Перекрестная ссылка на родственную заявку
Данная заявка является частичным продолжением заявки на патент США №09/541524, поданной 3 апреля 2000 г.
Заключение относительно финансируемых правительством США исследований или разработок
Не применимо.
Предпосылки к созданию изобретения
Настоящее изобретение, в общем, относится к области отделки автомобильных колес, а более конкретно к машине и зажимному приспособлению для обработки поверхности, удаления заусенцев, скругления радиусов, удаления окалины, полировки, пескоструйной очистки поверхности или другой подготовки автомобильных колес для нанесения различных типов покрытия, металлизации, окраски, а также для различной окончательной полировки или «отделки» автомобильных колес.
Хорошо известны машины для отделки небольших обрабатываемых деталей во вращающемся барабане; однако в производстве автомобильных колес совершенно неизвестны машина с необходимым креплением автомобильных колес и способ отделки автомобильных колес за счет приложения значительного ускорения силы тяжести, обеспечивающего отделку. В самом деле, производители автомобильных колес в настоящее время не используют ни один тип вращающегося барабана для предварительной отделки или для различных видов окончательной отделки автомобильных колес. Для отделки больших обрабатываемых деталей, таких как колеса, требуется машина и система закрепления для удержания колес, которые позволяют колесам получать удары с высокой энергией от суспензий, без нежелательного повреждения поверхности колеса. Более того, не существует средства для снижения нагрева и роста давления в машинах с высокой энергией, работающих на высоких скоростях вращения и создающих высокие гравитационные силы.
Отделку небольших обрабатываемых деталей во вращающемся барабане проводят за счет использования суспензий, при помощи создания сил соударения с деталями, чтобы сошлифовывать дефекты за счет использования гравитационные сил, воздействующих желательным образом на обрабатываемую деталь. Обычно обрабатываемые детали помещают навалом в барабан и позволяют им соударяться друг с другом, а также испытывать воздействие суспензии. В известных способах и машинах для отделки небольших обрабатываемых деталей используют шестиугольные барабаны, установленные в револьверной головке. Барабаны обычно движутся против часовой стрелки относительно револьверной головки, так чтобы поддерживать фиксированное положение барабана относительно горизонта. Такой подход позволяет обеспечить максимальное соударение суспензии с обрабатываемыми деталями за счет встряхивания системы при вращении барабанов.
Недостаток известной технологии заключается в том, что отсутствует способ или средство для закрепления больших обрабатываемых деталей, таких как автомобильные колеса, в надлежащем положении в машине с вращающимся барабаном, позволяющие получать эффективные результаты. Более того, отсутствуют большие барабаны для удержания автомобильных колес, которые позволяют при высоких скоростях вращения получать желательные результаты. Следовательно, до настоящего времени отсутствуют машины с вращающимся барабаном достаточного размера для того, чтобы размещать в нем автомобильные колеса, в частности, из-за отсутствия механизмов для надежного крепления колес. Другой проблемой, которую решают в соответствии с настоящим изобретением, когда используют барабаны больших размеров, необходимые для установки автомобильных колес, является снижение чрезмерного нагревания и последующего роста давления внутри барабана, что может приводить к неизбежной утечке, губительной для процесса отделки. Такое средство встроено в барабаны и обеспечивает ввод охладителя в систему в процессе работы.
Дополнительное преимущество системы в соответствии с настоящим изобретением заключается в том, что может быть проведена быстрая и простая загрузка и разгрузка картриджа, который может быть введен в барабанные контейнеры с конца вращающихся револьверных головок. За счет загрузки картриджей с конца, через отверстия в револьверной головке, упрощается вставка колес для отделки и съем колес.
Краткое изложение изобретения
Первой задачей настоящего изобретения является создание эффективной машины для предварительной и окончательной отделки автомобильных колес.
