника оксида металла (в некоторых вариантах осуществления настоящего изобретения предпочтительно 10, 15, 20, 25, 30, 35, 40, 45 или даже по меньшей мере 50% мас.) получают, добавляя к расплаву металлическое вещество в виде частиц, которое включает по меньшей мере один из металлов (например, Al, Са, Cu, Cr, Fe, Li, Mg, Ni, Ag, Ti, Zr и их сочетаний) М, обладающих отрицательной энтальпией образования оксида или, иначе, металлизируют их, используя другие сырьевые материалы. Хотя теоретическое основание отсутствует, считается, что тепло, выделяющееся при протекании экзотермической реакции окисления металла, благоприятно влияет на образование гомогенного расплава и полученный аморфный материал. Например, считается, что дополнительное тепло, выделяющееся в реакции окисления сырьевого материала, компенсирует недостаточный теплообмен и, следовательно, облегчает образование расплава и увеличивает его гомогенность, особенно если образуются аморфные частицы, у которых размеры x, y и z превышают 150 микрометров. Полагают также, что дополнительное тепло способствует протеканию различных химических реакций и физических процессов (например, загущения и сфероидизации) до завершения. Кроме того, полагают, что в некоторых вариантах осуществления настоящего изобретения наличие дополнительного тепла, выделяющегося в процессе реакции окисления, в действительности облегчает образование расплава, которое иначе происходит неэффективно или является непрактичным, вследствие высокой температуры плавления веществ. Кроме того, наличие дополнительного тепла, выделяющегося в процессе реакции окисления, в действительности облегчает образование аморфного материала, иначе образования аморфного материала может не произойти или оно может не произойти в желательном диапазоне размеров. Другое преимущество данного изобретения состоит в том, что при образовании аморфных материалов многие химические и физические процессы, такие как плавление, загущение и сфероидизация, могут завершаться в течение короткого интервала времени и, следовательно, могут быть достигнуты очень высокие скорости гашения. Дополнительную подробную информацию можно найти в одновременно рассматриваемой заявке США с серийным номером 10/211, 639, поданной одновременно с настоящей заявкой.
Добавление некоторых оксидов металлов может изменить свойства и/или кристаллическую структуру или микроструктуру стеклокерамики в соответствии с настоящим изобретением, а также обработку сырья и промежуточных соединений, использующихся при получении стеклокерамики. Например, наблюдения показали, что добавление таких оксидов, как MgO, CaO, Li2O и Na2O, приводит к изменению как Тg (для стекла), так и Тx (где Тx является температурой кристаллизации) аморфного материала. Хотя теоретическое основание отсутствует, считается, что такие добавки влияют на образование стекла. Кроме того, добавление таких оксидов может, например, уменьшать температуру плавления всей системы (т.е. превращать систему в эвтектическую смесь с более низкой температурой плавления) и облегчать образование аморфного материала. Наличие сложных эвтектических смесей в многокомпонентных системах (четвертичных и т.д.) может повышать способность к образованию аморфного материала. Добавление некоторых оксидов металлов, таких как MgO, CaO, Li2О и Na2O, может также оказывать влияние на вязкость жидкого расплава и вязкость стекла в "рабочем" диапазоне. Объем настоящего изобретения также охватывает включение в аморфные материалы и полученную из них стеклокерамику по меньшей мере одного из галогенов (например, фтора и хлора) или халькогенидов (например, сульфидов, селенидов и теллуридов).
Добавление определенных веществ может также оказывать влияние на кристаллизаци аморфного материала и керамики, содержащей аморфный материал. Например, некоторые металлы, оксиды (например, титанаты и цирконаты) и фториды металлов могут действовать как агенты, вызывающие нуклеацию, приводя к улучшенному гетерогенному зарождению кристаллов. Кроме того, добавление некоторых оксидов может приводить к изменению метастабильных фаз, утрачивающих стеклоподобную природу при повторном нагревании аморфного материала. В другом варианте желательно к керамике, содержащей кристаллический ZrO2, добавлять оксиды металлов (например, Y2O3, TiO2, CaO и MgO), которые, как известно, стабилизируют тетрагональную/кубическую структуру ZrO2.
Источники оксидов металлов и другие добавки могут находиться в любой форме, подходящей для способа обработки и оборудования, используемых для получения стеклокерамики в соответствии с настоящим изобретением. Плавление и гашение сырьевых материалов можно осуществлять с помощью известных в данной области способов и оборудования, использующихся для получения оксидных аморфных материалов и аморфных металлов. Желательные скорости охлаждения составляют 50 К/сек и выше. Известные в данной области способы охлаждения включают роликовое охлаждение. Роликовое охлаждение можно проводить, например, следующим образом: источники оксидов металлов плавят при температуре, как правило, превышающей точку плавления на 20-200°С, и расплав охлаждают/гасят, распыляя его при высоком давлении (например, с использованием такого газа, как воздух, аргон, азот и т.д.) на вращающийся(вращающиеся) с высокой скоростью ролик(и). Как правило, ролики изготавливают из металла и охлаждают водой. Для охлаждения/гашения расплава можно также использовать металлические кокили с вертикальным разъемом типа "книга".
Другие способы получения расплавов, охлаждения/гашения расплавов и/или иного получения аморфного материала включают парофазное гашение, выпуск расплава, плазменное распыление и газовое или центробежное распыление. Парофазное гашение проводят, например, путем распыления, где используемые расплавы металлов или источники оксидов металлов формируют в мишень(и) установки ионного распыления. Мишень фиксируют в предварительно определенном положении в установке для распыления, а подложку(и), подлежащую покрытию, помещают напротив мишени(ей). Как правило, давление газообразного кислорода и газообразного Ar составляет 10-3 торр, между мишенью(ями) и субстратом(ами) происходит образование разряда, и ионы Ar или кислорода соударяются с мишенью, начиная реакцию распыления, которая приводит к отложению на подложке пленки состава. Другие детали, касающиеся плазменного распыления, можно найти, например, в одновременно рассматриваемой заявке США с серийным номером 10/211, 640, поданной одновременно с настоящей заявкой.
Газовое распыление включает плавление исходных частиц с превращением их в расплав. Тонкий поток такого расплава распыляется в результате контактирования с разрывной струей воздуха (т.е. поток разделяется на мелкие капельки). Затем извлекают по существу дискретные, как правило, эллипсоидальные частицы (например, в виде капелек), включающие аморфный материал. Примеры размеров частиц включают диаметр, находящийся в интервале приблизительно от 5 микрометров до приблизительно 3 мм. Выпуск расплава можно осуществлять, например, по способу, описанному в патенте США №5605870 (Strom-Olsen и др.). Для получения веществ в соответствии с настоящим изобретением также можно использовать безконтейнерную технологию получения стекла с использованием нагревания лазерным лучом, описанную, например, в заявке РСТ с № публикации WO 01/27046 А1, опубликованной 4 апреля 2001 г.
Полагают, что скорость охлаждения влияет на свойства закаливаемого аморфного материала. Например, температура стеклования, плотность и другие свойства стекла обычно изменяются в зависимости от скорости охлаждения.
Как правило, предпочтительно, если основной материал содержит по меньшей мере 50, 60, 75, 80, 85, 90, 95, 98, 99 или даже 100 мас.% аморфного материала.
Быстрое охлаждение можно также проводить в контролируемой атмосфере, например, в восстанавливающей, нейтральной или окисляющей среде, для сохранения и/или изменения заданных степеней окисления и т.д. в процессе охлаждения. Атмосфера также может оказывать влияние на образование аморфного материала, изменяя кинетику кристаллизации из переохлажденной жидкости. Например, было опубликовано, что в атмосфере аргона можно достичь более сильного переохлаждения расплава Al2O3 без кристаллизации, чем в атмосфере воздуха.
Микроструктуру состава фазы (стекловатая/аморфная/кристаллическая) материала можно определить разными способами. Например, с помощью оптической микроскопии, электронной микроскопии, дифференциального термического анализа (ДТА) и рентгеновской дифракции (РД) можно получить разнообразную информацию.
Для оптической микроскопии аморфный материал, как правило, преимущественно является прозрачным вследствие отсутствия таких центров рассеяния света, как поверхности раздела кристалла, тогда как кристаллическое вещество является непрозрачным вследствие эффектов рассеяния света, обусловленных кристаллической структурой.
Процентный выход шариков аморфного материала рассчитывают, используя фракцию с размерами -100+120 меш (т.е. фракцию, собранную с помощью сита с отверстиями размером от 150 до 125 микрометров). Расчеты осуществляют следующим образом. Шарики распределяют на предметном стекле так, чтобы получился один слой, и рассматривают их под оптическим микроскопом. Используя перекрестие окуляра оптического микроскопа в качестве направляющей, считают аморфные или кристаллические, в зависимости от оптической прозрачности, шарики, располагающиеся вдоль прямой линии. Всего считают 500 шариков и процентный выход шариков аморфного материала определяют путем деления количества аморфных шариков на общее количество шариков.
По результатам ДТА вещество классифицируют как аморфное, если соответствующая кривая ДТА отражает экзотермическое событие кристаллизации (Тx). Если такая кривая отражает эндотермическое событие (Тg) при температуре ниже Тx, то считают, что вещество состоит из стеклофазы. Если кривая ДТА не отражает таких событий, считают, что вещество содержит кристаллические фазы.
Дифференциальный термический анализ (ДТА) можно проводить следующим образом. Для ДТА (проводимого на таком инструменте, как полученный от Netzsch Instruments, Селб, Германия под торговым наименованием "NETZSCH STA 409 DTA/TGA") используют фракцию с размерами -140+170 меш (т.е. фракцию, собранную с помощью сита с отверстиями размером от 105 до 90 микрометров). Определенное количество каждого анализируемого образца (обычно приблизительно 400 миллиграмм (мг)) помещают в прободержатель из Al2O3 объемом 100 микролитров. Каждый образец нагревают в неподвижном воздухе со скоростью 10°С/минуту от комнатной температуры (приблизительно 25°С) до 1100°С.
С помощью рентгеновской порошковой дифрактометрии (XRD) (проводимой на рентгеновском дифрактометре, например, "PHILLIPS XRG 3100" от Phillips, Махвах, шт. Нью-Джерси, при испускании медью излучения Кα1 с длиной волны 1,54050 Ангстрем) фазы, присутствующие в веществе, можно идентифицировать путем сравнения пиков на кривой XRD, полученной для кристаллизованного материала, с базами данных, опубликованными Международным центром дифракционных данных (International Center for Diffraction Data), по диаграммам XRD, полученным для кристаллических фаз, предоставленных Объединенным комитетом по стандартам порошковой дифракции (JCPDS - Joint Committee on Powder Diffraction Standards). Кроме того, XRD можно использовать для качественного определения типов фаз. Наличие широкого смазанного пика интенсивности указывает на аморфную природу материала. Наличие и широкого пика, и четко выраженных пиков указывает на присутствие кристаллического материала в аморфной основе.
Размер образовавшегося вначале аморфного материала или керамики (включая стекло до кристаллизации) может быть больше заданного. Аморфный материал или керамику можно превратить в более мелкие частицы с помощью известных в данной области способов дробления и/или измельчения, включая дробление на валковой дробилке, стержневого измельчения, дробление на щековой дробилке, молотовое измельчение, шариковое измельчение, размол на струйной мельнице, ударное дробление и т.д. В некоторых случаях желательно, чтобы стадий дробления было две или более. Например, частицы полученной (отвержденной) керамики могут быть более крупными, чем заданные. Первая стадия дробления может включать размалывание этих относительно больших масс или "кусков" с получением более маленьких частиц. Данные куски можно размалывать с помощью молотковой дробилки, ударной дробилки или щековой дробилки. Полученные более мелкие частицы могут быть впоследствии раздроблены с получением частиц с заданным распределением по размеру. Иногда для получения частиц с заданным распределением по размеру (называемым также размер или сорт зерна) нужно несколько стадий дробления. Как правило, условия дробления оптимизируют так, чтобы получить частицы с заданной (заданными) формой (формами) и с заданным распределением по размеру. Полученные частицы, не соответствующие заданному размеру, можно подвергнуть повторному дроблению, если они слишком большие, или их можно повторно использовать как сырье для переплавки, если они слишком маленькие.
Форма керамики (включая стекло до кристаллизации) может зависеть, например, от состава и/или микроструктуры керамики, конфигурации контейнера, в котором ее охлаждают, и способа дробления (т.е. используемого способа дробления). Как правило, если предпочтительна "глыбообразная" форма, для ее получения используется больше энергии. Наоборот, если предпочтительна "заостренная" форма, для ее получения используется больше энергии. Для получения разных заданных форм можно также использовать разные способы дробления. Среднее отношение высоты профиля к ширине может находиться в интервале от 1:1 до 5:1, обычно от 1,25:1 до 3:1 и предпочтительно от 1,5:1 до 2,5:1.
В объем настоящего изобретения также входит непосредственное получение керамики (включая стекло до кристаллизации) заданной формы. Например, керамику (включая стекло до кристаллизации) можно получать (в том числе формовать), выливая или отливая расплав в форму.
В объем настоящего изобретения также входит изготовление керамики (включая стекло до кристаллизации) способом коалесценции. В процессе стадии коалесценции по существу из двух или более маленьких частиц образуется более крупное тело. Например, аморфный материал, включающий частицы (полученные, например, дроблением) (в том числе шарики и микросферы), волокна и др., может быть сформован в частицы более крупного размера. Например, керамику (включая стекло до кристаллизации) можно также получить путем нагревания, например, частиц, включающих аморфный материал, и/или волокон и др., до температуры, превышающей Тg, в результате чего частицы и др. коалесцируют с образованием формы, и путем охлаждения полученной формы. Используемые для коалесценции температура и давление могут зависеть, например, от состава аморфного материала и требуемой плотности конечного продукта. Температура должна быть ниже температуры кристаллизации стекла, а для стекол - выше температуры стеклования. В некоторых вариантах осуществления настоящего изобретения нагревание проводят при по меньшей мере одной температуре, находящейся в интервале приблизительно от 850 до 1100°С (в некоторых вариантах осуществления настоящего изобретения предпочтительно от 900 до 1000°С). Как правило, для облегчения коалесценции аморфного материала ее проводят под давлением (например, от значения, превышающего ноль, до 1 ГПа или выше). В одном варианте осуществления настоящего изобретения партию частиц и др. помещают в форму и подвергают горячему прессованию при температуре, превышающей температуру стеклования, в результате образуется вязкий поток стекла, приводящий к коалесценции с получением относительно большого тела. Примеры традиционных способов коалесценции включают горячее прессование, горячее изостатическое прессование, горячее экструзионное прессование и т.д. Как правило, перед дальнейшей тепловой обработкой предпочтительно охладить полученное в результате коалесценции тело. После тепловой обработки при необходимости полученное в результате коалесценции тело можно раздробить на более мелкие частицы или частицы с заданным распределением по размеру.
В объем настоящего изобретения также входит дополнительная тепловая обработка для дальнейшего улучшения требуемых свойств материала. Например, для устранения остаточной пористости и увеличения плотности материала можно использовать горячее изостатическое прессование (например, при температуре приблизительно от 900 до 1400°С). Необязательно полученное в результате коалесценции изделие может быть подвергнуто тепловой обработке с получением стеклокерамики, кристаллической керамики или керамики, иным образом включающей кристаллическую керамику.
