УРОВЕНЬ ТЕХНИКИ И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Это изобретение относится к литой ленте, изготовленной на двухвалковой литейной машине, к способу и устройству для изготовления такой литой ленты.
В двухвалковой литейной машине расплавленный металл вводят между двумя горизонтальными литейными валками, вращаемыми в противоположных направлениях, которые охлаждаются таким образом, что металлические корочки затвердевают на поверхностях движущихся валков, сближаемых для образования зазора между ними и для получения продукта в виде затвердевшей ленты, подаваемой вниз из зазора между литейными валками.
Термин «зазор», используемый здесь, относится к общей области, в которой литейные валки находятся ближе всего друг к другу. Расплавленный металл может быть залит из ковша через систему подачи металла, включающую в себя разливочное устройство и центральное сопло, расположенные над сжимающим зазором для образования литейной ванны расплавленного металла, поддерживаемой на литейных поверхностях валков над зазором и вытянутой вдоль длины зазора. Эта литейная ванна обычно ограничена между огнеупорными боковыми пластинами или перегородками, удерживаемыми в скользящем соединении с концевыми поверхностями валков, чтобы ограничить два края литейной ванны.
Литая стальная лента, находящаяся в двухвалковой литейной машине, выводится из зазора при очень высокой температуре порядка 1400°С или выше. Если она будет подвергаться воздействию нормальной атмосферы, то на ней очень быстро образуется окалина из-за окисления при таких высоких температурах. Поэтому предусмотрено создание герметичного кожуха под литейными валками для приема горячей ленты, через который проходит лента на пути от литейной машины, при этом герметичный кожух содержит атмосферу, которая препятствует окислению ленты. Атмосфера, препятствующая окислению, может создаваться путем инжекции неокисляющего газа, например инертного газа, такого как аргон или азот, или отходящих газов от сгорания, которые могут быть восстанавливающими газами. Альтернативно кожух может быть герметизирован от доступа кислородосодержащей атмосферы во время работы литейной машины. Содержание кислорода в атмосфере внутри кожуха затем понижают во время начальной фазы литья благодаря окислению ленты, удаляющей кислород из герметизированного кожуха, как раскрыто в патентах США US5762126 и US5960855.
Известна горячая прокатка литой ленты, произведенной на двухвалковой литейной машине, в стане горячей прокатки после того, как лента выходит из литейной машины, для формирования тонкой ленты. Вообще понятно, что комбинация прокатного стана и двухвалковой литейной машины необходима для изготовления ленты с заданным профилем поперечного сечения.
Однако, как оказалось, если лента отливается со стандартной скоростью литья 80 м/мин и затем подвергается горячей прокатке в стане горячей прокатки с обжатием 16% на стане горячей прокатки, то может возникнуть сравнительно высокая шероховатость ее поверхности от 6 до 8 микронов Ra c поверхностными микротрещинами. Фиг.1 является микрофотографией, на которой показана типичная шероховатость поверхности такой литой и горячепрокатанной ленты, выходящей из стана горячей прокатки и из двухвалковой литейной машины. При направлении прокатки слева направо на микрофотографии показан явный наплыв на поверхность ленты (величиной 20-30 мкм). Причиной или причинами для этой шероховатости поверхности может быть сдвиг на поверхности ленты, вызванный привариванием ленты к поверхности рабочего валка прокатного стана, отпечатыванием текстуры поверхности рабочего валка на поверхности ленты и/или другими факторами. Более того, микротрещины на поверхности литой ленты оказались проблемой. Возможно уменьшение микротрещин за счет уменьшения скорости литья и скорости нагрева ленты, но экономически неэффективно реализовывать эти условия во время производства ленты.
Микроструктура продуктов в виде горячепрокатанной ленты является по существу 100% ферритом с равноосным зерном. Однако при изготовлении литой ленты на двухвалковой литейной машине предшествующий опыт заключался в том, что микроструктура представляет собой крупные зерна полигонального феррита, игольчатого феррита и Видманштеттовой структуры. Типично, что микроструктура была на 30-60% из полигонального феррита и на 70-40% из Видманштеттовой структуры и игольчатого феррита. При такой микроструктуре типовая шероховатость поверхности была 4-7 микронов Ra (в среднем).
Тонкая литая лента, имеющая по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, с шероховатостью поверхности меньше 1,5 микронов Ra (в среднем) и толщиной окалины меньше 10 микронов, производилась посредством этапов, включающих в себя:
a) подготовку двухвалковой литейной машины, имеющей латерально расположенные литейные валки, образующие между собой зазор, и стана горячей прокатки, имеющего рабочие валки и опорные валки рядом с двухвалковой литейной машиной,
b) формирование тонкой литой ленты в зазоре между литейными валками двухвалковой литейной машины,
с) нанесение смеси воды и масла на рабочие валки стана для горячей прокатки,
d) пропускание тонкой литой ленты при температуре менее 1100°С через стан для горячей прокатки при одновременном нанесении смеси масла и воды на рабочие валки,
e) проведение тонкой литой ленты от валков через стан горячей прокатки в атмосфере с менее 5% кислорода для формирования литой ленты, имеющей по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, шероховатость поверхности меньше 1,5 микронов Ra (в среднем) и толщину окалины меньше около 10 микронов.