Другой задачей настоящего изобретения является создание эффективной системы для загрузки картриджей во вращающуюся револьверную головку с конца, и разгрузки картриджей из нее. Еще одной задачей настоящего изобретения является создание способа предварительной и окончательной отделки автомобильных колес с высокой силой.
Еще одной задачей настоящего изобретения является пропускание автомобильных колес через процесс предварительной или окончательной отделки, чтобы они стали более контролируемыми, что позволяет сделать автомобильное колесо более концентрическим.
Еще одной задачей настоящего изобретения является пропускание автомобильных колес через процесс предварительной или окончательной отделки, для проведения их полной предварительной или окончательной отделки. Производится полировка передней, задней, верхней, нижней и боковых сторон колеса, а также полировка и скругление внутренних пазов и отверстий, в результате чего обеспечивается предварительная или окончательная отделка и устраняются любые острые кромки.
Еще одной задачей настоящего изобретения является уменьшение времени предварительной и окончательной отделки автомобильных колес.
Еще одной задачей настоящего изобретения является создание способов закрепления автомобильных колес, позволяющих реализовать настоящее изобретение, которые могут быть использованы и в аналогичных других технологиях.
Еще одной задачей настоящего изобретения является создание системы для введения циркулирующего охладителя в барабан, для снижения чрезмерного нагревания и последующего роста давления внутри барабана, что является неизбежным результатом воздействия гравитационных сил и трения, возникающих при предварительной или окончательной отделке объекта размером с автомобильное колесо.
Еще одной задачей настоящего изобретения является создание системы для загрузки картриджей во вращающуюся револьверную головку и разгрузки картриджей из нее, через отверстия в револьверной головке, для того чтобы облегчить быструю перезагрузку автомобильных колес для отделки.
Указанные ранее и другие задачи и преимущества изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи. В соответствии с предпочтительным вариантом осуществления настоящего изобретения создана машина для отделки автомобильных колес, имеющая вращающуюся револьверную головку, множество контейнеров, которые установлены на цапфах в револьверной головке и выполнены с возможностью избирательного вращения независимо от револьверной головки, множество съемных картриджей, вводимых с конца револьверной головки в каждый из контейнеров, предназначенных для удержания автомобильных колес в картриджах, в свою очередь предназначенных для осуществления избирательного входа в контакт абразивной среды с колесами.
В соответствии с другим предпочтительным вариантом осуществления настоящего изобретения создана машина для отделки автомобильных колес, имеющая вращающуюся револьверную головку, множество барабанных клеток, которые установлены на цапфах в револьверной головке и выполнены с возможностью избирательного вращения независимо от револьверной головки, множество картриджей, выполненных с возможностью введения среды, которые устойчиво удерживаются внутри барабанных клеток, и зажимное приспособление в картриджах, которое удерживает автомобильные колеса в картриджах для приема среды.
Чертежи представляют собой неотъемлемую часть описания изобретения, причем на них показаны примерные варианты изобретения, которые могут быть реализованы в различных формах. Следует иметь в виду, что в некоторых случаях различные аспекты настоящего изобретения показаны с преувеличением или в увеличенном виде, чтобы облегчить понимание изобретения.
Указанные ранее и другие характеристики и преимущества изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
Чертежи представляют собой неотъемлемую часть описания изобретения, причем на них показаны примерные варианты изобретения, которые могут быть реализованы в различных формах. Следует иметь в виду, что в некоторых случаях различные аспекты настоящего изобретения показаны с преувеличением или в увеличенном виде, чтобы облегчить понимание изобретения.
На фиг.1 изображен вид в перспективе устройства в соответствии с настоящим изобретением, показывающий множество в основном цилиндрических контейнеров, установленных на револьверной головке.