Коалесценцию аморфного материала и/или стеклокерамики (например, частиц) можно проводить с помощью ряда способов, включая спекание при повышенном или при нормальном давлении (например, спекание, плазменное спекание, горячее прессование, горячее изостатическое прессование (HIP), горячую ковку, горячее экструзионное прессование и др.).
Тепловую обработку можно проводить разными способами, включая известные в данной области способы тепловой обработки стекла с получением стеклокерамики. Например, материал можно подвергать тепловой обработке порциями, используя резистивные, индукционные или газовые печи. Альтернативно можно проводить, например, тепловую обработку непрерывного потока материала, используя ротационные обжиговые печи. В случае применения ротационной обжиговой печи материал подают непосредственно в печь, в которой установлена повышенная температура. Время воздействия повышенной температуры может изменять от нескольких секунд (в некоторых вариантах осуществления настоящего изобретения даже менее 5 секунд) и нескольких минут до нескольких часов. Температура может находиться в интервале приблизительно от 900 до 1600°С, обычно от 1200 до 1500°С. В объем настоящего изобретения также входит проведение тепловой обработки материала с использованием периодического процесса (например, для обеспечения зарождения кристаллов) либо непрерывного процесса (например, для обеспечения роста кристаллов и для достижения заданной плотности). На стадии зарождения кристаллов температура обычно изменяется приблизительно от 900 до 1100°С, в некоторых вариантах осуществления настоящего изобретения приблизительно от 925 до 1050°С. Подобным образом на стадии достижения заданной плотности температура обычно изменяется приблизительно от 1100 до 1600°С, в некоторых вариантах осуществления настоящего изобретения предпочтительно от 1200 до 1500°С. Данную тепловую обработку можно проводить, например, подавая материал непосредственно в печь при повышенной температуре. Альтернативно, например, материал можно подавать в печь при гораздо более низкой температуре (например, при комнатной температуре) и затем нагревать до заданной температуры с предварительно установленной скоростью. В объем настоящего изобретения также входит проведение тепловой обработки в атмосфере, отличающейся от воздуха. В некоторых случаях может быть даже желательно проводить тепловую обработку в восстанавливающей(их) атмосфере(ах). Кроме того, например, может быть желательно проводить тепловую обработку под давлением газа, как в случае гидростата для горячего прессования или в случае газовой печи под давлением. В объем настоящего изобретения также входит превращение (например, путем дробления) полученного изделия или изделия, подвергнутого тепловой обработке, в частицы (например, в абразивные частицы).
Аморфный материал подвергают тепловой обработке для того, чтобы вызвать, по меньшей мере, частичную кристаллизацию с образованием стеклокерамики. Тепловая обработка некоторых стекол, приводящая к образованию стеклокерамики, хорошо известна в данной области. Для ряда стекол известны условия нагревания, приводящие к зарождению кристаллов и образованию стеклокерамики. Альтернативно специалист в данной области может определить соответствующие условия, исходя из анализа изотермического превращения (ТТТ) стекла с помощью известных в данной области способов. Специалист в данной области после прочтения описания настоящего изобретения сможет построить кривые ТТТ для стекол, полученных в соответствии с настоящим изобретением, и определить подходящие условия для зарождения и/или роста кристаллов с образованием керамики в соответствии с настоящим изобретением.
Как правило, стеклокерамика прочнее аморфного материала, из которого ее получают. Следовательно, прочность материала можно корректировать, например, изменяя степень превращения аморфного материала в кристаллическую(ие) керамическую(ие) фазу(ы). Альтернативно или в добавление к вышесказанному на прочность материала может влиять, например, количество центров кристаллизации, которые также могут влиять на число и размер кристаллов кристаллической(их) фазы(фаз). Дополнительные подробности, относящиеся к получению стеклокерамики, можно найти, например, в Glass-Ceramics (Стеклокерамика), Р.W.McMillan, Academic Press, Inc., 2-е издание, 1979.
Например, в процессе тепловой обработки типовых аморфных материалов, приводящей к образованию стеклокерамики согласно настоящему изобретению, образование таких фаз, как La2Zr2O7, и в случае присутствия ZrO2, кубического/тетрагонального ZrO2, в некоторых случаях моноклинического ZrO2 наблюдалось при температуре, превышающей приблизительно 900°С. Хотя теоретическое основание отсутствует, полагают, что фазы, содержащие цирконий, первыми кристаллизуются из аморфного материала. Предположительно образование фаз Al2O3, ReAlO3 (где Re обозначает катион по меньшей мере одного редкоземельного металла), ReAl11O18, Re3Al5O12, Y3Al5O12 и др., как правило, происходит при температуре, превышающей приблизительно 925°С. Как правило, порядок размера кристаллов в процессе стадии нуклеации измеряется нанометрами. Например, наблюдалось образование кристаллов размером 10-15 нанометров. По меньшей мере в некоторых вариантах осуществления настоящего изобретения тепловая обработка приблизительно при 1300°С в течение приблизительно 1 часа обеспечивает полную кристаллизацию. Как правило, время тепловой обработки для каждой из стадий зарождения и роста кристаллов может изменять от нескольких секунд (в некоторых вариантах осуществления настоящего изобретения даже менее 5 секунд) и нескольких минут до часа и более.
Размер полученных кристаллов, как правило, можно регулировать, по меньшей мере частично, изменяясь время и/или температуру нуклеации и/или кристаллизации. Хотя, как правило, предпочтительно иметь мелкие кристаллы (например, порядок размера которых не превышает микрометра или даже нанометра), может быть получена стеклокерамика в соответствии с настоящим изобретением, содержащая кристаллы более крупных размеров (например, не менее 1-10 микрометров, не менее 10-25 микрометров, не менее 50-100 микрометров или даже более 100 микрометров). Хотя теоретическое основание отсутствует, в данной области принято считать, что чем меньше размер кристаллов (при одинаковой плотности), тем лучше механические свойства (например, твердость и прочность) керамики.
Примеры кристаллических фаз, которые могут присутствовать в вариантах стеклокерамики согласно осуществлению настоящего изобретения, включают Al2O3 (например, α-Al2O3), Y2О3, REO, HfO2, ZrO2 (например, кубический ZrO2 и тетрагональный ZrO2), ВаО, СаО, Cr2O3, СоО, Fe2О3, GeO2, Li2O, MgO, MnO, NiO, Na2O, Р2O5, Sc2O3, SiO2, SrO, TeO2, TiO2, Y2О3, Y2O3, ZnO, "комплексные оксиды металлов" (включая "комплекс Al2O3-оксид металла (например, комплекс Al2O3-REO (например, ReAlO3 (например, GdAlO3, LaAlO3), ReAl11O18 (например, LaAl11O18) и Re3Al5O12 (например, Dy3Al5О12)), комплекс Al2O3-Y2О3 (например, Y3Al5О12) и комплекс ZrO2-REO (например, Re2Zr2O7 (например, La2Zr2O7))) и их сочетания.
В объем настоящего изобретения также входит замена части катионов иттрия и/или алюминия в комплексе Al2O3-оксид металла (например, комплекс Al2O3-Y2O3 (например, алюминат иттрия, обладающий структурой кристалла граната)) другими катионами. Например, часть катионов Al в комплексе Al2O3-Y2О3 может быть заменена по меньшей мере одним катионом элемента, выбранного из группы, состоящей из Cr, Ti, Sc, Fe, Mg, Ca, Si, Co и их сочетаний. Например, часть катионов Y в комплексе Al2O3-Y2О3 может быть заменена по меньшей мере одним катионом элемента, выбранного из группы, состоящей из Се, Dy, Er, Eu, Gd, Но, La, Lu, Nd, Pr, Sm, Th, Tm, Yb, Fe, Ti, Mn, V, Cr, Co, Mi, Cu, Mg, Ca, Sr и их сочетаний. Подобным образом в объем настоящего изобретения также входит замена части катионов алюминия в оксиде алюминия. Например, алюминий в оксиде алюминия можно заменить на Cr, Ti, Sc, Fe, Mg, Ca, Si и Со. Как описано выше, замена катионов может влиять на свойства (например, твердость, ударная вязкость, прочность, теплопроводность и др.) сплавленного материала.
В объем настоящего изобретения также входит замена части катионов редкоземельного металла и/или алюминия в комплексе Al2О3-оксид металла (например, комплекс Al2O3-REO) другими катионами. Например, часть катионов Al в комплексе Al2O3-REO может быть заменена по меньшей мере одним катионом элемента, выбранного из группы, состоящей из Cr, Ti, Sc, Fe, Mg, Ca, Si, Co и их сочетаний. Например, часть катионов Y в комплексе Al2O3-REO может быть заменена по меньшей мере одним катионом элемента, выбранного из группы, состоящей из Y, Fe, Ti, Mn, V, Cr, Co, Ni, Cu, Mg, Ca, Sr и их сочетаний. Подобным образом, в объем настоящего изобретения также входит замена части катионов алюминия в оксиде алюминия. Например, алюминий в оксиде алюминия можно заменить на Cr, Ti, Sc, Fe, Mg, Ca, Si и Со. Как описано выше, замена катионов может влиять на свойства (например, твердость, ударная вязкость, прочность, теплопроводность и др.) сплавленного материала.
Средний размер кристалла можно определить с помощью способа пересекающихся линий в соответствии со стандартом ASTM Е 112-96 "Стандартные аналитические способы определения среднего размера зерна". Образец устанавливают в базовой смоле (например, в смоле с торговым наименованием "TRANSOPTIC POWDER" от Buehler, Лейк-Блафф, Иллинойс), имеющем, как правило, форму цилиндра с диаметром приблизительно 2,5 см и высотой приблизительно 1,9 см. Установленный фрагмент подготавливают, используя традиционные способы полирования с применением полировального приспособления (аналогичное полученному от Buehler, Лейк-Блафф, Иллинойс, под торговым наименованием "ЕСОМЕТ 3"). Образец полируют 3 минуты алмазным шлифовальным кругом и затем 5 минут полируют каждой из взвесей, содержащих частицы размером 45, 30, 15, 9, 3 и 1 микрометр. Закрепленный и отполированный образец металлизируют тонким слоем сплава золота с палладием и наблюдают с помощью сканирующего электронного микроскопа (такого как JEOL SEM, модель JSM 840 A). Средний размер кристалла определяют с помощью обычной микрофотографии микроструктуры образца, полученной с помощью электронного микроскопа с обратным рассеянием (BSE - back-scattered electron micrograph), следующим образом. Считают число кристаллов, приходящихся на единицу длины (NL) произвольной прямой линии, проведенной через микрофотографию. Средний размер кристалла определяют, исходя из данного числа, по приведенному ниже уравнению.

где NL обозначает число кристаллов, приходящихся на единицу длины, а М обозначает увеличение микрофотографии.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую альфа оксид алюминия, у которого по меньшей мере один средний размер кристалла не превышает 150 нанометров.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую альфа оксид алюминия, где по меньшей мере 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно 95 или даже 100) процентов от количества альфа оксида алюминия, присутствующего в такой порции, находится в виде кристаллов, размеры которых не превышают 200 нанометров.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую альфа Al2O3, кристаллический ZrO2 и первый комплекс Al2O3-Y2O3, где по меньшей мере один из альфа Al2O3, кристаллического ZrO2 или первого комплекса Al2О3-Y2О3 находится в виде кристаллов, средний размер которых не превышает 150 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала второй, отличный от первого, комплекс Al2O3-Y2О3. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2О3-REO.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую первый комплекс Al2O3-Y2О3, второй, отличный от первого, комплекс Al2О3-Y2О3 и кристаллический ZrO2, где по меньшей мере один из первого комплекса Al2O3-Y2О3, второго комплекса Al2O3-Y2О3 или кристаллического ZrO2 по меньшей мере на 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно на 95 или даже 100) процентов состоит из кристаллов, размеры которых не превышают 200 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала второй, отличный от первого, комплекс Al2O3-Y2O3. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2О3-REO.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую альфа Al2O3, кристаллический ZrO2 и первый комплекс Al2О3-REO, где по меньшей мере один из альфа Al2O3, кристаллического ZrO2 или первого комплекса Al2O3-REO, кристаллы которого в среднем по размеру не превышают 150 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала второй, отличный от первого, комплекс Al2O3-REO. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2O3-Y2О3.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую первый комплекс Al2O3-REO, второй, отличный от первого, комплекс Al2O3-REO и кристаллический ZrO2, где по меньшей мере один из первого комплекса Al2O3-REO, второго комплекса Al2O3-REO или кристаллического ZrO2 по меньшей мере на 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно на 95 или даже 100) процентов состоит из кристаллов, размеры которых не превышают 200 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2O3-Y2О3.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую первый комплекс Al2O3-Y2O3, второй, отличный от первого, комплекс Al2O3-Y2O3 и кристаллический ZrO2, где по меньшей мере один из первого комплекса Al2O3-Y2О3, второго, отличного от первого, комплекса Al2О3-Y2О3 или кристаллического ZrO2, средний размер кристаллов которого не превышают 150 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала второй, отличный от первого, комплекс Al2O3-Y2О3. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2O3-REO.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую первый комплекс Al2O3-Y2О3, второй, отличный от первого, комплекс Al2O3-Y2О3 и кристаллический ZrO2, где по меньшей мере один из первого комплекса Al2O3-Y2О3, второго, отличного от первого, комплекса Al2O3-Y2О3 или кристаллического ZrO2 по меньшей мере на 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно на 95 или даже 100) процентов состоит из кристаллов, размеры которых не превышают 200 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2O3-REO.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую первый комплекс Al2O3-REO, второй, отличный от первого, комплекс Al2O3-REO и кристаллический ZrO2, где по меньшей мере один из первого комплекса Al2O3-REO, второго, отличного от первого, комплекса Al2O3-REO или кристаллического ZrO2 находится в виде кристаллов, средний размер которых не превышает 150 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала второй, отличный от первого, комплекс Al2O3-REO. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2O3-Y2О3.
Некоторые варианты осуществления настоящего изобретения включают стеклокерамику, содержащую первый комплекс Al2O3-REO, второй, отличный от первого, комплекс Al2O3-REO и кристаллический ZrO2, где по меньшей мере один из первого комплекса Al2O3-REO, второго, отличного от первого, комплекса Al2O3-REO или кристаллического ZrO2 по меньшей мере на 90 (в некоторых вариантах осуществления настоящего изобретения предпочтительно на 95 или даже 100) процентов состоит из кристаллов, размеры которых не превышают 200 нанометров. В некоторых вариантах осуществления настоящего изобретения предпочтительно, чтобы стеклокерамика дополнительно включала комплекс Al2O3-Y2О3.
В некоторых вариантах осуществления настоящего изобретения стеклокерамика в соответствии с настоящим изобретением по меньшей мере на 75, 80, 85, 90, 95, 97, 98, 99 или даже 100 процентов по объему состоит из кристаллов, где средний размер кристаллов составляет менее 1 микрометра. В некоторых вариантах осуществления настоящего изобретения содержание кристаллов в стеклокерамике в соответствии с настоящим изобретением составляет не более чем по меньшей мере 75, 80, 85, 90, 95, 97, 98, 99 или даже 100 объемных процентов, где средний размер кристаллов не превышает 0,5 микрометра. В некоторых вариантах осуществления настоящего изобретения содержание кристаллов в стеклокерамике в соответствии с настоящим изобретением составляет менее 75, 80, 85, 90, 95, 97, 98, 99 или даже 100 объемных процентов, где средний размер кристаллов не превышает 0,3 микрометра. В некоторых вариантах осуществления настоящего изобретения содержание кристаллов в стеклокерамике в соответствии с настоящим изобретением составляет менее чем по меньшей мере 75, 80, 85, 90, 95, 97, 98, 99 или даже 100 объемных процентов, где средний размер кристаллов не превышает 0,15 микрометра.