Тонкая литая стальная лента также обеспечивается уменьшенной шероховатостью поверхности ниже 1,5 микрона Ra посредством этапов, включающих в себя:
a) подготовку литейной машины для изготовления лент, имеющей два литейных валка и зазор между ними;
b) подготовку системы подачи металла, способной образовать литейную ванну между литейными валками над сжимающим зазором с боковыми преграждающими перегородками у концов зазора для ограничения литейной ванны;
с) подготовку рядом с литейной машиной для изготовления лент стана для горячей прокатки, имеющего рабочие валки с рабочими поверхностями, образующими зазор между собой, через который прокатывается лента;
d) подготовку распыляющих сопел, расположенных рядом с рабочими валками и способных подавать смесь воды и масла на рабочие валки;
e) введение расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на поверхностях литейных валков и ограничиваемой указанными первыми боковыми преграждающими перегородками;
f) вращение в противоположном направлении литьевых валков для формирования отвержденных металлических корочек на поверхностях валков и литой стальной ленты в зазоре между валками из указанных корочек;
g) распыление смеси масла и воды, когда лента поступает на стан горячей прокатки;
h) прокатку литой ленты между рабочими валками стана горячей прокатки для изготовления литой ленты, имеющей шероховатость поверхности меньше 1 микрона Ra.
Тонкая литая стальная лента с пониженной шероховатостью поверхности меньше 1,5 микрона Ra также изготавливается на этапах, включающих в себя:
a) подготовку литейной машины для изготовления лент, имеющей литейные валки и зазор между ними;
b) подготовку системы для подачи металла, способной образовать литейную ванну между валками над зазором с боковыми преграждающими перегородками рядом с концами зазора для ограничения указанной литейной ванны;
с) подготовку рядом с литейной машиной для отливки лент стана для горячей прокатки, имеющего опорные валки и рабочие валки с рабочими поверхностями, образующие между собой зазор, через который прокатывается горячая лента;
d) подготовку распылительных сопел, расположенных вверх по потоку от рабочих валков и способных распылять смесь воды и масла на опорные валки;
e) введение расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на поверхностях литейных валков и ограничиваемой указанными первыми боковыми преграждающими перегородками;
f) вращение в противоположном направлении литейных валков для формирования отвержденных металлических корочек на поверхностях литейных валков и литой стальной ленты в зазоре между литейными валками из корочек;
g) распыление смеси масла и воды, когда отлитая лента поступает на стан для горячей прокатки;
h) прокатку литой ленты между рабочими валками стана горячей прокатки для изготовления литой ленты, имеющей шероховатость поверхности меньше 1,5 микрона Ra.
Тонкая литая лента может иметь шероховатость поверхности меньше 1,0 микрона Ra, или меньше 0,7 микрона Ra, или меньше 0,5 микрона Ra, или меньше 0,4 микрона Ra.
Тонкая литая лента может иметь толщину окалины меньше 7 микронов или меньше 4 микронов.
Литая лента может пропускаться через стан для горячей прокатки при температуре меньше 1050°С при одновременном нанесении смеси масла и воды на рабочие валки.
Тонкая литая лента может иметь толщину окалины меньше 7 микронов или меньше 4 микронов.
Смесь масла и воды может наноситься распылением на рабочие валки.
Смесь масла и воды может наноситься на опорные валки.
Смесь масла и воды может быть из менее 5% масла для формирования тонкой литой ленты с низкой шероховатостью поверхности меньше 1,5 микрона Ra.
Предлагается способ изготовления тонкой литой ленты, имеющей по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, шероховатость поверхности меньше 1,5 микрона Ra и толщину окалины меньше около 10 микронов, причем способ включает в себя этапы:
а) подготовки двухвалковой литейной машины, имеющей латерально расположенные литейные валки, образующие между собой зазор, и стана для горячей прокатки, имеющего рабочие валки и опорные валки вблизи двухвалковой литейной машины,
b) формирования тонкой литой ленты в зазоре между валками двухвалковой литейной машины,
с) нанесения смеси воды и масла на рабочие валки стана для горячей прокатки,
d) пропускания тонкой литой ленты при температуре меньше 1100°С через стан для горячей прокатки при одновременном нанесении смеси масла и воды на рабочие валки,
e) проведения тонкой ленты от литьевых валков через стан горячей прокатки в атмосфере с менее 5% кислорода с образованием тонкой литой ленты, имеющей: по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, шероховатость поверхности меньше 1,5 микрона Ra и толщину окалины меньше 10 микронов.