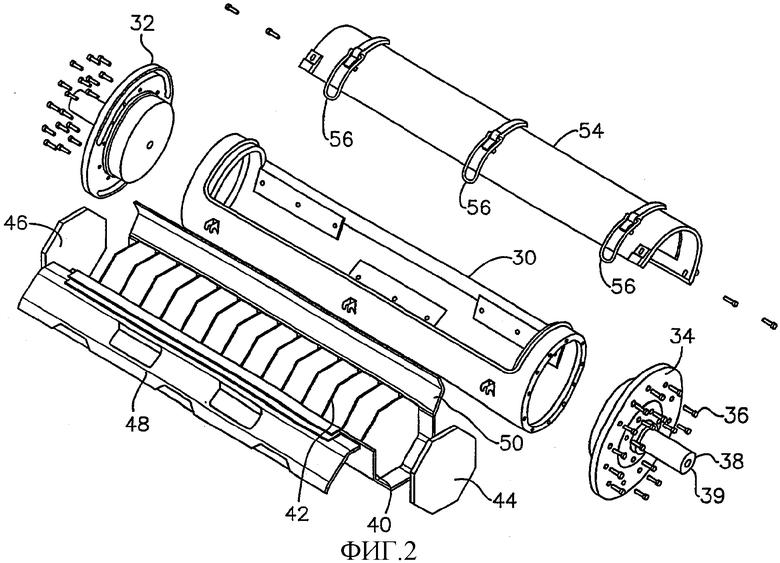
На фиг.2 изображен перспективный вид, с пространственным разделением деталей, картриджа и барабана для загрузки автомобильных колес в барабан.
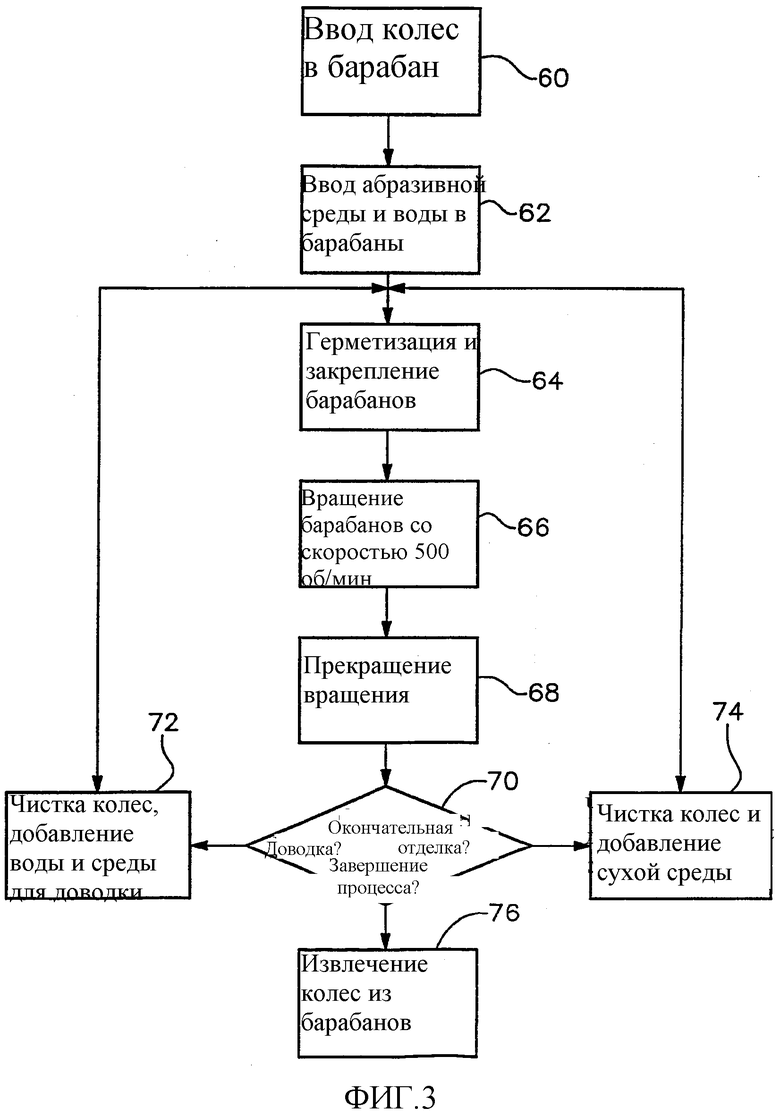
На фиг.3 изображена блок-схема операций, входящих в способ для отделки автомобильных колес.
