Изобретение относится к металлургическому отделочному оборудованию и может быть использовано для устранения дефектов формы (коробоватости, волнистости и т.п.) в металлических лентах и полосах, а также в сортовом прокате. . Известа установка для непрерывной правки проката, содержащая смонтированный на основании по ходу технологического процесса тормозное, правиль ное и тянущее устройства, выполненные в виде установленных в кассетах комплектов расположенных в шахматном порядке роликов, и их привод. В известной установке для непрерывной правки проката в качестве тормозного и тянущего устройств применяются многороликовые S-образные натяжные устройства в которых контакт обрабатываемого проката с роликами осуществляется за счет работы приводных двигателей роликов в генераторном (тормозном) и двигательном (тянущем) режимах 111. Основными недостатками установки с многороликовыми S-образными натяжными устройствами являются значительные потери времени при заправке передних концов проката, что в агрегатах порулонной обработки снижает производительность, так как требует применения ручных операций, небезопасных для обслуживающего персонала. В непрерывно действующих агрегатах при пропуске через установки для правки мест соединения полос или лент (сварных швов, сшивом и т.п.) во избежание обрыва проката должно снижаться натяжение, это приводит к тдму, что 10-12 м на передних и задних концах проката становятся непригодными для дальнейшего использования вследствие низкого качества правки. Недостатком многороликовых S-образных натяжных устройств является также необходимость подбирать диаметр их роликов таким, чтобы прокат, сгибая ролики, испытывал только упругую деформацию изгиба или получал бы незначительную пластическую деформацию, следствие этого S-образные натяжные устройства имеют большие габариты и вес. Увеличение габаритов и веса вызывается также необходимостью в оснащении приводом не только роликов тянущего, но и роликов тормозного устройств. Цель изобретения - повышение производительности. Цель достигается тем, что в установке для непрерывной правки проката.
состоящей из тормозного, тянущего и установленного между ними правильного устройств, тормозное устройство выполнено неприводным, при этом ролики тянущего устройства покрыты эластичным материалом.
Все ролики одного ряда расположены в общей кассете, а ролики другого ряда расположены в индивидуальных для каждого комплекса кассетах, при этом каждая кассета установлена с возможностью возвратно-поступательного регулировочного перемещения перпендикулярно оси подачи проката. Тянущее устройство снабжено дополнительными роликами с металлической поверхностьь смонтированными между основными роликами с возможностью регулировочного возвратно-поступательного перемещени перпендикулярно оси подачи проката.
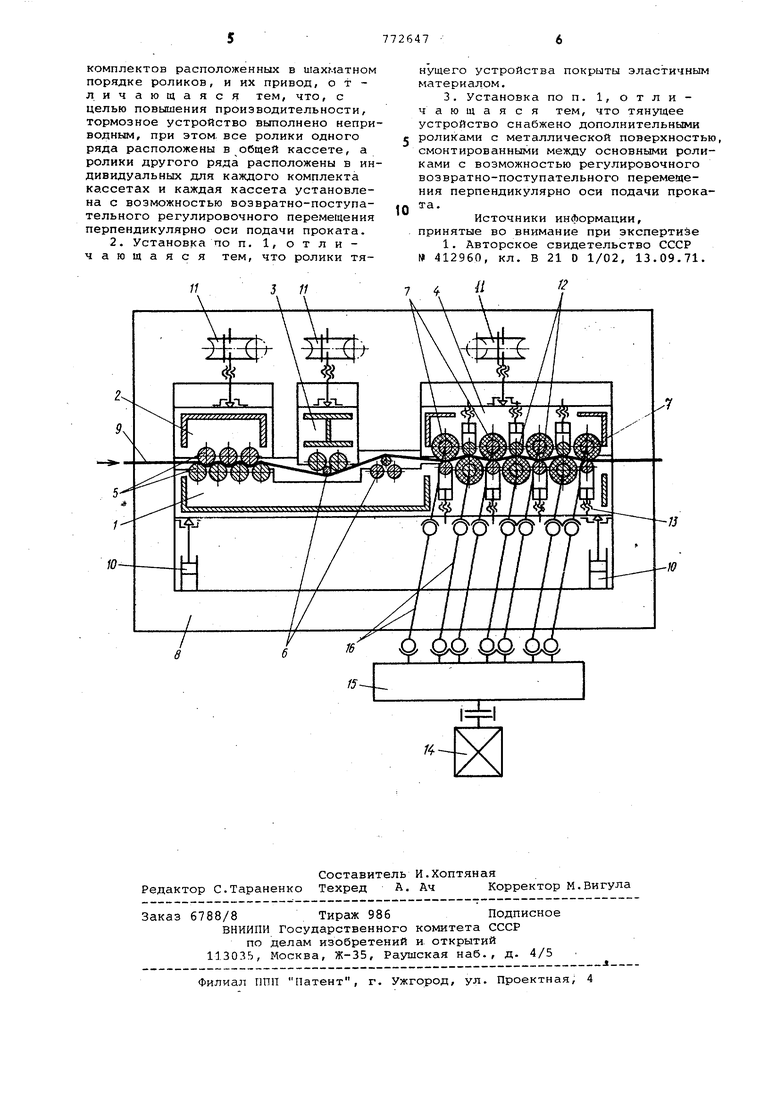
На чертеже показана принципиальна схема установки.