Предлагается также способ изготовления тонкой литой стальной ленты с уменьшенной шероховатостью поверхности ниже 1,5 микрона Ra, при этом способ включает в себя этапы:
а) подготовки литейной машины для отливки лент, имеющей два литейных валка с зазором между ними;
b) подготовки системы для подачи металла, способной образовать литейную ванну между литейными валками над зазором с боковыми преграждающими перегородками у концов зазора для ограничения указанной литейной ванны;
c) подготовки вблизи литейной машины для изготовления ленты прокатного стана для горячей прокатки, имеющего рабочие валки с рабочими поверхностями, образующими зазор между собой, в котором прокатывается горячая лента;
d) подготовки распылительных сопел, расположенных рядом с рабочими валками и способных подавать смесь воды и масла на рабочие валки;
e) введения расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на поверхностях литейных валков и ограниченной указанными первыми боковыми преграждающими перегородками;
f) вращения литейных валков в противоположном направлении для образования отвержденных металлических корочек на поверхностях литейных валков и литой стальной ленты в зазоре между валками из указанных корочек;
g) распыления смеси масла и воды, когда лента поступает на стан для горячей прокатки;
h) прокатки литой ленты между рабочими валками стана горячей прокатки для изготовления литой ленты, имеющей шероховатость поверхности меньше 1 микрона Ra.
Также предлагается способ изготовления тонкого литого стального листа с уменьшенной шероховатостью поверхности ниже 1,5 микрона Ra, причем способ включает в себя этапы:
a) подготовки литейной машины для изготовления лент, имеющей два литейных валка, образующих зазор между собой;
b) подготовки системы для подачи металла, способной образовать литейную ванну между литейными валками над зазором с боковыми преграждающими перегородками около концов зазора для ограничения указанной литейной ванны;
c) подготовки рядом с литейной машиной для изготовления ленты стана для горячей прокатки, имеющего опорные валки и рабочие валки с рабочими поверхностями, образующими зазор между собой, через который прокатывается горячая лента;
d) подготовки распылительных сопел, расположенных вверх по потоку от рабочих валков и способных распылять смесь воды и масла на опорные валки;
e) введения расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на литейных поверхностях литейных валков и ограничиваемой указанными первыми боковыми преграждающими перегородками;
f) вращения в противоположном направлении литейных валков для формирования отверждаемых металлических корочек на поверхностях литейных валков и литой стальной ленты в зазоре между литейными валками из корочек;
g) распыления смеси масла и воды, когда отлитая лента поступает на стан для горячей прокатки;
h) прокатки литой ленты между рабочими валками стана горячей прокатки для изготовления ленты, имеющей шероховатость поверхности меньше 1,5 микрона Ra.
Способ может включать в себя нанесение смеси масла и воды посредством ее распыления на рабочие валки, например, распылительными соплами.
Скорость распыления соплами может быть между 10 и 30 галлонами (1 галлон=3,785 л) в минуту.
Смесь масла и воды может наноситься на рабочие валки посредством ее нанесения на опорные валки.
Способ может включать в себя изготовление литой ленты со скоростью выше 80 метров в минуту.
Температура прокатки может быть ниже 1100°С, или ниже 1050°С, или ниже 900°С.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Работа показанной двухвалковой литейной машины в соответствии с настоящим изобретением описана со ссылкой на приложенные чертежи, на которых:
фиг.1 является микрофотографией, показывающей типичную шероховатость поверхности литой ленты после горячей прокатки;
фиг.2 является схематичным изображением установки для литья тонкой ленты, имеющей стан горячей прокатки для управления формой литой ленты;
фиг.3 является увеличенным видом сбоку с сечением литейной машины установки для литья тонких лент, показанной на фиг.2;
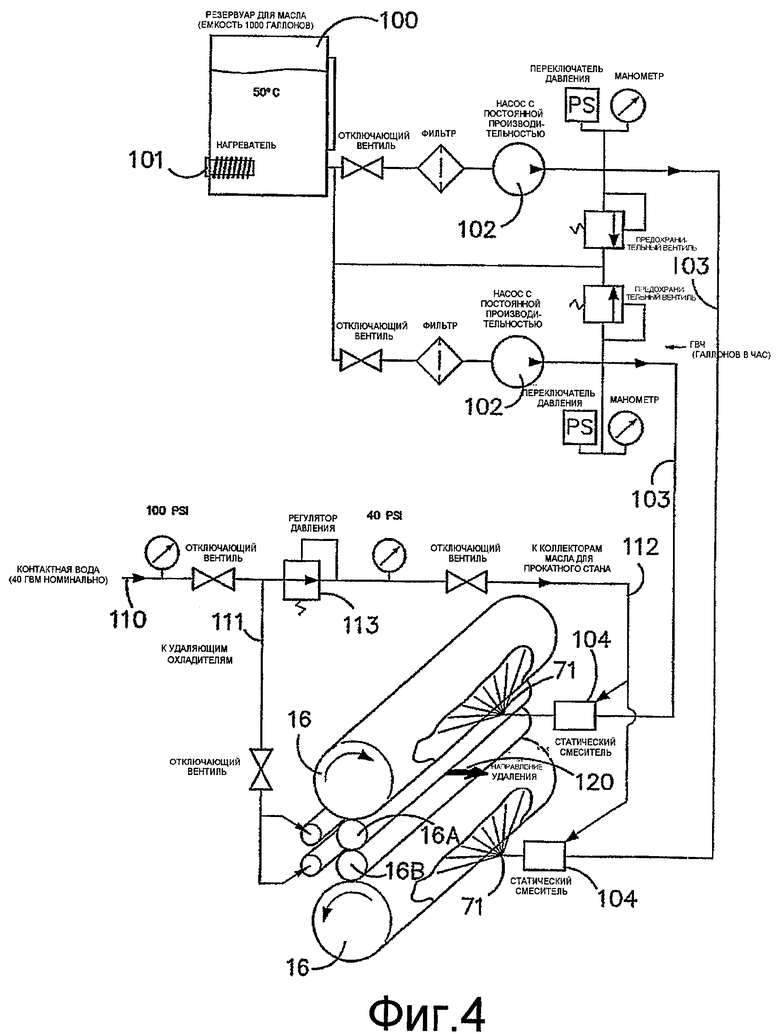
фиг.4 является блок-схемой, показывающей систему для нанесения смеси масла и воды на валки стана для горячей прокатки;
фиг.5 является графиком зависимости средней шероховатости поверхности для тонкой литой стальной ленты для серии плавок 2613, изготовленной с использованием настоящего изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВОПЛОЩЕНИЙ