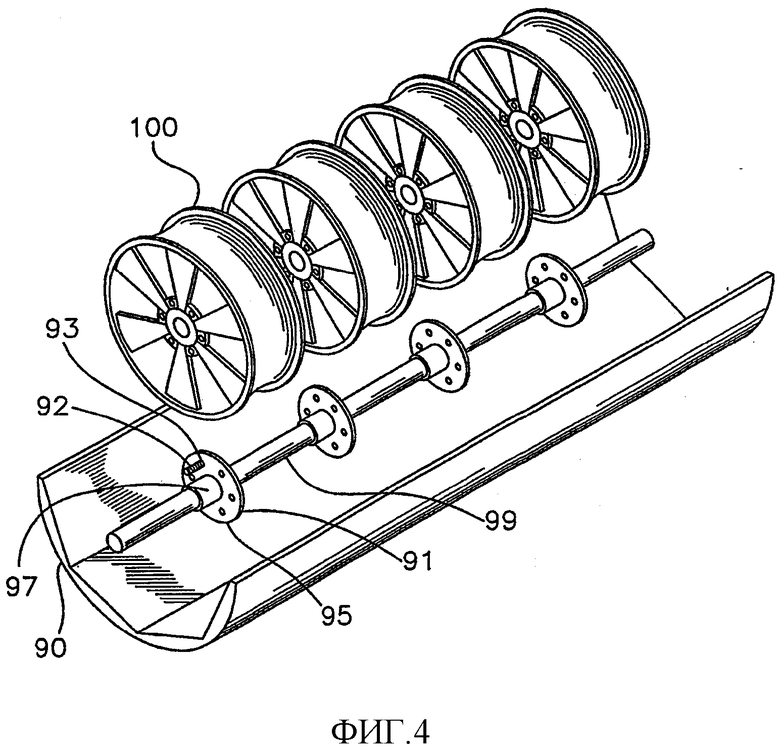
На фиг.4 изображен вид в перспективе нижнего участка картриджа с установочными пластинами для колес.
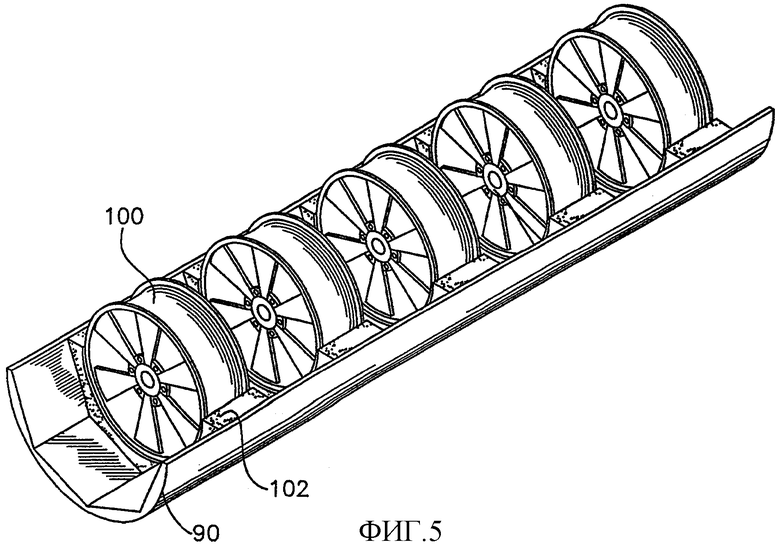
На фиг.5 изображен вид в перспективе картриджа с мягкими амортизирующими опорами на нижнем участке колес.