Установка для непрерывной правки проката состоит из 3-х комплектов правильных роликов, разметенных в кассетах 1-4.
Все ролики нижнего ряда смонтированы в общей кассете 1, правильные ролики верхнего ряда - в индивидуальных кассетах 2-4 соответственно для комплекта тормозных роликов 5, правильных роликов .6 и тянущих роликов Кассеты смонтированы в направляющих основания 8 и снабжены механизмами вертикального перемещения относительно обрабатываемого проката 9, при этом механизм перемещения нижней кассеты 1 обеспечивает ей только два крайних положения от упора до упора: верхнее - для правки, нижнее - для задачи переднего конца проката в установку, и выполнен, например, в виде гидро- или пневмоцилиндров 10, ил посредством различных тяг, рычагов и т.п.
Механизмы перемещения верхних кассет 2-4 представляют собой червячновинтовые передачи 11 и служат для независимой настройки верхних роликов 5-7 каждого комплекта. Привода этих механизмов могут быть выполнены как .ручными с помощью штурвалов, так и механизированными от гидро- или электродвигателей.
Верхние и нижние ролики 7 тянущего устройства могут иметь покрытие из эластичного материала (полиуретан резина). В промежутках между ними установлены стальные ролики 12 меньшего диаметра, снабженные механизмаMi 13 настройки их положения относительно роликов 7.
Пр1 установке в тянущем устройстве роликов 7 без эластичного покрытия установленные в промежутках между ними ролики 12 снабжаются пружинами или другими упругими элементами, что необходимо для увеличения тянущего усилия этого комплекта.
Ролики 7 тянущего устройства снабжены приводом их вращения, состоящим из двигателя 14, шестеренной клети 15 и шпинделей 16. С целью компенсации удлинения проката 9 от ролики к ролику , каждый ролик 7 может быть выполнен с возрастанием диаметров в направлении движения проката или может быть оснащен дифференциальным приводом.
В общем случае комплект тормозных роликов 5 может быть выполнен аналогично комплекту тянущих роликов 7 и все ролики, как эластичные, так и стальные, могут иметь привод вращения с поддержанием разности скоростей проката между тормозными и тянущими роликами.
Установка для непрерывной правки проката работает следующим образом.
Подлежащий правке прокат 9 подается в зазор между верхними и нижними роликами 5-7. При этом кассета 1 установлена вкрайнем нижнем положении. При входе проката 9 в зазор между приводны1ии роликс1ми 7 кассета 1 поднимается в крайнее верхнее положение. Включается двигатель 14 и под действием тянущего усилия роликов 7 и 12 прокат тра;нспортируется через установку, получая одновременно знакопеременную деформацию изгиба между роликами тормозного, правильного и тянущего устройств.
Натяжение и деформация изгиба в прокате регулируется при этом изменением зазора между верхними и нижними ргвдами роликов 5 и 7, а также перемещением роликов 12 относительно соответствуннцих роликов 7. Аналогично настраивается верхний правильный ролик
При подходе к установке места соединения проката (сварного Шва, сшивки и т.д.) натяжение снижается увеличением зазора между верхними и нижними роликами 5 и б вплоть до полного их разведения путем подъема кассет 2 и 3 с помощью передач 11. Правка проката, . проходящего через установку с малым натяжением или без него, осуществляется за счет знакопеременного изгиба на роликах 7 и 12 тянущего устройства. После пропуска через установку мест соединения проката кассеты 2 и 3 возвращаются в рабочее положение и процесс непрерывной правки продолжается.
Годовой экономический эффект от использования изобретения составит 400 тыс.руб.
Формула изобретения
1. Установка для непрерывной правки проката, содержащая смонтированные на основании по ходу технологического процесса тормозное, правильное и тянущ устройства, выполненные в виде установленных в кассетах
комплектов расположенных в шахматном порядке роликов, и их привод, отличающаяся тем, что, с целью повышения производительности, тормозное устройство выполнено неприводным, при этом, все ролики одного ряда расположены в общей кассете, а ролики другого ряда расположены в индивидуальных для каждого комплекта кассетах и каждая кассета установлена с возможностью возвратно-поступательного регулировочного перемещения перпендикулярно оси подачи проката.
2. Установка по п, 1, отличающаяся тем, что ролики тянущего устройства покрыты эластичным материалом.
3, Установка по п. 1, отличающаяся тем, что тянущее устройство снабжено дополнительными J роликами с металлической поверхностью, смонтированными между основными роликами с возможностью регулировочного возвратно-поступательного перемещения перпендикулярно оси подачи проката.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР W 412960, кл. В 21 О 1/02, 13.09.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫТЯГИВАЮЩЕЙ ПРАВКИ С ГИБКОЙ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2014 |
|
RU2665668C2 |
| УСТАНОВКА ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1973 |
|
SU398307A1 |
| Способ правки листового проката и планетарная машина для его осуществления | 1985 |
|
SU1400700A1 |
| УСТАНОВКА ПРАВКИ ПОЛОСЫ РАСТЯЖЕНИЕМ С ИЗГИБОМ | 2002 |
|
RU2228812C2 |
| Листоправильная машина | 1987 |
|
SU1500407A1 |
| Листоправильная машина | 1980 |
|
SU910279A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2486023C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ РЕБРОВОЙ КРИВИЗНЫ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1037466A1 |
| СПОСОБ ПРАВКИ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040990C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