Показанная установка литья и прокатки включает в себя двухвалковую литейную машину, обозначаемую в целом как 11, которая изготавливает тонкую литую стальную ленту 12, которая проходит по линии через направляющий стол 13 к клети 14 с тянущими роликами. После выхода из клети 14 с тянущими роликами тонкая литая лента 12 поступает на прокатную клеть 15 горячей прокатки и проходит через клеть 15, включающую в себя опорные валки 16 и верхний и нижний рабочие валки 16А и 16В, при этом толщина ленты уменьшается. Лента 12 после выхода из прокатной клети 15 поступает на отводящий рольганг 17, где она может форсированно охлаждаться водяными струями 18 и затем проходить через клеть 20 с тянущими роликами, включающую два тянущих ролика 20А, к намоточному устройству 19.
Двухвалковая литейная машина 11 включает в себя основную раму машины, которая поддерживает два латерально расположенных литейных валка 22, имеющих литейные поверхности 22А и образующих зазор между собой. Расплавленный металл подается во время периода литья из ковша (не показан) в разливочное устройство 23, через огнеупорный стакан - в съемное промежуточное разливочное устройство 25 (также называемое распределительной емкостью или переходником) и затем посредством сопла 28 для подачи металла (также называемого сердечниковым соплом) - между литьевыми валками 22 над сжимающим зазором.
Расплавленная сталь вводится в съемное промежуточное разливочное устройство 25 из разливочного устройства 23 посредством выпускного отверстия огнеупорного стакана. Разливочное устройство 23 снабжено стопорным стержнем и шиберным затвором (не показан) для избирательного открытия или закрытия выпускного отверстия стакана и для эффективного управления потоком расплавленного металла из разливочного устройства 23 в литейную машину. Расплавленный металл вытекает из съемного промежуточного разливочного устройства 25 через выпускное отверстие и возможно, но необязательно, в подающее сопло 28 и через подающее сопло 28.
Расплавленный металл, подаваемый таким образом к литьевым валкам 22, образует литейную ванну над зазором, поддерживаемую поверхностями 22А литейных валков. Эта литейная ванна ограничена у концов валков двумя боковыми преграждающими перегородками или пластинами, которые прикладываются к концам валков двумя толкателями (не показаны), включающими в себя гидравлические цилиндрические устройства, соединенные с боковыми преграждающими перегородками. Верхняя поверхность литейной ванны (обычно называемая уровнем мениска) может подниматься выше нижнего конца подающего сопла 28 так, чтобы нижний конец подающего сопла был погружен в ванну.
Литейные валки 22 изнутри охлаждаются подаваемой водой из резервуара (не показан) и вращаются в противоположном направлении приводными устройствами (не показаны) так, чтобы корочки металла затвердевали на подвижных поверхностях литейных валков и сближались вместе у зазора для изготовления тонкой литой ленты 12, которая подается вниз из зазора между литейными валками.
Под двухвалковой литейной машиной 11 литая стальная лента 12 проходит внутри герметичного кожуха 10 к направляющему столу, который направляет ленту к клети 14 с тянущими роликами, посредством которого она выводится из герметичного кожуха 10. Герметизация кожуха 10 может не быть полной, но достаточной для обеспечения управления атмосферой и доступом кислорода к литой ленте внутри кожуха 10, как будет описано ниже. После выхода из герметичного кожуха 10 лента может пропускаться через другие герметичные кожухи после клети 14 с тянущими роликами, включая клеть 15 для горячей прокатки.
Кожух 10 образован несколькими отдельными стеновыми секциями, которые стыкуются вместе в различных уплотняющих соединениях для формирования непрерывной стенки кожуха. Эти секции включают в себя первую стеновую секцию 41 около двухвалковой литейной машины для охвата литейных валков 22 и стеновую охватывающую секцию 42, вытянутую вниз под первой стеновой секцией 41 для образования отверстия, которое находится в герметичном соединении с верхними краями короба 40 для металлоотходов. Уплотнение 43 между коробом 40 для металлоотходов и стенкой 42 кожуха может быть образовано в виде уплотнения типа «нож и песок» вокруг отверстия в стенке 42 кожуха, которое может быть создано и нарушено при вертикальном перемещении короба 40 для металлоотходов относительно стенки 42 кожуха. Уплотнение 43 образуется посредством поднятия короба 40 для металлоотходов, чтобы ножевой фланец проникал в песок канавки для создания такого уплотнения.