Кристаллы, полученные в результате тепловой обработки аморфного материала, приводящей к образованию вариантов стеклокерамики в соответствии с настоящим изобретением, могут иметь равноосную, столбчатую или сплюснутую плоскую конфигурацию.
Абразивные частицы в соответствии с настоящим изобретением имеют плотность, составляющую не менее 85, 90, 92, 95, 96, 97, 98, 99, 99,5 или даже 100% от теоретической плотности.
Среднюю твердость материала настоящего изобретения можно определить следующим образом. Фрагменты образца устанавливают в базовой смоле (например, в смоле с торговым наименованием "TRANSOPTIC POWDER" от Buehler, Лейк-Блафф, шт. Иллинойс), имеющем, как правило, форму цилиндра с диаметром приблизительно 2,5 см и высотой приблизительно 1,9 см. Установленный фрагмент подготавливают, используя традиционные способы полирования с применением полировального приспособления (аналогичное поставленному Buehler, Лейк-Блафф, шт. Иллинойс, под торговым наименованием "ЕСОМЕТ 3"). Образец полируют приблизительно 3 минуты алмазным шлифовальным кругом и затем 5 минут полируют каждой из взвесей, содержащих частицы размером 45, 30, 15, 9, 3 и 1 микрометра. Микротвердость измеряют с помощью обычного прибора для определения микротвердости (аналогичный поставленному Mitutoyo Corporation, Токио, Япония, под торговым наименованием "MITUTOYO MVK-VL"), оборудованного индентором Викерса, при усилии вдавливания 100 грамм. Микротвердость измеряют в соответствии с рекомендациями, предложенными ASTM Test Method E384 Test Methods for Microhardness of Materials (1991).
Средняя твердость абразивных частиц в соответствии с настоящим изобретением составляет по меньшей мере 15 ГПа, в некоторых вариантах осуществления настоящего изобретения по меньшей мере 16 ГПа, по меньшей мере 17 ГПа или даже по меньшей мере 18 ГПа.
Другие подробности, касающиеся аморфных материалов и стеклокерамики, в том числе их получения, применения и свойств, можно найти в заявках США, имеющих серийные номера 09/922526, 09/922527 и 09/922530, поданных 2 августа 2001 г., и серийные номера 10/211598, 10/211630, 10/211639, 10/211034, 10/211044, 10/211628, 10/211640 и 10/211684, поданных одновременно с настоящей заявкой.
Абразивные частицы в соответствии с настоящим изобретением, как правило, включают кристаллическую керамику (в некоторых вариантах осуществления настоящего изобретения предпочтительно по меньшей мере 75, 80, 85, 90, 91, 92, 93, 94, 95, 96, 97, 98, 99, 99,5 или даже 100 объемных процентов) кристаллической керамики.
Абразивные частицы в соответствии с настоящим изобретением могут быть пропущены через сито и отсортированы с помощью хорошо известных в данной области способов, с использованием известных в промышленности классификационных стандартов, таких как стандарты ANSI (Американского национального института стандартов), стандарты FEPA (Федерации европейских производителей абразивных изделий) и JIS (Японские промышленные стандарты). Размеры абразивных частиц в соответствии с настоящим изобретением могут находиться в широком интервале, как правило, изменяясь приблизительно от 0,1 до 5000 микрометров, более часто приблизительно от 1 до 2000 микрометров; предпочтительно приблизительно от 5 до 1500 микрометров, более предпочтительно приблизительно от 100 до 1500 микрометров.
Классификационные разряды ANSI включают: ANSI 4, ANSI 6, ANSI 8, ANSI 16, ANSI 24, ANSI 36, ANSI 40, ANSI 50, ANSI 60, ANSI 80, ANSI 100, ANSI 120, ANSI 150, ANSI 180, ANSI 220, ANSI 240, ANSI 280, ANSI 320, ANSI 360, ANSI 400 и ANSI 600. Предпочтительными разрядами ANSI для абразивных частиц в соответствии с настоящим изобретением являются ANSI 8-220. Классификационные разряды FEPA включают Р8, Р12, Р16, Р24, Р36, Р40, Р50, Р60, Р80, Р100, Р120, Р150, Р180, Р220, Р320, Р400, Р500, Р600, Р800, Р1000 и Р1200. Предпочтительными разрядами FEPA для абразивных частиц в соответствии с настоящим изобретением являются Р12-Р220. Классификационные разряды JIS включают JIS 8, JIS 12, JIS 16, JIS 24, JIS 36, JIS 46, JIS 54, JIS 60, JIS 80, JIS 100, JIS 150, JIS 180, JIS 220, JIS 240, JIS 280, JIS 320, JIS 360, JIS 400, JIS 600, JIS 800, JIS 1000, JIS 1500, JIS 2500, JIS 4000, JIS 6000, JIS 8000 и JIS 10000. Предпочтительными разрядами JIS для абразивных частиц в соответствии с настоящим изобретением являются JIS 8-220.
После дробления и сортировки, как правило, получают абразивные частицы, имеющие разное распределение по размеру или относящиеся к разным разрядам. Полученные совокупности разрядов могут не соответствовать потребностям производителя или поставщика в данное конкретное время. С целью сокращения до минимума товарно-материальных запасов не пользующиеся спросом фракции можно повторно использовать в расплаве для получения аморфного материала. Повторное использование осуществляют после стадии дробления, где частицы присутствуют в виде крупных комков или более маленьких кусков (иногда называемых "мелкие"), которые не имеют конкретного распределения по размеру.
В другом аспекте настоящее изобретение предоставляет способ получения абразивных частиц, который включает тепловую обработку аморфного материала (например, стекла), содержащего частицы, в результате которой по меньшей мере часть аморфного материала превращается в стеклокерамику с получением абразивных частиц, содержащих стеклокерамику. В другом примере осуществления настоящего изобретения представлен способ получения абразивных частиц, содержащих стеклокерамику, который включает тепловую обработку аморфного материала, в результате которой по меньшей мере часть аморфного материала превращается в стеклокерамику, и дробление полученного после тепловой обработки материала с получением абразивных частиц. При дроблении стекла получаются более острые частицы, чем при дроблении в значительной степени кристаллизованной стеклокерамики или кристаллического материала.
В другом аспекте настоящее изобретение предоставляет аггломератные абразивные зерна, каждое из которых содержит совокупность абразивных частиц в соответствии с настоящим изобретением, удерживаемых вместе связующим. В другом аспекте настоящее изобретение предоставляет абразивное изделие (например, абразивные изделия с покрытием, абразивные изделия со связующим (включая шлифовальные круги со стекловидным, смоловидным и металлическим связующим, отрезные круги, шлифовальные головки и хонинговальные бруски), абразивные изделия на нетканой основе и абразивные щетки), включающее связующее и совокупность абразивных частиц, которые (в том числе аггломерированные абразивные частицы) по меньшей мере отчасти представляют собой частицы в соответствии с настоящим изобретением. Способы получения и применения таких абразивных изделий известны специалистам в данной области техники. Кроме того, абразивные частицы в соответствии с настоящим изобретением можно использовать в способах шлифования с применением абразивных частиц, например, с применением взвесей шлифующих соединений (например, полирующих соединений), измельчения, струи дроби, вибрационной мельницы и т.д.
Абразивные изделия с покрытием, как правило, включают основу, абразивные частицы и по меньшей мере одно связующее, удерживающее абразивные частицы на основе. Основой может служить любой подходящий материал, в том числе ткань, полимерная пленка, волокнистая масса, нетканые материалы, бумага, их сочетания и модифицированные варианты. В качестве связующего можно использовать любое связующее, в том числе неорганическое или органическое связующее (включая термически отвержденные смолы и смолы, отвержденные излучением). Абразивные частицы могут присутствовать в одном слое или в двух слоях абразивного изделия с покрытием.
Пример абразивного изделия с покрытием в соответствии с настоящим изобретением изображен на Фиг.1. В соответствии с данным чертежом абразивное изделие в соответствии с настоящим изобретением с покрытием 1 состоит из основы (подложки) 2 и абразивного слоя 3. Абразивный слой 3 включает абразивные частицы 4 в соответствии с настоящим изобретением, удерживаемые на основной поверхности подложки 2 образующим покрытием 5 и клеящим покрытием 6. В некоторых случаях используют сверхклеящее покрытие (не показано).
Абразивные изделия со связующим, как правило, включают формованную массу абразивных частиц, удерживаемых вместе органическим, металлическим или стеклоподобным связующим. Сформированным из этой массы изделием может быть, например, круг, такой как шлифовальный круг или отрезной круг. Диаметр шлифовальных кругов, как правило, изменяется приблизительно от 1 см до более 1 метра, диаметр отрезных кругов изменяется приблизительно от 1 см до более 80 см (более предпочтительно приблизительно от 3 до 50 см). Толщина отрезного круга обычно изменяется приблизительно от 0,5 мм до 5 см, чаще приблизительно от 0,5 мм до 2 см. Формованная масса также может находиться в виде, например, хонинговального бруска, сегмента, шлифовальной головки, диска (например, радиально-шлифовальная машина с двойным диском) или другой, традиционным образом скрепленной формы. Абразивные изделия со связующим обычно включают приблизительно 3-50 объемных % связующего материала, приблизительно 30-90 объемных % абразивных частиц (или смесей абразивных частиц), до 50 объемных % добавок (включая интенсификаторы шлифовки), до 70 объемных % пор по отношению к общему объему абразивного изделия со связующим.
Предпочтительной формой является шлифовальный круг. На Фиг.2 изображен шлифовальный круг 10 в соответствии с настоящим изобретением, который включает абразивные частицы 11 в соответствии с настоящим изобретением, сформованные в круг и закрепленные на втулке 12.
Абразивные изделия на нетканой основе, как правило, включают открытую пористую высокополимерную волокнистую структуру, где абразивные частицы в соответствии с настоящим изобретением распределены по всей структуре и удерживаются в ней органическим связующим. Примеры волокон включают полиэфирные волокна, полиамидные волокна и полиарамидные волокна. На Фиг.3 схематично изображено с увеличением 100х типичное абразивное изделие в соответствии с настоящим изобретением на нетканой основе. Такое абразивное изделие в соответствии с настоящим изобретением на нетканой основе включает в качестве основы волокнистую подложку 50, на которой абразивные частицы 52 в соответствии с настоящим изобретением удерживаются посредством связующего 54.
Используемые абразивные щетки включают щетки, имеющие совокупность щетинок, единых с основой (см., например, патенты США №5427595 (Pihl и др.), 5443906 (Pihl и др.), 5679067 (Johnson и др.) и 5903951 (lonta и др.)). Предпочтительно такие щетки получают путем формования под давлением смеси полимера и абразивных частиц.
Подходящие для получения абразивных изделий органические связующие включают термоотверждающиеся органические полимеры. Примеры подходящих термоотверждающихся органических полимеров включают фенольные смолы, мочевиноформальдегидные смолы, меламиноформальдегидные смолы, уретановые смолы, акрилатные смолы, полиэфирные смолы, аминопласты, имеющие боковые цепи с α,β-ненасыщенными карбонильными группами, эпоксидные смолы, уретаноакриловую смолу, алкидноакриловую смолу и их сочетания. Связующее и/или абразивное изделие могут включать такие добавки, как волокна, смазочные средства, увлажняющие средства, тиксотропные материалы, поверхностно-активные материалы, пигменты, красители, антистатические средства (например, сажу, оксид ванадия, графит и др.), связующие средства (например, силаны, титанаты, циркоалюминаты и др.), пластификаторы, суспендирующие средства и т.д. Количество данных необязательных добавок выбирают так, чтобы обеспечить требуемые свойства. Связующие средства могут улучшить сцепление с абразивными частицами и/или наполнителем. Связующее с химической точки зрения может быть термоотверждающимся, отверждающимся под действием излучения или отверждающимся под действием их сочетания. Другие подробности, касающиеся химических свойств связующих, можно найти в патентах США №4588419 (Caul и др.), 4751138 (Tumey и др.) и 5436063 (Follett и др.).
Что касается абразивов со стекловидным связующим, в данной области хорошо известны стекловидные связующие материалы, имеющие аморфную структуру и обычно находящиеся в твердом состоянии. В некоторых случаях стекловидное связующее вещество включает кристаллические фазы. Абразивные изделия в соответствии с настоящим изобретением со стекловидным связующим могут иметь форму круга (включая отрезные круги), хонинговального бруска, шлифовальной головки или другую обычную для абразива со связующим форму. Предпочтительным абразивным изделием в соответствии с настоящим изобретением со стекловидным связующим является шлифовальный круг.
Примеры оксидов металлов, использующихся для получения стекловидных связующих материалов, включают оксид кремния, силикаты, оксид алюминия, соду, оксид кальция, оксид калия, оксид титана, оксид железа, оксид цинка, оксид лития, оксид магния, оксид бора, силикат алюминия, боросиликатное стекло, силикат лития алюминия, их сочетания и т.д. Как правило, для получения стекловидных связующих материалов можно использовать смеси, содержащие от 10 до 100% стеклообразной фритты, хотя чаще используют смеси, содержащие от 20 до 80% стеклообразной фритты или от 30 до 70% стеклообразной фритты. Остальная часть стекловидного связующего материала - отличный от фритты материал. Альтернативно для получения стекловидного связующего можно использовать смесь, не содержащую фритты. Как правило, стекловидные связующие материалы выдерживают при температуре в интервале приблизительно от 700 до 1500°С, обычно в интервале приблизительно от 800 до 1300°С, иногда в интервале приблизительно от 900 до 1200°С или даже в интервале приблизительно от 950 до 1100°С. Истинная температура, при которой связующее вызревает, зависит, например, от химического состава конкретного связующего.
Предпочтительные стекловидные связующие материалы могут включать материалы, содержащие оксид кремния, оксид алюминия (желательно по меньшей мере 10 мас.% оксида алюминия) и оксид бора (желательно по меньшей мере 10 мас.% оксида бора). В большинстве случаев стекловидный связующий материал дополнительно включает оксид(ы) щелочного(ых) металла(ов) (например, Na2O и K2O) (в некоторых случаях по меньшей мере 10 мас.% оксида(ов) щелочного(ых) металла(ов)).
Связующие материалы также могут содержать наполнители или интенсификаторы шлифовки, как правило, в виде зернистого материала. Зернистые материалы обычно представляют собой неорганические материалы. Примеры используемых в данном изобретении наполнителей включают карбонаты металлов (например, карбонат кальция (например, мел, известковый шпат, известковую глину, белый известняк, мрамор и известняк), карбонат кальция магния, карбонат натрия, карбонат магния), оксид кремния (например, кварц, стеклянные шарики, полые стеклянные шарики и стекловолокна), силикаты (например, тальк, глины (монтмориллонит), полевой шпат, слюду, силикат кальция, метасиликат кальция, алюмосиликат натрия, силикат натрия), сульфаты металлов (например, сульфат кальция, сульфат бария, сульфат натрия, сульфат алюминия натрия, сульфат алюминия), гипс, вермикулит, древесную муку, тригидрат алюминия, сажу, оксиды металлов (например, оксид кальция (жженая известь), оксид алюминия, диоксид титана) и сульфиты металлов (например, сульфит кальция).