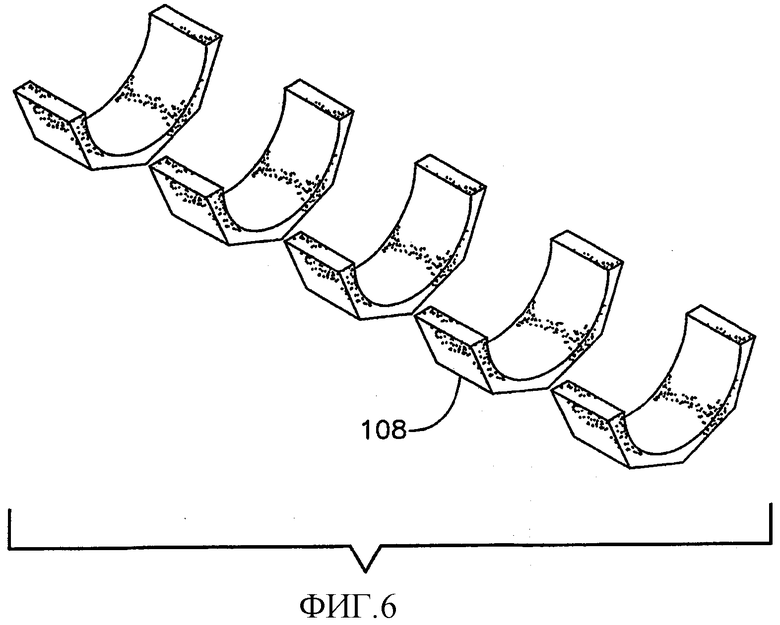
На фиг.6 изображен вид в перспективе сопряженных верхних амортизирующих опор, предназначенных для использования в картридже.
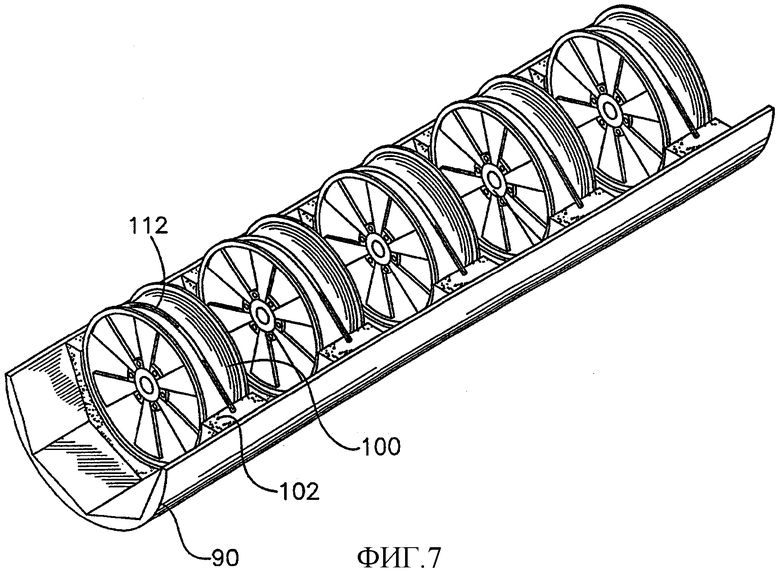
На фиг.7 изображен вид в перспективе нижней половины картриджа с колесами, установленными на амортизирующих опорах и закрепленных на месте при помощи стяжных лент поверх верхней части колес. На фиг.7а также изображена альтернативная опора, которая может быть размещена под колесами или поверх них для стабильного введения в контейнер.