Это уплотнение 43 может быть нарушено опусканием короба 40 для металлоотходов из его рабочего положения для подготовки к перемещению от литейной машины к положению для выгрузки металлоотходов (не показано). Короб 40 для металлоотходов монтируется на каретке 45, снабженной колесами 46, которые катятся по рельсам 47, при этом короб для металлоотходов может перемещаться в положение для выгрузки металлоотходов. Каретка 45 оснащена набором моторных винтовых домкратов 51, служащих для подъема короба 40 для металлоотходов из опущенного положения, где он удален от стенки 42 кожуха, до приподнятого положения, где ножевой фланец проникает в песок для образования уплотнения 43 между двумя этими деталями.
Герметизированный кожух 10 также может иметь третью стеновую секцию 61, расположенную около направляющего стола 13 и соединенную с рамой клети 14 с тянущими роликами, которая включает два тянущих ролика 50. Третья стеновая секция 61 кожуха 10 герметизируется посредством скользящих уплотнений.
Большинство стеновых секций 41, 42 и 61 кожуха может быть снабжено изнутри огнеупорными кирпичами. Короб 40 для металлоотходов также может быть футерован изнутри огнеупорным кирпичом или огнеупорной футеровкой. Таким образом весь кожух 10 герметизируется перед операцией литья, что тем самым ограничивает доступ кислорода к тонкой литой ленте 12, когда она проходит от литейных валков 22 через клеть 14 с тянущими роликами и клеть 15 для горячей прокатки. Первоначально лента может поглотить весь кислород в пространстве кожуха 10, образуя толстую окалину на исходной секции ленты. Однако герметичность кожуха 10 ограничивает доступ кислорода в него из окружающей атмосферы до величины, которая ниже количества кислорода, которое может быть поглощено лентой. Таким образом после начального периода запуска содержание кислорода в кожухе 10 останется сниженным, ограничивая тем самым доступность кислорода для окисления ленты 12. Таким образом образование окалины сдерживается до толщины меньше 10 микронов без необходимости непрерывно подавать восстанавливающий или неокисляющий газ в кожух. Конечно, восстанавливающий или неокисляющий газ может подаваться через стенки кожуха. Однако, чтобы избежать толстой окалины во время периода запуска, кожух 10 может очищаться продувкой непосредственно перед началом литья, чтобы уменьшить в нем начальный уровень кислорода, для уменьшения тем самым промежутка времени для стабилизации уровня кислорода в кожухе в результате взаимодействия кислорода при окислении ленты, проходящей через кожух. Таким образом в качестве примера кожух может удобным образом очищаться, например, газообразным азотом. Оказалось, что уменьшение начального содержания кислорода до уровней 5% будет ограничивать образование окалины на ленте у выхода из кожуха 10 до около 10-17 микронов даже во время начальной фазы запуска. В воплощении настоящего изобретения тонкая литая стальная лента имеет толщину окалины меньше около 10 микронов, или толщина окалины может быть меньше 7 или 4 микронов во время непрерывного литья.
При запуске литейных операций изготавливается несовершенная лента короткой длины, когда происходит стабилизация условий литья. После стабилизации непрерывного литья литейные валки 22 слегка отодвигаются один от другого и затем снова сдвигаются, чтобы вызвать отлом этого переднего конца ленты таким образом, как описано в патенте Австралии 646981 и патенте США № 5287912 для формирования чистого переднего конца последующей тонкой отлитой ленты 12. Некачественный материал падает в короб 40 для металлоотходов, расположенный под литейной машиной 11, и в это время поворотный фартук 38, который обычно нависает вниз от шарнира 39 к одной стороне литейной машины, как показано на фиг.3, поворачивается поперек выходного отверстия литейной машины для направления чистого конца тонкой литой ленты 12 на направляющий стол 13, где лист подается к клети 14 с тянущими роликами. Фартук 38 затем втягивается обратно в свое нависающее положение, как показано на фиг.3, что позволяет ленте 12 проходить по петле 36 под литьевой машиной, как показано на фиг.2 и 3, перед тем как она поступает на направляющий стол 13. Направляющий стол 13 включает в себя ряд поддерживающих роликов 37 для поддержки ленты, перед тем как она поступает к клети 14 с тянущими роликами. Ролики 37 расположены в виде упорядоченной структуры, идущей от клети 14 с тянущими роликами в обратную сторону под литейную машину и изгибающейся вниз для плавного приема ленты и направления ее из петли 36.
Двухвалковая литейная машина может быть вида, который показан и описан подробно в патентах США № 5184668 и 5277243 или в патенте США № 5488988. Может быть дана ссылка на эти патенты по деталям конструкций, которые не являются частью настоящего изобретения.
Клеть 14 с тянущими роликами включает в себя два тянущих ролика 50, реагирующих на натяг, оказываемый клетью 15 для горячей прокатки. Поэтому лента способна свисать в виде петли 36, когда она проходит от литьевых валков 22 к направляющему столу 13 и в клеть 14 с тянущими роликами. Тянущие ролики 50 таким образом обеспечивают барьер натяга между свободно свисающей петлей и натягом ленты ниже по потоку в линии обработки. Тянущие ролики 50 также стабилизируют положение ленты на подающем столе 13, подающем ленту в клеть 15 для горячей прокатки.