Как правило, добавление интенсификатора шлифования увеличивает срок службы абразивного изделия. Интенсификатор шлифования представляет собой материал, который оказывает существенное влияние на химические и физические процессы шлифования, улучшая эксплуатационные характеристики. Хотя теоретическое основание отсутствует, считается, что интенсификатор(ы) шлифования (а) уменьшают трение между абразивными частицами и обрабатываемым объектом, подлежащим шлифованию, (b) предотвращают "закупоривание" абразивных частиц (т.е. предохраняют металлические частицы от сваривания на верхушках абразивных частиц) или по меньшей мере уменьшают тенденцию к образованию налета на верхнем участке абразивной частицы, (с) уменьшают температуру на границе соприкосновения абразивных частиц и обрабатываемого объекта или (d) уменьшают шлифующие усилия.
Интенсификаторы шлифования охватывают большой ряд различных материалов и по своей основе могут быть неорганическими или органическими. Примеры интенсификаторов шлифования включают такие классы химических соединений, как воски, органические галогеносодержащие соединения, соли галогенводородных кислот, а также металлы и их сплавы. Как правило, органические галогеносодержащие соединения разрушаются в процессе шлифования с высвобождением галогеноводородной кислоты или газообразного галогенида.
Примеры таких веществ включают хлорированные воски, например, тетрахлорнафталин, пентахлорнафталин и поливинилхлорид. Примеры солей галогенводородных кислот включают хлорид натрия, калиевый криолит, натриевый криолит, аммониевый криолит, тетрафторборат калия, тетрафторборат натрия, фториды кремния, хлорид калия и хлорид магния. Примеры металлов включают олово, свинец, висмут, кобальт, сурьму, кадмий и сплав железа с титаном. Прочие интенсификаторы шлифования включают серу, серосодержащие органические соединения, графит и сульфиды металлов. В объем настоящего изобретение также входит применение сочетания разных интенсификаторов шлифования, которые в некоторых случаях могут иметь синергическое действие. Предпочтительным интенсификатором шлифования является криолит; наиболее предпочтительным интенсификатором шлифования является тетрафторборат калия.
Интенсификаторы шлифования, в частности, могут использоваться в абразивных изделиях с покрытием и со связующим. В абразивных изделиях с покрытием интенсификатор шлифования обычно находится в сверхпокрывающем связующем слое, нанесенном на поверхность абразивных частиц. Однако иногда интенсификатор добавляют к покрывающему связующему слою. Как правило, количество интенсификатора шлифования, содержащегося в абразивных изделиях с покрытием, составляет приблизительно 50-300 г/м2 (предпочтительно приблизительно 80-160 г/м2). В абразивных изделиях со стекловидным связующим интенсификатор шлифования, как правило, заполняет поры изделия.
Абразивные изделия могут содержать 100% абразивных частиц в соответствии с настоящим изобретением или смеси таких абразивных частиц с другими абразивными частицами и/или с разбавляющими частицами. Однако абразивные частицы в соответствии с настоящим изобретением должны составлять по меньшей мере 2 мас.%, предпочтительно по меньшей мере 5 мас.% и более предпочтительно приблизительно 30-100 мас.% от количества абразивных частиц, присутствующих в абразивном изделии. В некоторых случаях абразивные частицы в соответствии с настоящим изобретением могут быть смешаны с другими абразивными частицами и/или с разбавляющими частицами в отношении, находящемся в интервале от 5 до 75 мас.%, приблизительно от 25 до 75 мас.%, приблизительно 40 до 60% мас. или приблизительно 50/50 мас.% (т.е. в равных количествах по массе). Примеры подходящих традиционных абразивных частиц включают сплавленный оксид алюминия (в том числе белый сплавленный оксид алюминия, подвергнутый тепловой обработке оксид алюминия и коричневый оксид алюминия), карбид кремния, карбид бора, карбид титана, алмаз, кубический нитрид бора, гранат, сплавленный оксид алюминия циркония, абразивные частицы, полученные с помощью золь-гелевой технологии и т.д. Абразивные частицы, полученные с помощью золь-гелевой технологии, могут быть как отсортированными, так и неотсортированными. Подобным образом абразивные частицы, полученные с помощью золь-гелевой технологии, могут иметь произвольную форму или свойственную для них форму, например, стержня или трехгранника. Примеры абразивных частиц, полученных с помощью золь-гелевой технологии, включают частицы, описанные в патентах США №4314827 (Leitheiser и др.), 4518397 (Leitheiser и др.), 4623364 (Cottringer и др.), 4744802 (Schwabel), 4770671 (Monroe и др.), 4881951 (Wood и др.), 5011508 (Wald и др.), 5090968 (Pellow), 5139978 (Wood), 5201916 (Berg и др.), 5227104 (Bauer), 5366523 (Rowenhorst и др.), 5429647 (Larmie), 5498269 (Larmie) и 5551963 (Larmie). Дополнительную подробную информацию, касающуюся спеченных абразивных частиц из оксида алюминия, полученных с использованием в качестве сырьевого материала порошкообразных оксидов алюминия, можно найти, например, в патентах США №5259147 (Falz), 5593467 (Monroe) и 5665127 (Moltgen). Дополнительную подробную информацию, касающуюся сплавленных абразивных частиц, можно найти, например, в патентах США №1161620 (Coulter), 1192709 (Tone), 1247337 (Saunders и др.), 1268533 (Alien), 2424645 (Baumann и др.), 3891408 (Rowse и др.), 3781172 (Pett и др.), 3893826 (Quinan и др.), 4126429 (Watson), 4457767 (Poon и др.), 5023212 (Dubots и др.), 5143522 (Gibson и др.) и 5336280 (Dubots и др.), а также в заявках США, имеющих серийные номера 09/495978, 09/496422, 09/496638 и 09/496713, каждая из которых подана 2 февраля 2000 г., и 09/618876, 09/618879, 09/619106, 09/619191, 09/619192, 09/619215, 09/619289, 09/619563, 09/619729, 09/619744 и 09/620262, каждая из которых подана 19 июля 2000 г., и 09/772730, поданная 30 января 2001 г. В некоторых случаях абразивные изделия, содержащие смеси абразивных частиц, имеют улучшенные характеристики шлифования по сравнению с абразивными изделиями, содержащими один тип абразивных частиц.
Если имеет место смесь абразивных частиц, то типы образующих ее частиц могут иметь одинаковый размер. Альтернативно типы абразивных частиц могут иметь разный размер частиц. Например, абразивные частицы в соответствии с настоящим изобретением могут быть более крупными, а абразивные частицы другого типа более мелкими. И наоборот, абразивные частицы в соответствии с настоящим изобретением, например, могут быть более мелкими, а абразивные частицы другого типа более крупными.
Примеры подходящих разбавляющих частиц включают мрамор, гипс, кремень, оксид кремния, оксид железа, алюмосиликат, стекло (включая полые стеклянные шарики и стеклянные шарики), пеноглинозем, шарики из оксида алюминия и разбавляющие агломераты. Абразивные частицы в соответствии с настоящим изобретением также могут быть объединены в абразивные агломераты или с абразивными агломератами. Абразивные агломератные частицы, как правило, включают совокупность абразивных частиц, связующее и, как вариант, добавки.
Связующим может быть органическое и/или неорганическое вещество. Абразивные агломераты могут иметь произвольную форму или свойственную им заданную форму. Форма может представлять собой брусок, цилиндр, пирамиду, конус, квадрат и т.д. Размер абразивных агломератных частиц, как правило, изменяется приблизительно от 100 до 5000 микрометров, обычно приблизительно от 250 до 2500 микрометров. Дополнительную подробную информацию, касающуюся абразивных агломератных частиц, можно найти, например, в патентах США №4311489 (Kressner), 4652275 (Bloecher и др.), 4799939 (Bloecher и др.), 5549962 (Holmes и др.) и 5975988 (Christianson), а также в заявках США, имеющих серийные номера 09/688444 и 09/688484, поданных 16 октября 2000 г.
Абразивные частицы могут быть однородно распределены в абразивном изделии, или они могут концентрироваться в определенных участках или фрагментах абразивного изделия. Например, абразив с покрытием может состоять из двух слоев абразивных частиц. Первый слой содержит абразивные частицы, отличные от абразивных частиц в соответствии с настоящим изобретением, а второй (внешний) слой содержит абразивные частицы в соответствии с настоящим изобретением. Подобным образом абразив со связующим может иметь две разные секции шлифовального круга. Внешняя секция, в отличие от внутренней, может включать абразивные частицы в соответствии с настоящим изобретением. Альтернативно абразивные частицы в соответствии с настоящим изобретением могут быть однородно распределены по всему абразивному изделию со связующим.
Дополнительную подробную информацию, касающуюся абразивных изделий с покрытием, можно найти, например, в патентах США №4734104 (Broberg), 4737163 (Larkey), 5203884 (Buchanan и др.), 5152917 (Pieper и др.), 5378251 (Culler и др.), 5417726 (Stout и др.), 5436063 (Follett и др.), 5496386 (Broberg и др.), 5609706 (Benedict и др.), 5520711 (Helmin), 5954844 (Law и др.), 5961674 (Gagliardi и др.) и 5975988 (Christinason). Дополнительную подробную информацию, касающуюся абразивных изделий со связующим, можно найти, например, в патентах США №4543107 (Rue), 4741743 (Narayanan и др.), 4800685 (Haynes и др.), 4898597 (Hay и др.), 4997461 (Markhoff-Matheny и др.), 5037453 (Narayanan и др.), 5110332 (Narayanan и др.) и 5863308 (Qi и др.). Дополнительную подробную информацию, касающуюся абразивных изделий со стекловидным связующим, можно найти, например, в патентах США №4543107 (Rue), 4898597 (Hay и др.), 4997461 (Markhoff-Matheny и др.), 5094672 (Giles Jr. и др.), 5118326 (Sheldon и др.), 5131926 (Sheldon и др.), 5203886 (Sheldon и др.), 5282875 (Wood и др.), 5738696 (Wu и др.) и 5863308 (Qi). Дополнительную подробную информацию, касающуюся абразивных изделий на нетканой основе, можно найти, например, в патенте США №2958593 (Hoover и др.).
Настоящее изобретение предоставляет способ шлифования поверхности, включающий приведение в контакт по меньшей мере одной абразивной частицы в соответствии с настоящим изобретением с поверхностью обрабатываемого изделия и перемещение по меньшей мере одного из элементов абразивной частицы или поверхности контакта, приводящее к шлифованию по меньшей мере части упомянутой поверхности абразивной частицей. Способы шлифования абразивными частицами в соответствии с настоящим изобретением изменяются от обдирного шлифования (т.е. удаления значительной части поверхности под высоким давлением) до полировки (например, полировки медицинских имплантатов абразивными ремнями с покрытием), причем в последнем способе, как правило, используются мелкие абразивные частицы (например, имеющие разряд менее ANSI 220, и более мелкие). Абразивные частицы также можно использовать для прецизионного шлифования, например, для шлифования кулачковых валов кругами со стекловидным связующим. Специалисты в данной области могут легко определить размер абразивных частиц, используемых для конкретного способа шлифования.
Шлифование абразивными частицами в соответствии с настоящим изобретением может быть сухим или влажным. Влажное шлифование можно проводить при подаче жидкости распылением или непрерывным потоком. Примеры традиционно используемых жидкостей включают воду, водорастворимое масло, органическую смазочную жидкость и эмульсии. Жидкость может служить для уменьшения тепла, образующегося при шлифовании, и/или может действовать как смазочное средство. Жидкость может содержать минорные количества таких добавок, как бактерицидные средства, противопенные средства и т.д.
Абразивные частицы в соответствии с настоящим изобретением можно использовать для шлифования таких обрабатываемых объектов, как алюминиево-металлические объекты, углеродистые стали, мягкие стали, инструментальные стали, нержавеющая сталь, закаленная сталь, титан, стекло, керамика, дерево, аналогичные дереву материалы, краска, окрашенные поверхности, поверхности, покрытые органическим материалом, и т.д. Приложенное усилие при шлифовании, как правило, изменяется приблизительно от 1 до 100 килограмм.
Преимущества и варианты осуществления данного изобретения далее иллюстрируются нижеследующими примерами, но конкретные материалы и их количества, приведенные в данных примерах, а также другие условия и подробности не следует рассматривать как чрезмерно ограничивающие данное изобретение. Все части и значения процентного содержания приведены в массовых долях, если не указано иначе. Если не оговорено иное, во всех примерах не содержится значительных количеств SiO2, В2О3, Р2O5, GeO2, TeO2, As2O3 и V2O5.
Примеры
Примеры 1-20
В полиэтиленовую емкость объемом 250 мл (диаметр 7,3 см) загружают 50 г смеси различных порошков (как показано ниже в Таблице 1, с источниками сырьевых материалов, приведенных в Таблице 2), 75 г изопропилового спирта и 200 г среды для размола оксида алюминия (цилиндрическая форма - как высота, так и диаметр равны 0,635 см; 99,9% оксид алюминия; получен от Coors, Golden, CO). Содержимое полиэтиленовой емкости размалывают в течение 16 часов при 60 оборотах в минуту (об/мин). После размола размалывающую среду удаляют и суспензию выливают в теплый (приблизительно 75°С) стеклянный поддон (PYREX) и сушат. Высушенную смесь просеивают через сито с 70 меш (размер отверстия 212 микрометров) с помощью красильной кисти.
После измельчения и просеивания смесь размолотых сырьевых частиц медленно подают (0,5 г/мин) в пламя водородно-кислородной горелки для плавления частиц. Горелка, используемая для плавления частиц, производящая в результате плавленые капли, представляет собой настольную горелку типа Bethlehem PM2D, модель В, поставляемую Bethlehem Apparatus Co., Хеллертаун, Пенсильвания. Скорости потока водорода и кислорода для горелки являются следующими. Для внутреннего кольца скорость потока водорода составляет 8 литров в минуту, а расход кислорода составляет 3,5 л/мин. Для внешнего кольца скорость потока водорода составляет 23 л/мин, а расход кислорода составляет 12 л/мин. Высушенные и отобранные по размеру частицы медленно подают (0,5 г/мин) в пламя горелки, которое плавит частицы и выносит их в 19-литровый (5-галлонный) цилиндрический контейнер (30 см в диаметре на 34 см высоты) с непрерывно циркулирующей турбулентной водой для быстрого гашения плавленых капель. Угол, под которым пламя входит в воду, составляет приблизительно 45°, а длина пламени от горелки до водной поверхности составляет приблизительно 18 сантиметров (см). Полученные плавленые и быстро погашенные частицы собирают и сушат при 110°С. Частицы являются сферическими по форме и различаются по размеру от нескольких микрометров (т.е. микрон) до 250 микрометров.