От клети 14 с тянущими роликами тонкая литая лента 12 подается к клети 15 для горячей прокатки, включающей в себя верхний рабочий валок 16А и нижний рабочий валок 16В. Как показано на фиг.4, предпочтительное воплощение настоящего изобретения включает распыление смеси воды и масла на поверхности поддерживающих валков 16 ниже по потоку. Резервуар 100 для масла снабжен нагревателем 101 для поддержания масла при температуре приблизительно 50°С, но его нагревание необязательно. Нагретое масло переносится по линиям 103 подачи масла насосами 102 с постоянной производительностью в статические смесители 104, где нагретое масло смешивается с водой.
Вода подается от источника 110 в коллекторы 111 воды для охлаждения ленты и в линии 112 для подачи воды на валки прокатного стана. Первая часть воды подается в коллекторы 18 для распыления охлаждающей воды для охлаждения горячей ленты 12 после ее выхода из клети 15 для горячей прокатки. Обычно давление воды снижают посредством регулятора 113 давления приблизительно до 40 psi. Приблизительно подается от около 10 до 30 галлонов в минуту воды в каждый статический смеситель 104, в котором вода смешивается с около 4 галлонами в час нагретого масла.
Смесь масла и воды затем наносится на поверхности поддерживающих валков 16 ниже по потоку (в направлении перемещения тонкой литой стальной ленты 12, показанном стрелкой 120) посредством масло-водяных сопел 71. Альтернативно смесь масла и воды может наноситься на литую ленту 12 в области захвата валками, может наноситься на поверхности опорных валков 16 ниже по потоку или на рабочие валки 16А, 16В.
Предпочтительно температура тонкой литой стальной ленты 12 в клети 15 для горячей прокатки меньше 1100°С, более предпочтительно меньше 1050°С и наиболее предпочтительно меньше 900°С. Также предпочтительно, чтобы температура тонкой литой стальной ленты в клети 15 для горячей прокатки была выше 400°С.
Статические смесители 104 являются стандартными обычными доступными устройствами. Могут использоваться другие виды смесителей при условии, если они способны хорошо смешивать масло и воду.
В одном воплощении смесь масла и воды подается с расходом 5-30 галлонов в минуту при 40 psi на опорные валки 16. Обычно смесь масла и воды подается на опорные валки в этом воплощении с расходом около 10-20 галлонов в минуту, при этом 15 галлонов в минуту является подходящей величиной. Смесь масла и воды может включать меньше 5% масла, и в одном воплощении она включает 4 части масла на 600-1800 объемных частей воды. Масла может быть меньше 2 или 1% от смеси. Масло подается для смешивания с водой обычно с расходом менее 15 галлонов в минуту.
На фиг.5 показана средняя шероховатость поверхности (Ra) в микронах для тонкой литой стальной ленты 12, изготовленной с использованием настоящего изобретения. Как можно видеть на фиг.5, средняя шероховатость поверхности заметно ниже около 0,66 - около 1,5 микрона при добавлении смеси масла и воды, как описано выше.
В одном воплощении настоящее изобретение включает в себя изготовление тонкой литой стальной ленты с использованием нанесения смеси масла и воды, описанного выше, для производства тонкой литой стальной ленты со скоростью больше 80 метров в минуту.
Хотя изобретение было описано со ссылкой на некоторые воплощения, специалистам в этой области понятно, что могут быть сделаны различные изменения и замещения эквивалентами без отступления от объема настоящего изобретения. Кроме того, может быть внесено много модификаций для приспособления конкретной ситуации или материала к настоящему изобретению без отступления от его объема. Поэтому подразумевается, что изобретение не ограничено раскрытыми конкретными воплощениями, но что оно будет включать в себя все воплощения, находящиеся в пределах объема пунктов приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКОЙ ПОЛОСЫ | 2014 |
|
RU2673267C2 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |
| ПРОДУКТ В ВИДЕ ТОНКОЙ ЛИТОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2532794C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2294386C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2397842C1 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2307002C2 |
| ИЗДЕЛИЕ ИЗ СТАЛИ С ВЫСОКОЙ ТЕМПЕРАТУРОЙ УКРУПНЕНИЯ АУСТЕНИТНЫХ ЗЕРЕН И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2421298C2 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ ЛИТОЙ ПОЛОСЫ С ПОМОЩЬЮ ДВУХВАЛКОВОГО ЛИТЕЙНОГО АГРЕГАТА И АГРЕГАТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2006 |
|
RU2395365C2 |



Группа изобретений предназначена для повышения качества отлитой и прокатанной ленты. Тонкая литая лента имеет по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита. Получение поверхности ленты с шероховатостью меньше 1,5 микрон и толщиной окалины меньше 10 микрон при уменьшении образования микротрещин обеспечивается за счет того, что лента получена способом, включающим формирование ленты в зазоре между литейными валками, нанесение смеси воды и масла на рабочие валки стана для горячей прокатки, пропускание тонкой литой ленты при температуре меньше 1100°С через стан для горячей прокатки при одновременном нанесении смеси масла и воды на рабочие валки и проведение тонкой литой ленты от литейных валков через стан для горячей прокатки в атмосфере с меньше 5% кислорода при формировании тонкой литой ленты, 6 н. и 22 з.п. ф-лы, 5 ил.