Процент выхода аморфного материала рассчитывают из полученных образованных в пламени шариков, используя фракцию размером -100+120 меш (т.е. фракцию, собранную между ситами с размерами отверстий 150 и 125 микрометров). Измерения проводят следующим образом. Единичный слой шариков распределяют на предметном стекле. Шарики наблюдают, используя оптический микроскоп. Применяя перекрестье окуляра оптического микроскопа в качестве направляющей, шарики, которые лежат вдоль прямой линии, считают аморфными или кристаллическими в зависимости от их оптической чистоты. Всего насчитывают 500 шариков, и процент выхода аморфного материала определяют по количеству аморфных шариков, разделенному на общее количество подсчитанных шариков.
Материалы, полученные в примерах 12-20, являются аморфными, как определяют визуальным наблюдением, но количественный анализ в соответствии с вышеуказанной методикой не проводят. Аморфный материал обычно является прозрачным вследствие отсутствия светорассеивающих центров, таких как границы кристаллов, в то время как кристаллические частицы имеют кристаллическую структуру и являются непрозрачными вследствие светорассеивающих эффектов.
Фазу смеси (стекловидная/аморфная/кристаллическая) определяют дифференциальным термическим анализом (ДТА), как описано ниже. Материал классифицируют как аморфный, если соответствующая кривая ДТА отражает событие экзотермической кристаллизации (Тx). Если та же кривая также отражает эндотермическое событие (Тg) при температуре ниже Тx, считают, что она состоит из стекловидной фазы. Если кривая ДТА не отражает таких событий, считают, что она содержит кристаллические фазы.
Дифференциальный термический анализ (ДТА) проводят следующим образом. Данные ДТА получают (используя прибор, полученный от Netzsch Instruments, Селб, Германия, под торговым наименованием "NETZSCH STA 409 DTA/TGA"), применяя фракцию с размером -140+170 меш (т.е. фракцию, собранную между ситами с размерами отверстий между 105 и 90 микрометров). Количество каждого просеянного образца, помещаемого в прободержатель из Al2О3 объемом 100 мкл, составляет приблизительно 400 миллиграмм. Каждый образец нагревают в статическом воздухе со скоростью 10°С/минуту от комнатной температуры (приблизительно 25°С) до 1100°С.
Как показано на Фиг.4, линия 123 представляет собой данные ДТА в графическом виде для материала примера 1. На линии 123 Фиг.4 имеет место эндотермическое событие при температуре приблизительно 872°С, о чем свидетельствует нисходящая кривая линии 123. Полагают, что данное событие происходит вследствие стеклования (Тg) стеклообразного материала. При температуре приблизительно 958°С наблюдают экзотермическое событие, о чем свидетельствует острый пик на линии 123. Полагают, что данное событие происходит вследствие кристаллизации (Тx) материала. Данные значения Тg и Тx для других образцов, кроме образцов примеров 15-20, представлены ниже в Таблице 1.

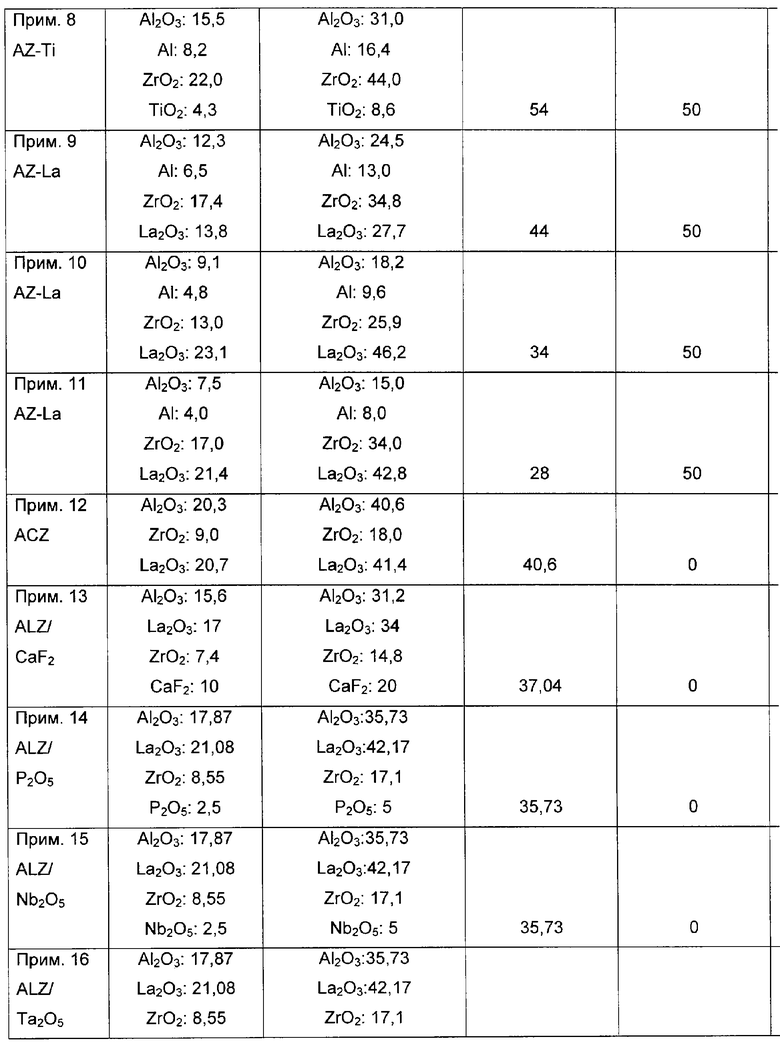

Пример 21
Примерно 25 грамм шариков из Примера 1 помещают в графитовую пресс-форму и подвергают горячей штамповке, используя одношнековое прессующее устройство (получено под торговым обозначением "HP-50", Thermal Technology Inc., Бри, шт. Калифорния). Горячую штамповку проводят в атмосфере аргона при давлении 13,8 мегапаскаля (МПа) (2000 фунтов на квадратный дюйм). Печь горячей штамповки нагревают в градиенте до 970°С при 25°С/мин. В результате получают диск диаметром 3,4 см и толщиной 0,6 см прозрачного объемного материала. ДТА исследование проводят, как описано в примере 1-20. На кривой представлено эндотермичское событие при температуре приблизительно 885°С, о чем свидетельствует нисходящее изменение на кривой. Полагают, что данное событие происходит вследствие стеклования (Тg) стеклообразного материала. При температуре приблизительно 928°С тот же материал дает экзотермическое событие, о чем свидетельствует острый пик на кривой. Полагают, что данное событие происходит вследствие кристаллизации (Тx) материала.
Пример 22
В полиэтиленовую емкость объемом 250 мл (диаметр 7,3 см) загружают 50 г следующей смеси: 19,3 г частиц оксида алюминия (получен от Alcoa Industrial Chemicals, Боксит, шт. Арканзас, под торговым обозначением A16SG), 9,5 г частиц оксида циркония (получен от Zirconia Sales, Inc. of Marietta, шт. Джорджия под торговым обозначением DK-2) и 21,2 грамма частиц оксида лантана (получен от Molycorp Inc., Маунтин Пасс, шт. Калифорния), 75 г изопропилового спирта и 200 г среды для размола оксида алюминия (цилиндрическая форма, как высота, так и диаметр равны 0,635 см; 99,9% оксид алюминия; получен от Coors, Голден, Колорадо). Содержимое полиэтиленовой емкости размалывают в течение 16 часов при 60 оборотах в минуту (об/мин). Соотношение оксида алюминия к оксиду циркония в исходном материале составляет 2:1, и оксид алюминия и оксид циркония совместно составляют приблизительно 58 мас.%. После размола размалывающую среду удаляют и суспензию выливают в теплый (приблизительно 75°С) стеклянный поддон (PYREX) и сушат. Высушенную смесь просеивают через сито с 70 меш (размер отверстия 212 микрометров) с помощью красильной кисти.
После измельчения и просеивания смесь размолотых сырьевых частиц медленно подают (0,5 г/мин) в пламя водородно-кислородной горелки для плавления частиц. Горелка, используемая для процесса плавления частиц, при котором образуются плавленые капли, представляет собой настольную горелку типа Bethlehem PM2D, Модель В, поставляемую Bethlehem Apparatus Co., Хеллертаун, Пенсильвания. Скорости потока водорода и кислорода для горелки являются следующими. Для внутреннего кольца расход водорода составляет 8 л/мин, а расход кислорода 3,5 л/мин. Для внешнего кольца расход водорода составляет 23 л/мин, а расход кислорода составляет 12 л/мин. Высушенные и отобранные по размеру частицы медленно подают (0,5 г/мин) в пламя горелки, которое плавит частицы и выносит их на наклонную поверхность из нержавеющей стали (приблизительно 51 см (20 дюймов)) под углом падения 45 градусов с холодной водой, текущей по поверхности (приблизительно 8 л/мин) для быстрого гашения плавленых капель. Полученные плавленые и погашенные частицы собирают и сушат при 110°С. Частицы являются сферическими по форме и различаются по размеру от нескольких микрометров (т.е. микрон) до 250 микрометров.
Впоследствии шарики, образованные в пламени, имеющие диаметры менее чем 125 микрометров, пропускают через плазменную пушку и осаждают на субстратах из нержавеющей стали следующим образом.
Четыре субстрата из нержавеющей стали 304 (с размерами 76,2 миллиметра (мм) ×25,4 мм ×3,175 мм) и два субстрата из углеродистой стали 1080 (76,2 мм ×25,4 мм ×1,15 мм) получают следующим образом. Стороны для покрытия обрабатывают песчаной струей, промывают в ультразвуковой бане и затем протирают дочиста изопропиловым спиртом. Четыре субстрата из нержавеющей стали и один из углеродистой стали 1080 помещают на расстоянии приблизительно 10 сантиметров (см) перед соплом плазменной пушки (получена под торговым обозначением "Praxair SG-100 Plasma Gun" от Praxair Surface Technologies, Конкорд, шт. Нью-Хэмпшир). Второй субстрат из углеродистой стали 1080 помещают на расстоянии 18 см перед соплом плазменной пушки. Покрытия, сделанные на вторых образцах из углеродистой стали 1080 на расстоянии 18 см перед соплом плазменной пушки, далее не характеризуют.
Плазменный блок имеет мощность, равную 40 кВт. Газ плазмы представляет аргон (50 фунтов на квадратный дюйм (фунт/кв. дюйм), 0,3 мегапаскаля (МПа) с гелием в качестве вспомогательного газа (150 фунт/кв. дюйм, 1 МПа). Шарики пропускают через плазменную пушку, используя аргон в качестве газа-носителя (50 фунт/кв. дюйм, 0,3 МПа), применяя компьютеризованный порошковый питатель Praxair, модель 1270 (получен от Praxair Surface Technologies, Конкорд, шт. Нью-Хэмпшир). Во время осаждения прикладывают напряжение приблизительно 40 вольт и силу тока приблизительно 900 ампер, а плазменную пушку панорамируют слева направо, вверх и вниз для ровного покрытия субстратов. Когда достигают желаемой толщины, плазменное распыление прекращают и образцы регенерируют. Субстрат 1080 из углеродистой стали изгибают, таким образом отделяя покрытие от субстрата, что приводит к свободно стоящему базовому материалу. Осажденный материал имеет размер z (толщину), равную приблизительно 1350 микрометров, как определяют, используя оптическую микроскопию.
Фазу смеси (стекловидная/аморфная/кристаллическая) определяют дифференциальным термическим анализом (ДТА), как описано ниже. Материал классифицируют как аморфный, если соответствующая кривая ДТА отражает событие экзотермической кристаллизации (Тх). Если та же кривая также отражает эндотермическое событие (Тg) при температуре ниже Тх, считают, что вещество состоит из стеклофазы. Если кривая ДТА не отражает таких событий, считают, что вещество содержит кристаллические фазы.
Дифференциальный термический анализ (ДТА) проводят, используя следующий способ. Данные ДТА получают (используя прибор, полученный от Netzsch Instruments, Селб, Германия, под торговым обозначением "NETZSCH STA 409 DTA/TGA"), применяя фракцию размером -140+170 меш (т.е. фракцию, собранную между ситами с размерами отверстий между 105 и 90 микрометрами). Количество каждого просеянного образца, помещаемого в прободержатель из Al2О3 объемом 100 мкл, составляет приблизительно 400 миллиграмм. Каждый образец нагревают в статическом воздухе при скорости 10°С/мин от комнатной температуры (приблизительно 25°С) до 1100°С.
Покрытый материал (на субстратах из нержавеющей стали 304) представляет эндотермическое событие при температуре приблизительно 880°С, о чем свидетельствует нисходящее изменение кривой записи. Полагают, что данное событие происходит вследствие стеклования (Тg) стеклообразного материала. Тот же материал проявляет экзотермическое событие при температуре приблизительно 931°С, о чем свидетельствует острый пик на кривой. Полагают, что данное событие происходит вследствие кристаллизации (Тх) материала. Таким образом, покрытый материал (на субстратах из нержавеющей стали 304) и свободно стоящий базовый материал являются стекловидными, как определено по записи ДТА.
Часть стекловидного свободно стоящего объемного материала далее подвергают тепловой обработке при 1300°С в течение 48 часов. Для определения присутствующих фаз применяют рентгеновскую дифракцию порошка РД (используя рентгеновский дифрактометр (получен под торговым обозначением "PHILLIPS XRG 3100" от Phillips, Махвах, шт. Нью-Джерси) с Кα1 излучением меди 1,54050 ангстрем)). Фазы определяют, сравнивая присутствующие пики в РД отображении кристаллизованного материала с рентгенограммами кристаллических фаз, представленных в базах данных JCPDS (Joint Committee on Powder Diffraction Standards), опубликованных Международным центром дифракционных данных. Полученный в результате кристаллический материал включает LaAlO3, Zr2O3 (кубический, тетрагональный), LaAl11O18 и переходные фазы Al2О3.
Еще одну часть стекловидного свободно стоящего объемного материала кристаллизуют при 1300°С в течение 1 часа в печи с электрическим нагревом (получена от CM Furnaces, Блумфилд, шт. Нью-Джерси, под торговым обозначением "Rapid Temp Furnace"). Кристаллизованное покрытие дробят молотком в частицы размером -30+35 меш (т.е. фракцию, собираемую между ситами с размером отверстий 600 и 500 микрометров). Частицы очищают от осколков промыванием в ультразвуковой ванне (получена от Cole-Parmer, Вернон Хилс, шт. Иллинойс, под торговым обозначением "8891") в течение 15 минут, сушат при 100°С и несколько частиц устанавливают на металлическом цилиндре (диаметром 3 см и высотой 2 см), используя углеродную ленту. Установленный образец покрывают напылением тонким слоем золота-палладия и наблюдают, используя JEOL сканирующую электронную микроскопию (СЭМ) (модель JSM 840A). Поверхность разлома является грубой, и в СЭМ не присутствовали кристаллы размером более 200 нанометров (нм) (Фиг.5).
Пример 23
Исходные частицы получают, как описано в примере 22, используя следующую 50-граммовую смесь: 21,5 грамм частиц оксида алюминия (получен от Alcoa Industrial Chemicals, Боксит, шт. Арканзас, под торговым обозначением A16SG), 9 грамм частиц оксида циркония (получен от Zirconia Sales, Inc. of Marietta, шт. Джорджия, под торговым обозначением DK-2) и 19,5 грамм частиц оксида церия (получен от Rhone-Poulence, Франция). Отношение оксида алюминия к оксиду циркония в исходном материале составляет 2,4:1, и оксид алюминия и оксид циркония вместе составляют приблизительно 61 мас.%. Исходные частицы формуют в пламени в шарики (размер которых изменяется от нескольких микрометров до 250 микрометров), как описано в примере 22. Впоследствии, шарики, формованные в пламени, имеющие диаметры между 180 и 250 микрометрами, пропускают через плазменную пушку и осаждают на субстратах из нержавеющей и углеродистой стали, как описано в примере 22.