1. Тонкая литая лента, имеющая по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, среднюю шероховатость поверхности меньше 1,5 микрона и толщину окалины меньше 10 микронов, и изготовленная посредством этапов, включающих:
a) подготовку двухвалковой литейной машины, имеющей латерально расположенные литейные валки, образующие зазор между собой, и стан для горячей прокатки, имеющий рабочие валки и опорные валки, рядом с двухвалковой литейной машиной,
b) формирование тонкой литой ленты в зазоре между литейными валками двухвалковой литейной машины,
c) нанесение смеси воды и масла на рабочие валки стана для горячей прокатки,
d) пропускание тонкой литой ленты при температуре меньше 1100°С через стан для горячей прокатки при одновременном нанесении смеси масла и воды на рабочие валки, и
e) проведение тонкой литой ленты от литейных валков через стан для горячей прокатки в атмосфере с меньше 5% кислорода при формировании тонкой литой ленты, имеющей: по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, шероховатость поверхности меньше 1,5 микрона в среднем и толщину окалины меньше 10 микронов.
2. Лента по п.1, при этом лента пропущена через стан горячей прокатки при температуре меньше 1050°С при одновременном нанесении смеси масла и воды на рабочие валки.
3. Лента по п.1 или 2, в которой средняя шероховатость поверхности меньше 1,0 микрона.
4. Лента по п.3, в которой средняя шероховатость поверхности меньше 0,7 микрона.
5. Лента по п.4, в которой средняя шероховатость поверхности меньше 0,5 микрона.
6. Лента по п.1, в которой толщина окалины меньше 7 микронов.
7. Лента по п.6, в которой толщина окалины меньше 4 микронов.
8. Лента по п.1, при этом смесь масла и воды наносится распылением на рабочие валки.
9. Лента по п.1, при этом смесь масла и воды наносится на рабочие валки подачей этой смеси масла и воды на опорные валки.
10. Лента по п.1, при этом смесь масла и воды содержит меньше 5% масла, при этом лента имеет низкую шероховатость поверхности меньше 1,5 микрона.
11. Тонкая литая стальная лента с пониженной средней шероховатостью поверхности меньше 1,5 микрона, изготовленная по этапам, включающим:
a) подготовку литейной машины для изготовления лент, имеющей два литейных валка с зазором между ними,
b) подготовку системы для подачи металла, способной образовать литейную ванну между литейными валками над зазором с боковыми преграждающими перегородками у концов зазора для ограничения указанной литейной ванны,
c) подготовку рядом с литьевой машиной для литья ленты стана для горячей прокатки, имеющего рабочие валки с рабочими поверхностями, образующими зазор между ними, в котором прокатывается горячая лента,
d) подготовку распылительных сопел, расположенных рядом с рабочими валками и способных подавать смесь воды и масла на рабочие валки,
e) введение расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на поверхностях литейных валков и ограничиваемой указанными боковыми преграждающими перегородками,
f) вращение в противоположном направлении литейных валков для образования отвержденных металлических корочек на поверхностях валков и литой стальной ленты в зазоре между литейными валками из указанных корочек,
g) распыление смеси масла и воды, когда лента поступает на стан горячей прокатки и
h) прокатку литой ленты между рабочими валками стана горячей прокатки для изготовления литой ленты, имеющей среднюю шероховатость поверхности меньше 1,5 микрона.
12. Лента по п.11, произведенная со скоростью 80 м литой ленты в минуту.
13. Лента по п.11, при этом температура прокатки меньше 900°С.
14. Лента по п.11, при этом скорость распыления соплами составляет от 10 до 30 галлонов в минуту.
15. Лента по п.11, в которой средняя шероховатость поверхности меньше 0,7 микрона.
16. Лента по п.15, в которой средняя шероховатость поверхности меньше 0,4 микрона.
17. Тонкая литая стальная лента со средней шероховатостью поверхности менее 1,5 микрона, изготовленная по этапам, включающим:
a) подготовку литейной машины для отливки листов, имеющей два литейных валка с зазором между ними,
b) подготовку системы для подачи металла, способной образовать литейную ванну между литейными валками над зазором с боковыми преграждающими перегородками у концов зазора для ограничения указанной литейной ванны,
c) подготовку рядом с литейной машиной для отливки ленты стана для горячей прокатки, имеющего опорные валки и рабочие валки с рабочими поверхностями, образующими зазор между рабочими валками, через который прокатывается горячая лента,
d) подготовку распылительных сопел, расположенных вверх по потоку от рабочих валков и способных распылять смесь воды и масла на опорные валки,
e) введение расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на поверхностях литейных валков и ограничиваемой указанными первыми боковыми преграждающими перегородками,
f) вращение в противоположном направлении литейных валков для формирования отвержденных металлических корочек на поверхностях литейных валков и литой стальной ленты в зазоре между литейными валками из корочек,
g) распыление смеси масла и воды, когда литая лента поступает на стан для горячей прокатки и
h) прокатку литой ленты между рабочими валками стана горячей прокатки для изготовления литой ленты, имеющей среднюю шероховатость поверхности меньше 1,5 микрона.