Субстраты 1080 из углеродистой стали изгибают, таким образом отделяя покрытие от субстрата, что приводит к свободно стоящему базовому материалу. Полученный базовый материал имеет размер z (толщину) приблизительно 700 микрометров, как определяют, используя оптическую микроскопию. Микроструктуру также наблюдают, используя оптическую микроскопию. Материал состоит, как правило, из сферических и наклонных кристаллических частиц, которые являются непрозрачными в, главным образом, аморфной матрице, которая является прозрачной. Аморфный материал обычно является прозрачным вследствие отсутствия светорассеивающих центров, таких как границы кристаллов, в то время как кристаллические частицы проявляют кристаллическую структуру и являются непрозрачными вследствие светорассеивающих эффектов. Кристаллические фазы, определенные анализом РД порошка, как описано в примере 22, состоят из Zr0,4Ce0,6O2 (кубический) и переходного Al2О3.
Второй эксперимент по осаждению проводят, используя формованные в пламени шарики, имеющие диаметры менее чем 125 микрометров. Полученное в результате покрытие имеет размер z (толщину) приблизительно 1100 микрометров, как определяют, используя оптическую микроскопию. Микроструктуру также наблюдают, используя оптическую микроскопию. Данный материал имеет сходные признаки (т.е. состоит, как правило, из сферических и наклонных кристаллических частиц в, главным образом, аморфной матрице) с теми материалами, которые образованы из шариков, имеющих диаметр между 180 и 250 микрометрами. Кристаллические фазы, определенные анализом РД порошка, как описано в примере 22, состоят из Zr0,4Ce0,6O2 (кубический) и переходного Al2О3.
Среднюю твердость распыленного материала данного примера определяют следующим образом. Срезы материала устанавливают в базовой смоле (получена под торговым обозначением "TRANSOPTIC POWDER" от Buehler Ltd., Лейк-Блафф, шт. Иллинойс). Полученный цилиндр из смолы имеет приблизительно 2,5 см в диаметре и приблизительно 1,9 см по высоте. Установленный срез подготавливают, используя традиционную методику полирования, используя полировщик (получают от Buehler, Лейк-Блафф, шт. Иллинойс под торговым обозначением "ЕСОМЕТ 3"). Образец полируют в течение приблизительно 3 минут с помощью алмазного диска с последующим 5-минутным полированием каждой из 45, 30, 15, 9, 3 и 1-микрометровой взвеси. Измерения микротвердости проводят, используя обычный прибор для измерения микротвердости (получают под торговым обозначением "MITUTOYO MVK-VL" от Mitutoyo Corporation, Токио, Япония), снабженный индентером Викерса, с использованием 100-граммовой нагрузки наконечника. Измерения микротвердости проводят в соответствии с инструкциями, установленными в ASTM Test Method E384 Test Methods for Microhardness of Materials (1991). Средняя микротвердость (средний результат 20 измерений) материала данного примера составляет 15 гигапаскалей (ГПа).
Пример 24
Исходные частицы получают, как описано в примере 22, используя следующую 50-граммовую смесь: 27,9 грамм частиц оксида алюминия (получен от Alcoa Industrial Chemicals, Боксит, шт.Арканзас под торговым обозначением A16SG), 7,8 грамм частиц оксида циркония (получен от Zirconia Sales, Inc. of Marietta, шт. Джорджия под торговым обозначением DK-2) и 14,3 грамм частиц оксида иттрия (получен от Н.С. Stark Newton, шт. Массачусетс). Отношение оксида алюминия к оксиду циркония в первоначальном исходном материале составляет 3,5:1, и оксид алюминия и оксид циркония вместе составляют приблизительно 72 мас.%. Исходные частицы далее просеивают через сито 30 меш (размер отверстия 600 мкм) и подвергают тепловой обработке при 1400°С в течение 2 часов в печи с электрическим нагревом (получена от CM Furnaces, Блумфилд, шт. Нью-Джерси, под торговым обозначением "Rapid Temp Furnace"). Прошедшие тепловую обработку частицы далее просеивают для отделения частиц с диаметрами между 125 и 180 микрометрами, которые далее пропускали через плазменную пушку и осаждали на субстратах из нержавеющей стали, как описано в примере 22.
Субстраты 1080 из углеродистой стали изгибают, таким образом отделяя покрытие от субстрата, что приводит к свободно стоящему базовому материалу. Полученный базовый материал имеет размер z (толщину), приблизительно 700 микрометров, как определяют, используя оптическую микроскопию. Микроструктуру также наблюдают, используя оптическую микроскопию. Материал состоит, в основном, из кристаллических непрозрачных частиц (которые сохраняют свои оригинальные формы) в, главным образом, прозрачной аморфной матрице. Кристаллические фазы, определенные анализом РД порошка, как описано в примере 22, состоят из Al5Y2О3 и Y0,15Zr0,85O1,93.
Еще одну часть свободно стоящего базового материала кристаллизуют при 1300°С в течение 1 часа, а поверхность разлома покрывают напылением тонким слоем золота-палладия и наблюдают, используя JEOL СЭМ (Модель JSM 840 A), как описано выше в примере 22. Поверхность разлома является грубой, и не присутствуют кристаллы размером более 200 нанометров (нм) (Фиг.6).
Второй эксперимент по осаждению проводят, используя частицы, прошедшие тепловую обработку, имеющие диаметры менее чем 125 микрометров. Полученное в результате покрытие имеет толщину, равную приблизительно 1500 микрометрам (размер z). Микроструктуру изучают, используя оптическую микроскопию. Данный материал имеет сходные признаки (т.е. состоит, как правило, из непрозрачных, кристаллических частиц (которые сохраняют свои оригинальные формы) в, главным образом, прозрачной, аморфной матрице) с теми материалами, которые образованы из шариков, имеющих диаметр в диапазоне между 180 и 250 микрометрами. Кристаллические фазы, определенные анализом РД порошка, как описано в примере 22, состоят из Al5Y3O12 и Y0,15Zr0,85O1,93.
Пример 25
Утолщенное покрытие, состоящее из различных слоев вышеуказанных трех примеров, обрабатывают плазменным распылением, используя исходные частицы, полученные в примерах 22-24. Первый слой покрывают, как описано в примере 23, второй, как описано в примере 22, и третий, как описано в примере 24.
Субстрат не обрабатывают песчаной струей перед покрытием, так что его легко удаляют, отслаивая рукой, что приводит к свободно стоящему базовому материалу с размерами приблизительно 75 миллиметров (мм) ×25 мм ×7,5 мм. Поперечный срез при разрезании каждого слоя отделяют от материала, используя алмазную пилу. Отделенный кусочек устанавливают в базовой смоле (получен под торговым обозначением "TRANSOPTIC POWDER" от Buehler Ltd., Лейк-Блафф, шт.Иллинойс) таким образом, чтобы различные слои были видимы. Полученный цилиндр из смолы имеет приблизительно 2,5 см в диаметре и приблизительно 1,9 см по высоте. Установленный срез подготавливают, используя традиционную методику полирования, используя полировщик (получают от Buehler, Лейк-Блафф, шт. Иллинойс, под торговым обозначением "ЕСОМЕТ 3"). Образец полируют в течение приблизительно 3 минут с помощью алмазного диска с последующим 5-минутным полированием каждой из 45, 30, 15, 9, 3 и 1-микрометровой взвеси.
Первый слой имеет размер z (толщину), равную приблизительно 2,5 мм, как определяют, используя оптическую микроскопию. Микроструктуру наблюдают, используя оптическую микроскопию. Данный материал имеет сходные признаки с признаками материала примера 23 (т.е. состоит, в основном, из сферических и непрозрачных кристаллических частиц в, главным образом, прозрачной аморфной матрице). Второй слой имеет размер z (толщину), равную приблизительно 2 мм, как определяют, используя оптическую микроскопию. Микроструктуру также наблюдают, используя оптическую микроскопию. Данный материал имеет сходные признаки с признаками материала примера 22 (т.е. является прозрачным, что позволяет предположить, что он аморфный). Третий слой имеет размер z (толщину), равную приблизительно 3 мм, как определяют, используя оптическую микроскопию. Микроструктуру также наблюдают, используя оптическую микроскопию. Данный материал имеет сходные признаки с признаками материала примера 24 (т.е. он состоит, в основном, из непрозрачных кристаллических частиц (которые сохраняют свои оригинальные формы) в, главным образом, прозрачной аморфной матрице).
Пример 26
Консолидированный материал, полученный в примере 21, дробят, используя щековую дробилку "Chipmunk" (Тип VD, произведен BICO Inc., Бербанк, шт. Калифорния), до абразивных частиц и сортируют для отбора фракции -30+35 меш (т.е. фракции, собранной между ситами с размерами отверстий 600 и 500 микрометров) и фракции -35+40 меш (т.е. фракции, собранной между ситами с размерами отверстий 500 и 425 микрометров). Данные две меш-фракции объединяют для получения смеси 50/50.
Среднее аспектное отношение (отношение ширины к длине) для частиц измеряют, используя систему анализа образов Цейса (Zeiss Image Analysis System) (Zeiss Stemi SV11 микроскоп и программное обеспечение компьютера) и видеокамеру (камера 3 CCD, модель 330 (получена от Dage MTI Inc., Мичиган Сити, шт. Индиана)). Полученное в результате отношение ширины к длине составляет 1,86.
Плотность частиц измеряют, используя газовый пикнометр АссиРус 1330, Micrometrics, Норкросс, шт. Джорджия. Полученная плотность составляет 4,65 грамма на кубический сантиметр (г/см3).
Раздробленные частицы подвергают тепловой обработке при 1300°С в течение 45 минут в печи с электрическим нагревом (получена от CM Furnaces, Блумфилд, шт. Нью-Джерси, под торговым обозначением "Rapid Temp Furnace"). Полученные в результате кристаллические частицы сохраняют свою первоначальную раздробленную форму. Плотность частиц составляет 5,24 грамма на кубический сантиметр (г/см3). Кристаллические стеклокерамические фазы, определенные анализом РД, как описано в примерах 1-20, состоят из LaAlO2, кубического/тетрагонального ZrO2, LaAl11O18, α-Al2О3, моноклинного ZrO2 и минорных аморфных фаз
Пример 27-28
В полиэтиленовую емкость объемом 250 мл (диаметр 7,3 см) загружают 19,3 г частиц оксида алюминия (получен от Alcoa Industrial Chemicals, Боксит, шт.Арканзас, под торговым обозначением A16SG), 9,5 г частиц оксида циркония (получен от Zirconia Sales, Inc. of Marietta, шт. Джорджия под торговым обозначением "DK-2") и 21,2 грамма частиц оксида лантана (получен от Molycorp Inc., Маунтин Пасс, шт. Калифорния), 75 г изопропилового спирта и 200 г среды для размола из оксида алюминия (цилиндрическая форма, как высота, так и диаметр равны 0,635 см; 99,9% оксид алюминия; получен от Coors, Golden, CO). Содержимое полиэтиленовой емкости размалывают в течение 16 часов при 60 оборотах в минуту (об/мин). После размола размалывающую среду удаляют и суспензию выливают в теплый (приблизительно 75°С) стеклянный поддон (PYREX) и сушат в течение 3 минут. Высушенную смесь просеивают через сито с 14 меш (размер отверстия 1400 микрометров) с помощью красильной кисти и предварительно спекают при 1400°С на воздухе в течение двух часов.
На конце графитового стержня (приблизительно 60 см длиной, 15 мм в диаметре) сверлят отверстие (приблизительно 13 мм в диаметре, приблизительно 8 см глубиной). Приблизительно 20 грамм предварительно спеченных частиц вводят в полый конец. Полый конец графитового стержня вводят в горячую зону печи сопротивления (получена от Astro Industries, Санта-Барбара, шт. Калифорния). Печь модифицируют для ее преобразования в трубчатую печь с графитовой трубой с внутренним диаметром, равным приблизительно 18 мм. Горячую зону поддерживают при температуре 2000°С и печь наклоняют под углом приблизительно 30°, чтобы расплав не выливался из стержня. Конец стержня держат в горячей зоне в течение 10 минут для обеспечения однородного плавления. После 10 мин стержень быстро удаляют из печи и наклоняют, чтобы вылить расплав на поверхность гашения.
Для примера 27 поверхность гашения представляет две противоположные пластины из нержавеющей стали. Пластины 17,8 см ×5 см ×2,5 см помещают длинными концами параллельно друг другу с зазором, равным приблизительно 1 мм. Расплав выливают в зазор, где он быстро затвердевает в форме пластины с размером z (толщиной), равным приблизительно 1 мм. Погашенный расплав является, в основном, прозрачным и аморфным и имеет температуру стеклования (Тg) 885°С и температуру кристаллизации (Тх) 930°С, как определено по кривой ДТА, полученной, как описано в примерах 1-20.
Для примера 28 поверхность гашения представляет два вращающихся в противоположных направлениях стальных ролика. Ролики имеют 5 см в диаметре и приводятся в движение электрическим двигателем при 80 об/мин Зазор между роликами составляет приблизительно 0,8 мм. Расплав выливают в зазор, где ролики быстро затвердевают в пластину со значительными размерами x и y и размером z (толщиной), равной 0,8 мм. Погашенный расплав является, в основном, прозрачным и аморфным и имеет температуру стеклования (Тg) 885°С и температуру кристаллизации (Тх) 930°С, как определено по кривой ДТА, полученной, как описано в примерах 1-20.
Пример 29
Базовый аморфный/стекловидный материал, полученный в примере 21, дробят, используя щековую дробилку "Chipmunk" (Тип VD, произведен BICO Inc., Бербанк, шт. Калифорния), до абразивных частиц и сортируют для отбора фракции -30+35 меш (т.е. фракции, собранной между ситами с размерами отверстий 600 и 500 микрометров) и фракции -35+40 меш (т.е. фракции, собранной между ситами с размерами отверстий 500 и 425 микрометров). Данные две меш-фракции объединяют для получения смеси 50/50.
Измерения отношения ширины к длине проводят, используя способ примера 26. Полученное в результате отношение ширины к длине составляет 1,83.
Плотность частиц измеряют, используя способ примера 26. Полученная плотность составляет 4,61 г/см3.
Примеры 30-31
Диск горячей штамповки получают, как описано в примере 21, и разделяют его на 2 полоски (приблизительно 2 см ×0,5 см ×0,5 см), используя алмазную пилку (получена от Buehler, Лейк-Блафф, шт. Иллинойс, под торговым обозначением "ISOMET 1000"). Обе полоски отжигают в печи с электрическим нагревом (получена от CM Furnaces, Блумфилд, шт. Нью-Джерси, под торговым обозначением "Rapid Temp Furnace") при 800°С в течение 2 часов. Во время процесса отжига кристаллизации не происходит.