18. Лента по п.17, при этом скорость производства литой ленты составляет более 80 м в минуту.
19. Лента по п.17, при этом температура прокатки ниже 1100°С.
20. Лента по п.17, при этом температура прокатки ниже 1050°С.
21. Лента по п.20, при этом температура прокатки ниже 900°С.
22. Лента по п.17, при этом скорость распыления соплами составляет от 10 до 30 галлонов в минуту.
23. Лента по п.17, в которой шероховатость поверхности в среднем меньше 0,7 микронов.
24. Лента по п.17, при этом смесь масла и воды содержит меньше 5% масла.
25. Лента по п.17, в которой толщина окалины на поверхности меньше около 7 микронов.
26. Способ изготовления тонкой стальной ленты, имеющей по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, среднюю шероховатость поверхности меньше 1,5 микрона и толщину окалины меньше 10 микронов, включающий:
a) подготовку двухвалковой литейной машины, имеющей латерально расположенные литейные валки, образующие зазор между собой, и стана для горячей прокатки, имеющего рабочие валки и опорные валки, рядом с двухвалковой литейной машиной,
b) формирование тонкой литой ленты в зазоре между литейными валками двухвалковой литейной машины,
c) нанесение смеси воды и масла на рабочие валки стана для горячей прокатки,
d) пропускание тонкой литой ленты при температуре меньше 1100°С через стан для горячей прокатки при одновременном нанесении смеси масла и воды на рабочие валки и
e) проведение тонкой литой ленты от литьевых валков и через стан для горячей прокатки в атмосфере с меньше 5% кислорода при формировании тонкой литой ленты, имеющей по меньшей мере одну микроструктуру, выбранную из группы, состоящей из полигонального феррита, игольчатого феррита, Видманштеттовой структуры, бейнита и мартенсита, среднюю шероховатость поверхности меньше 1,5 микрона и толщину окалины меньше 10 микронов.
27. Способ изготовления тонкой литой стальной ленты с уменьшенной средней шероховатостью поверхности меньше 1,5 микрона, включающий:
a) подготовку литейной машины для изготовления лент, имеющей два литейных валка с зазором между ними,
b) подготовку системы для подачи металла, способной образовать литейную ванну между литейными валками над зазором с боковыми преграждающими перегородками рядом по концам зазора для ограничения указанной литейной ванны,
c) подготовку вблизи литейной машины для изготовления лент стана для горячей прокатки, имеющего рабочие валки с рабочими поверхностями, образующими зазор между собой, в котором прокатывается горячая лента,
d) подготовку распылительных сопел, расположенных рядом с рабочими валками с возможностью подачи смеси воды и масла на рабочие валки,
e) введение расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на поверхностях литейных валков и ограничиваемой указанными преграждающими перегородками,
f) вращение в противоположном направлении литейных валков для формирования отвержденных металлических корочек на поверхностях валков и литой стальной ленты в зазоре между литейными валками из указанных корочек,
g) распыление смеси масла и воды, когда лента поступает на стан для горячей прокатки и
h) прокатку литой ленты между рабочими валками стана для горячей прокатки для изготовления литой ленты, имеющей среднюю шероховатость поверхности меньше 1 микрона.
28. Способ изготовления тонкой литой стальной ленты со средней шероховатостью поверхности меньше 1,5 микрона, включающий:
a) подготовку литейной машины для изготовления лент, имеющей два литейных валка с зазором между ними,
b) подготовку системы для подачи металла, способной образовать литейную ванну между литейными валками над зазором с боковыми преграждающими перегородками у концов зазора для ограничения указанной литейной ванны,
c) подготовку рядом с литейной машиной для изготовления лент стана для горячей прокатки, имеющего опорные валки и рабочие валки с рабочими поверхностями, образующими зазор между рабочими валками, через который прокатывается горячая лента,
d) подготовку распылительных сопел, расположенных вверх по потоку от рабочих валков с возможностью распыления смеси воды и масла на опорные валки,
e) введение расплавленной стали между двумя литейными валками для образования литейной ванны, поддерживаемой на поверхностях литейных валков и ограничиваемой указанными боковыми преграждающими перегородками,
f) вращение в противоположном направлении литейных валков для формирования отвержденных металлических корочек на поверхностях литейных валков и литой стальной ленты из этих корочек в зазоре между литейными валками,
g) распыление смеси масла и воды, когда литая лента поступает на стан для горячей прокатки и
h) прокатку литой ленты между рабочими валками стана для горячей прокатки для изготовления литой ленты, имеющей среднюю шероховатость поверхности меньше 1,5 микрона.
| WO 0226422 А1, 04.04.2002 | |||
| СПОСОБ ПОДАЧИ СМАЗКИ В ОЧАГ ДЕФОРМАЦИИ МНОГОВАЛКОВЫХ ПРОКАТНЫХ СТАНОВ | 0 |
|
SU359075A1 |
| Способ прокатки полосовых заготовок | 1985 |
|
SU1304947A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| US 2004025320 A1, 12.02.2004 | |||
| JP 2000351002 A, 19.12.2000 | |||
| US 2004069381 A, 15.04.2004. | |||