Для примера 30 одну полоску дробят молотком в частицы размером -30+35 меш (т.е. фракцию, собираемую между ситами с размером отверстий 600 и 500 микрометров). Дробленые частицы подвергают тепловой обработке при 1300°С в течение 1 часа в печи с электрическим нагревом (получена от CM Furnaces, Блумфилд, шт.Нью-Джерси, под торговым обозначением "Rapid Temp Furnace"), чтобы кристаллизовать их. Частицы очищают от осколков промыванием в ультразвуковой ванне (получена от Cole-Parmer, Верной Хилс, шт.Иллинойс, под торговым обозначением "8891") в течение 15 минут, сушат при 100°С и несколько частиц устанавливают на металлическом цилиндре (диаметр 3 см и высота 2 см), используя углеродную ленту. Установленный образец покрывают напылением тонким слоем золота-палладия и наблюдают, используя JEOL сканирующую электронную микроскопию (СЭМ) (Модель JSM 840 A).
В материале примера 30 заметны классические характеристики разрушения стекла, даже после того, как происходит кристаллизация. Поверхность разлома, показанная на Фиг.7, представляет хороший пример линий Валлнера (Wallner lines), общих для большинства случаев разрушения стекла. Поверхность разлома, показанная на Фиг.8, имеет скол - еще одну общую характеристику разрушения стекла. Определения линий Валлнера и зазубрин взяты по приведенным в учебнике Fundamentals of Inorganic Glasses. Arun K Varshneya, стр.425-27, 1994.
Среднюю твердость материала примера 30 определяют следующим образом. Несколько частиц устанавливают в базовой смоле (поставляется под торговым обозначением "TRANSOPTIC POWDER" от Buehler Ltd., Лейк-Блафф, шт.Иллинойс). Полученный цилиндр из смолы имеет приблизительно 2,5 см в диаметре и приблизительно 1,9 см по высоте. Установленный срез подготавливают, используя традиционную методику полирования, используя полировщик (получают от Buehler, Лейк-Блафф, шт.Иллинойс, под торговым обозначением "ЕСОМЕТ 3"). Образец полируют в течение приблизительно 3 минут с помощью алмазного диска с последующим 5-минутным полированием каждой из 45, 30, 15, 9, 3 и 1-микрометровой взвеси. Измерения микротвердости проводят, используя обычный прибор для измерения микротвердости (поставляется под торговым обозначением "MITUTOYO MVK-VL" от Mitutoyo Corporation, Токио, Япония), снабженный индентером Викерса, с использованием 500-граммовой нагрузки наконечника. Измерения микротвердости проводят в соответствии с инструкциями, установленными в ASTM Test Method E384 Test Methods for Microhardness of Materials (1991). Средняя микротвердость является средним результатом 20 измерений. Средняя микротвердость материала примера 30 составляет 16,4 гигапаскаля (ГПа).
Для примера 31 вторую половину полоски подвергают тепловой обработке при 1300°С в течение 1 часа в печи с электрическим нагревом (получена от CM Furnaces, Блумфилд, шт.Нью-Джерси, под торговым обозначением "Rapid Temp Furnace"). Полоску, прошедшую тепловую обработку, дробят молотком в частицы размером -30+35 меш (т.е. фракцию, собираемую между ситами с размером отверстий 600 и 500 микрометров). Частицы устанавливают и наблюдают, применяя вышеописанные способы.
В противоположность поверхности разрушения стекла материала примера 30 материал примера 31 представляет поверхности разломов, в общем случае видных в поликристаллическом материале. Поверхность разлома, показанная на примере 9, показывает грубую поверхность с признаком, сходным по размеру с размером кристалла, типичным для трансгранулярного разлома.
Пример 32
Шарики из примера 4 подвергают тепловой обработке при 1300°С в течение 30 минут в печи с электрическим нагревом. Кристаллизованные шарики устанавливают и полируют, как описано в примерах 30-31, и покрывают тонким слоем золота-палладия и наблюдают, используя JEOL SEM (Модель JSM 840 А). Фиг.10 представляет типичную микрофотографию обратного рассеяния электронов (BSE) микроструктуры, обнаруженной в кристаллизованных шариках. Кристаллизованный образец является нанокристаллическим с очень узким распределением размера кристаллов, причем кристаллы, большие, чем 200 нм, визуально наблюдать по микрофотографии не удается.
Средний размер кристаллов определяют способом пересечения линии в соответствии со стандартом ASTM E112-96 "Standard Test Methods for Determining Average Grain Size". Образец устанавливают в базовой смоле (получен под торговым обозначением "TRANSOPTIC POWDER" от Buehler Ltd., Лейк-Блафф, шт.Иллинойс). Полученный цилиндр из полимера имеет приблизительно 2,5 см в диаметре и приблизительно 1,9 см по высоте. Установленный срез подготавливают, используя традиционную методику полирования, используя полировщик (получают от Buehler, Лейк-Блафф, шт. Иллинойс под торговым обозначением "ЕСОМЕТ 3"). Образец полируют в течение приблизительно 3 минут с помощью алмазного диска с последующим 5-минутным полированием каждой из 45, 30, 15, 9, 3 и 1-микрометровой взвеси. Установленный и полированный образец покрывают тонким слоем золота-палладия и наблюдают, используя JEOL SEM (Модель JSM 840 А). Типичную микрофотографию обратного рассеяния электронов (BSE) микроструктуры, обнаруженной в образце, используют для определения среднего размера кристаллов следующим образом. Считают число кристаллов, которые пересекают единицу длины (NL) случайной линии, нарисованной поперек микрофотографии. Средний размер кристаллов определяют по данному числу, используя следующее уравнение:

где NL представляет число кристаллов, пересекающих единицу длины, и М представляет увеличение микрофотографии. Средний размер кристаллов образца составляет 140 нм, как измерено способом пересечения линии.
Пример 33
Консолидированный материал, полученный в примере 21, подвергают тепловой обработке при 1300°С в течение 45 минут в печи с электрическим нагревом (получена от CM Furnaces, Блумфилд, шт. Нью-Джерси, под торговым обозначением "Rapid Temp Furnace"). Полученный в результате кристаллический материал дробят, используя щековую дробилку "Chipmunk" (Тип VD, произведен BICO Inc., Бербанк, шт. Калифорния), до абразивных частиц и сортируют для отбора фракции -30+35 меш (т.е. фракции, собранной между ситами с размерами отверстий 600 и 500 микрометров) и фракции -35+40 меш (т.е. фракции, собранной между ситами с размерами отверстий 500 и 525 микрометров). Данные две меш-фракции объединяют для получения смеси 50/50.
Измерения отношения ширины к длине проводят, используя способ примера 26. Полученное в результате отношение ширины к длине составляет 1,84.
Плотность частиц измеряют, используя способ примера 26. Полученная плотность составляет 5,19 г/см3.
Пример 34
Приблизительно 150 грамм шариков, полученных, как описано в примере 1, помещают в стальной контейнер с размерами 5 сантиметров (см) ×5 см ×5 см, который затем вакуумируют и герметически закрывают. Затем стальной контейнер подвергают горячему изостатическому прессованию (HIP), используя устройство для HIP (полученное под торговым обозначением "IPS Eagie-6", American Isostatic Pressing, шт. Огайо). HIP проводят при давлении 207 МПа в атмосфере аргона. Печь HIP нагревают до 970°С со скоростью 25°С/минуту и держат при этой температуре 30 минут. После завершения HIP сталь разрезают и материал загрузки удаляют. Наблюдают коалесценцию шариков с образованием единой массы прозрачного стекловидного материала. По кривой ДТА, проводимого, как описано в примерах 1-20, определяют, что температура стеклования (Тg) составляет 879°С, а температура кристаллизации (Тх) составляет 931°С.
Пример 35
В мельницу с полиуретановыми направляющими загружают 819,6 грамма частиц оксида алюминия ("АРА-0.5"), 818 грамма частиц оксида лантана (полученного от Molycorp, Inc.), 362,4 грамма частиц оксида циркония, стабилизированного оксидом иттрия (с номинальным составом 94,6 мас.% ZrO2 (+HfO2) и 5,4 мас.% Y2O3), полученного под торговым обозначением "HSY-3" от Zirconia Sales, Inc. of Marietta, шт. Джорджия), 1050 грамм дистиллированной воды и приблизительно 2000 грамм среды для размола оксида циркония (полученной от Tosoh Ceramics, Division of Bound Brook, шт. Нью-Джерси, под торговым обозначением "YTZ"). Смесь размалывают при 120 оборотах в минуту (об/мин) в течение 4 часов до полного перемешивания ингредиентов. После размола среду удаляют и взвесь выливают на стеклянный поддон (PYREX), где ее сушат с помощью струйного сушильного аппарата. Высушенную смесь перетирают с помощью ступки и пестика и просеивают через сито 70 меш (размер отверстий 212 микрометров). После размола и просеивания некоторые частицы помещают в пламя водородно-кислородной горелки, как описано в примере 22.
Приблизительно 50 грамм шариков помещают в графитовую форму и подвергают горячему прессованию, используя устройство для создания одноосного давления (полученное под торговым обозначением "HP-50", Thermal Technology Inc., Бри, шт. Калифорния). Горячее прессование проводят при 960°С в атмосфере аргона при давлении 13,8 мегапаскаля (МПа) (2000 фунтов на квадратный дюйм). Полученный полупрозрачный круг имеет диаметр, составляющий приблизительно 48 миллиметров, и толщину 5 мм. Проводят дополнительные циклы горячего прессования, получая другие диски. На Фиг.11 приведена оптическая микрофотография среза (толщиной 2 мм) материала, полученного горячим прессованием, демонстрирующая прозрачность материала. Плотность полученного горячим прессованием стекловидного материала, измеренная по методу Архимеда, находится в интервале приблизительно 4,1-4,4 г/см3. Модуль Юнга (Е) полученного горячим прессованием стекловидного материала, измеренный с помощью ультразвуковой аналитической системы (полученной от Nortek, Ричлэнд, шт. Вашингтон, под торговым обозначением «NDT-140»), находится в интервале приблизительно 130-150 ГПа. Среднюю микротвердость полученного горячим прессованием материала определяют следующим образом. Кусочки полученного горячим прессованием материала (размером приблизительно 2-5 миллиметров) устанавливают в базовой смоле (полученной под торговым обозначением «ЕСОМЕТ 3» от Buehler Ltd., Лейк-Блафф, шт. Иллинойс). Конечный цилиндр из смолы имеет диаметр, составляющий приблизительно 2,5 см (1 дюйм), и высоту приблизительно 1,9 см (0,75 дюйма). Установленные образцы полируют с помощью обычного устройства для шлифования/полирования (полученного под торговым обозначением «ЕСОМЕТ 3» от Buehler Ltd.) и традиционных алмазных взвесей, причем на последней стадии полировки используют алмазную взвесь с размером частиц 1 микрометр (полученной под торговым обозначением "METADI" от Buehler Ltd.), получая полированные срезы образца.
Измерения микротвердости проводят, используя традиционный прибор для измерения микротвердости (полученный под торговым обозначением "MITUTOYO MVK-VL" от Mitutoyo Corporation, Токио, Япония), снабженный индентером Викерса, с использованием 500-граммовой нагрузки наконечника. Измерения микротвердости проводят в соответствии с инструкциями ASTM Test Method E384 Test Methods for Microhardness of Materials (1991). Значение микротвердости определяют как среднее от 20 измерений. Средняя микротвердость полученного горячим прессованием материала составляет 8,3 гигапаскаля (гПа).
Среднее значение прочности на вдавливание полученного горячим прессованием материала рассчитывают, измеряя длину трещины, распространяющейся от верхушки вмятины от индентера Викерса, полученной при использовании устройства для измерения микротвердости (полученного под торговым обозначением "MITUTOYO MVK-VL" от Mitutoyo Corporation, Токио, Япония) с нагрузкой 500 грамм. Прочность на вдавливание (KIC) рассчитывают по уравнению:
KIC=0,016(E/H)1/2 (P/c)3/2
где Е - модуль Юнга данного материала;
Н - прочность по Викерсу;
Р - усилие на индентере в Ньютонах;
c - длина трещины от центра вмятины до ее конца.
Образцы для измерения ударной вязкости получают, как описано выше для анализа микротвердости. Полученные значения прочности на вдавливание представляют собой среднее от 5 измерений. Длину трещины (с) измеряют штангенциркулем с цифровым отсчетом на микрофотографиях, полученных с помощью сканирующего электронного микроскопа ("JEOL SEM" (модель JSM 6400)). Среднее значение прочности на вдавливание полученного горячим прессованием материала составляет 1,4 МПа-м1/2. Коэффициент теплового расширения полученного горячим прессованием материала измеряют с помощью термического анализатора (полученного от Perkin Elmer, Шелтон, шт. Коннектикут, под торговым обозначением "PERKIN ELMER THERMAL ANALYSER"). Среднее значение коэффициента теплового расширения составляет 7,6×10-6/°C.
Теплопроводность полученного горячим прессованием материала измеряют в соответствии со стандартом ASTM "D 5470-95, Test Method A" (1995). Среднее значение теплопроводности составляет 1,15 Вт/м·К.
Полупрозрачный круг полученного горячим прессованием стекла на основе La2O3-Al2O3-ZrO2 подвергают тепловой обработке в электрической печи (полученной под торговым обозначением "Model KKSK-666-3100" от Keith Furnacesof Pico Rivera, шт. Калифорния) следующим образом. Вначале круг нагревают от комнатной температуры (приблизительно 25°С) приблизительно до 900°С со скоростью 10°С/мин и затем держат при 900°С в течение приблизительно 1 часа. Далее круг нагревают от приблизительно 900°С до приблизительно 1300°С со скоростью приблизительно 10°С/мин, затем держат при 1300°С в течение приблизительно 1 часа, после чего охлаждают до комнатной температуры путем вращения печи. Проводят дополнительные циклы тепловой обработки по такой же схеме, получая другие круги.
На Фиг.12 приведена полученная с помощью сканирующего электронного микроскопа (SEM) микрофотография полированного среза полученного в результате тепловой обработки материала примера 35, демонстрирующая тонкую кристаллическую природу материала. Полированный срез подготавливают, используя традиционные способы установки и полирования. Полирование выполняют с помощью устройства для полирования (полученного от Buehler of Лейк-Блафф, шт. Иллинойс, под торговым обозначением "ЕСОМЕТ 3 TYPE POLISHER-GRINDER"). Образец полируют приблизительно 3 минуты алмазным кругом, затем приблизительно по три минуты каждой из алмазных взвесей, содержащих частицы размером 45, 30, 15, 9 и 3 микрометра. Полированный образец покрывают тонким слоем сплава золота с палладием и наблюдают с помощью JEOL SEM (модель JSM 840 А).
На основании данных рентгеновской порошковой дифрактометрии, как описано в примере 22, образца полученного тепловой обработкой материала примера 35 и анализа полированного образца с помощью SEM в режиме обратного рассеяния полагают, что темные участки на микрофотографии соответствуют кристаллам LaAl11O18, серые участки - кристаллам LaAlO3 и белые участки кубическому/тетрагональному ZrO2.
Плотность полученного тепловой обработкой материала, измеренная по методу Архимеда, составляет приблизительно 5,18 г/см3. Модуль Юнга (Е) полученного тепловой обработкой материала, измеренный с помощью ультразвуковой аналитической системы (полученной от Nortek, Ричлэнд, шт. Вашингтон, под торговым обозначением "NDT-140"), составляет приблизительно 260 ГПа. Среднее значение микротвердости полученного тепловой обработкой материала, определенное по описанному выше для стеклянных шариков примера 35 способу, составляет 18,3 ГПа. Среднее значение устойчивости к образованию трещин (Kic) полученного тепловой обработкой материала, определенное по описанному выше для полученного горячим прессованием материала примера 35 способу, составляет 3,3 МПа·M1/2.
Пример 36
Материал примера 36 получают по способу примера 35 со следующими исключениями: в качестве сырьевого материала используют 240 грамм лантана (полученного от Molycorp, Inc.) и 260 грамм оксида алюминия ("АРА-0,5"), получая смесь, содержащую 48 мас.% лантана и 52 мас.% оксида алюминия; получают стекловидный материал примера 36 (имеющий Тg 840°С и Тх 925°С, определенные по кривой ДТА, который проводят по описанному в примерах 1-20 способу); средняя твердость материала примера 36, измеренная по способу примера 35, составляет 16,0±0,4 ГПа.
Эффективность шлифования для 35, 35А, 36 и сравнительных примеров А-С
Материал примеров 35 и 36, прошедший горячее прессование, дробят, используя щековую дробилку "Chipmunk" (Тип VD, произведен BICO Inc., Бербанк, шт. Калифорния), до получения (абразивных) частиц и сортируют, оставляя фракцию -25+30 меш (т.е. фракцию, собранную между ситами с размерами отверстий 25 и 30 микрометров) и фракции -30+35 меш (т.е. фракции, собранные между ситами с размерами отверстий 30 и 35 микрометров) (стандартные сита для тестирования США). Данные две меш-фракции объединяют, получая смесь 50/50. Смешанный материал подвергают тепловой обработке, как описано в примере 35. Тридцать грамм полученных стеклокерамических абразивных частиц вводят в абразивный диск с покрытием. Абразивный диск с покрытием получают в соответствии с традиционными методиками. Стеклокерамические абразивные частицы связывают с подложками из вулканизированного волокна с диаметром 17,8 см и толщиной 0,8 мм (имеющими центральное отверстие диаметром 2,2 см), используя обычный наполненный карбонатом кальция фенольный образующий полимер (48% резол-фенольного полимера, 52% карбоната кальция, разбавленный до содержания твердых материалов 81% водой и эфиром гликоля) и обычный заполненный криолитом фенольный клеящий полимер (32% резол-фенольного полимера, 2% оксида железа, 66% криолита, разбавленный до содержания твердых материалов 78% водой и эфиром гликоля). Масса влажной базовой смолы составляет приблизительно 185 г/м2. Сразу после нанесения образующего покрытия стеклокерамические абразивные частицы покрывают электростатически. Базовую смолу предварительно отверждают в течение 120 минут при 88°С. Далее наполненное криолитом фенольное клеящее покрытие наносят на образующее покрытие и абразивные частицы. Масса влажного клея составляет приблизительно 850 г/м2. Клеящий полимер отверждают в течение 12 часов при 99°С. Покрытые абразивные круги изгибают перед тестированием.
Покрытый абразивный диск примера 35А получают, как в примере 35, за исключением того, что абразивные частицы примера 35А чаще получают дроблением материала примера 35, прошедшего горячее прессование и термическую обработку, чем дроблением материала после термической обработки.
Покрытые абразивные диски сравнительного примера А получают по способу примера 35 (описанному выше), за исключением того, что термически обработанные абразивные частицы плавленого оксида алюминия (полученного под торговым наименованием "ALODUR BFRL" от Triebacher, Филлах, Австрия) применяют вместо стеклокерамических абразивных частиц примера 35.
Покрытые абразивные диски сравнительного примера В получают по способу примера 35 (описанному выше), за исключением того, что абразивные частицы оксида алюминия-оксида циркония (имеющие эвтектический состав 53% Al2О3 и 47% ZrO2; получают под торговым наименованием "NORZON" от Norton Company, Вустер, шт. Массачусетс) применяют вместо стеклокерамических абразивных частиц примера 34.
Покрытые абразивные диски сравнительного примера С получают, как описано выше, за исключением того, что абразивные частицы, полученные по золь-гелевой технологии (представлены на рынке под торговым наименованием "321 CUBITRON" от 3М Company, Сент-Пол, шт.Миннесота), применяют вместо стеклокерамических абразивных частиц примера 35.
Эффективность шлифования покрытых абразивных дисков примеров 35, 35А, 36 и сравнительных примеров А-С оценивают следующим образом. Каждый покрытый абразивный диск устанавливают на наклонной алюминиевой опоре и используют для шлифования передней поверхности предварительно взвешенного обрабатываемого изделия из мягкой стали 1018 размером 1,25 см ×18 см ×10 см. Диск вращают со скоростью 5000 об/мин, в то время как часть диска, накладывающаяся на наклонную сторону опоры, контактирует с обрабатываемым изделием при нагрузке, равной 8,6 килограмма. Каждый диск используют для шлифовки индивидуального обрабатываемого изделия последовательно с интервалами в одну минуту. Общий срез представляет собой суммарное количество материала, удаленное с обрабатываемых изделий в течение периода тестирования. Общий срез для каждого образца после 12 минут шлифования, как и срез на 12-ой минуте (т.е. конечный срез), приведены в ниже в Таблице 7. Результаты примеров 35 и 36 являются средними результатами для двух дисков, в то время как для каждого из примеров 35А и сравнительных примеров А, В и С тестируют один диск.
Для специалистов в данной области очевидно, что могут быть осуществлены различные модификации и изменения данного изобретения без отступления от объема и сущности данного изобретения и что приведенные в данном описании иллюстративные варианты осуществления никоим образом не ограничивают данное изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОКЕРАМИКА | 2002 |
|
RU2297397C2 |
| ПЛАЗМЕННОЕ НАПЫЛЕНИЕ | 2003 |
|
RU2332522C2 |
| КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ, АБРАЗИВНЫЕ ЧАСТИЦЫ, АБРАЗИВНЫЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2002 |
|
RU2358924C2 |
| БИОКЕРАМИЧЕСКАЯ ДЕТАЛЬ | 2015 |
|
RU2684551C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ОДНОВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2606999C2 |
| СТОМАТОЛОГИЧЕСКИЙ ВОССТАНОВИТЕЛЬНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СТЕКЛОКЕРАМИКА | 2012 |
|
RU2611394C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ШЕСТИВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2607557C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ПЯТИВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2648447C2 |
| СТОМАТОЛОГИЧЕСКИЙ ВОССТАНОВИТЕЛЬНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЗАГОТОВКА | 2012 |
|
RU2631484C2 |
| ЛИТИЙ-СИЛИКАТНАЯ СТЕКЛОКЕРАМИКА | 2017 |
|
RU2710221C1 |




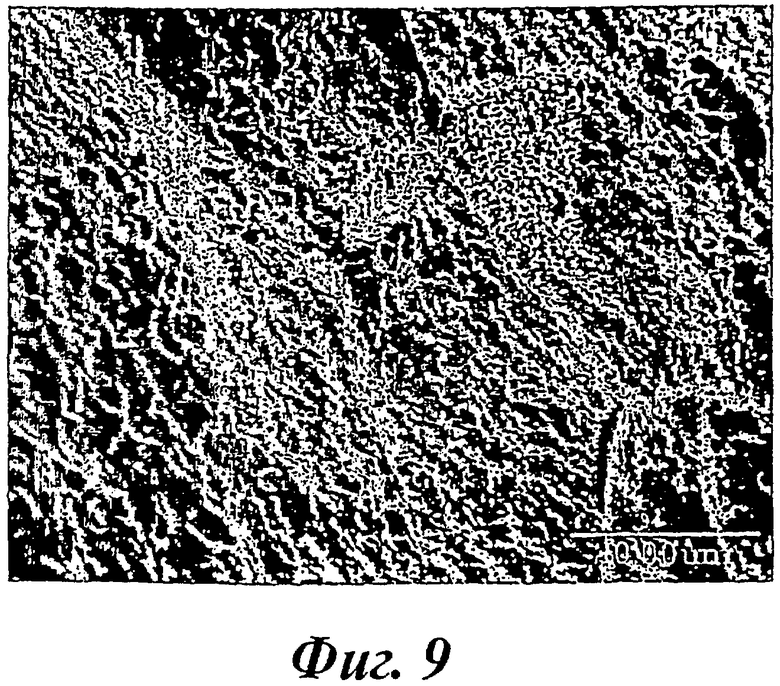
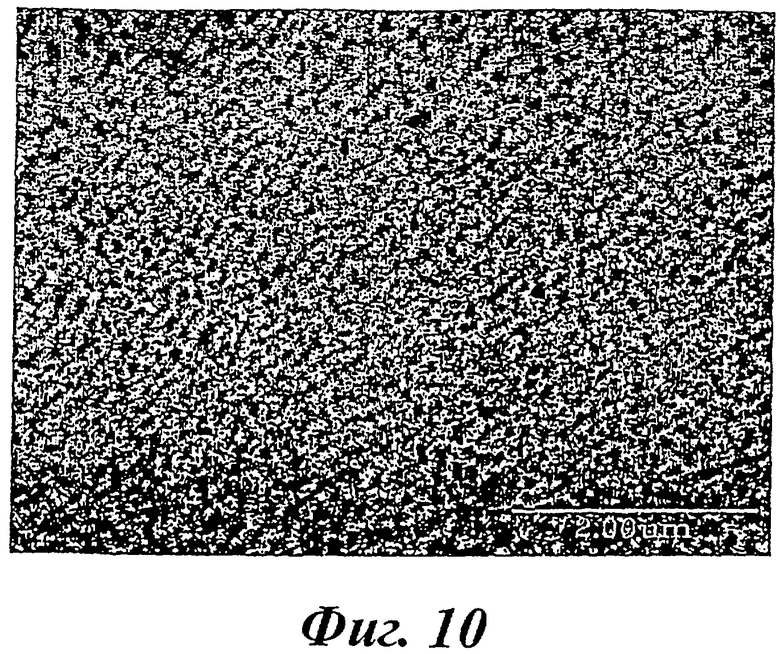
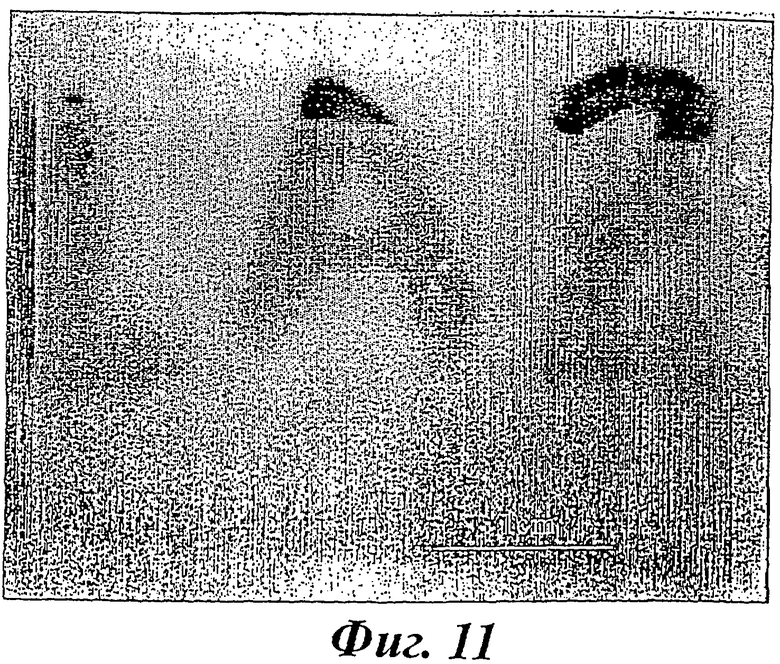
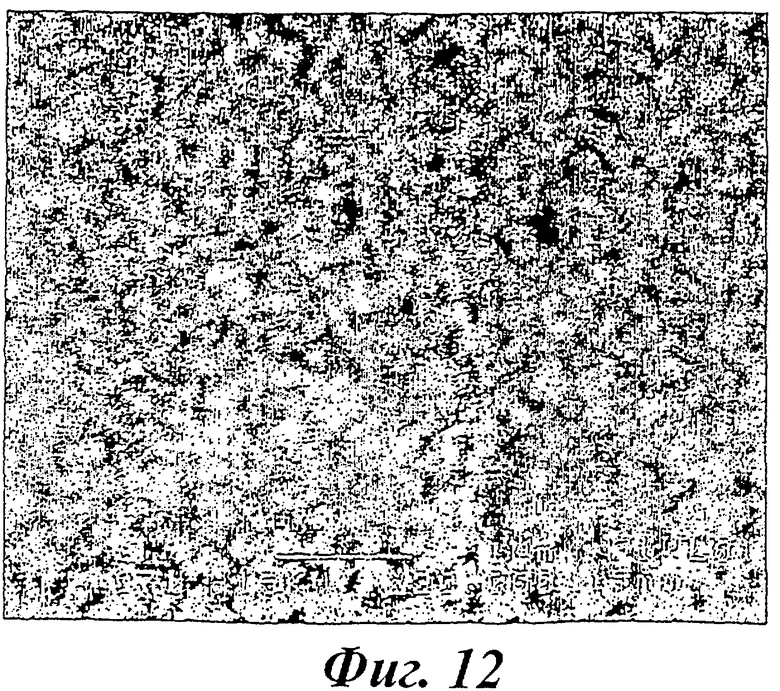
Изобретения относятся к области абразивной обработки и могут быть использованы при изготовлении абразивных частиц и изделий из них. Абразивные частицы включают стеклокерамику, содержащую Al2О3 и отличный от Al2О3 оксид металла. В стеклокерамике по меньшей мере часть Al2О3 присутствует в виде альфа-Al2О3. Описаны варианты способов получения абразивных частиц и шлифования с использованием абразивных изделий, включающих связующее и упомянутые абразивные частицы. В результате улучшаются рабочие характеристики абразивных частиц и изделий из них при более простых и дешевых способах их изготовления. 9 н.п. ф-лы, 12 ил., 3 табл.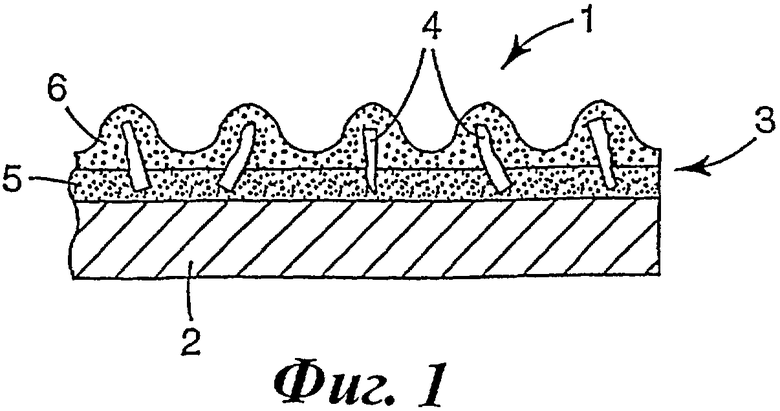
| RU 95122780 A, 20.02.1998 | |||
| АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2142976C1 |
| Шлифовальный материал | 1982 |
|
SU1112043A1 |
| US 4314827 A, 09.02.1982 | |||
| US 3635739 A, 18.01.1972. | |||