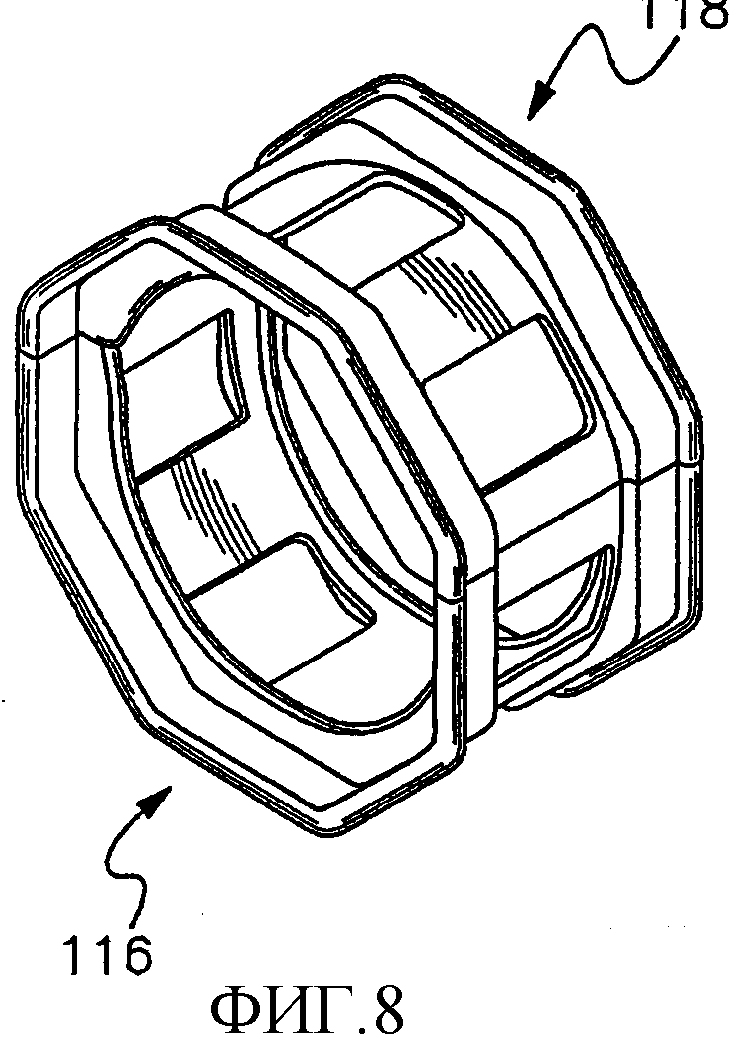
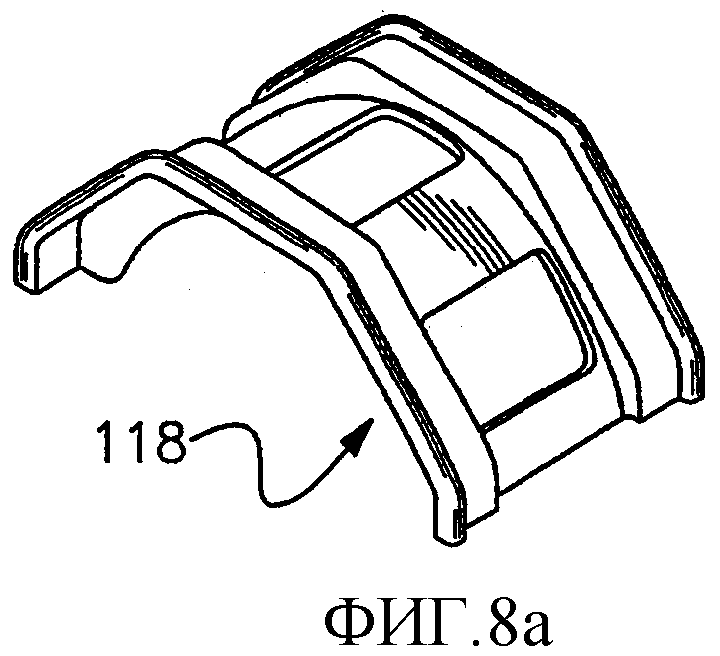
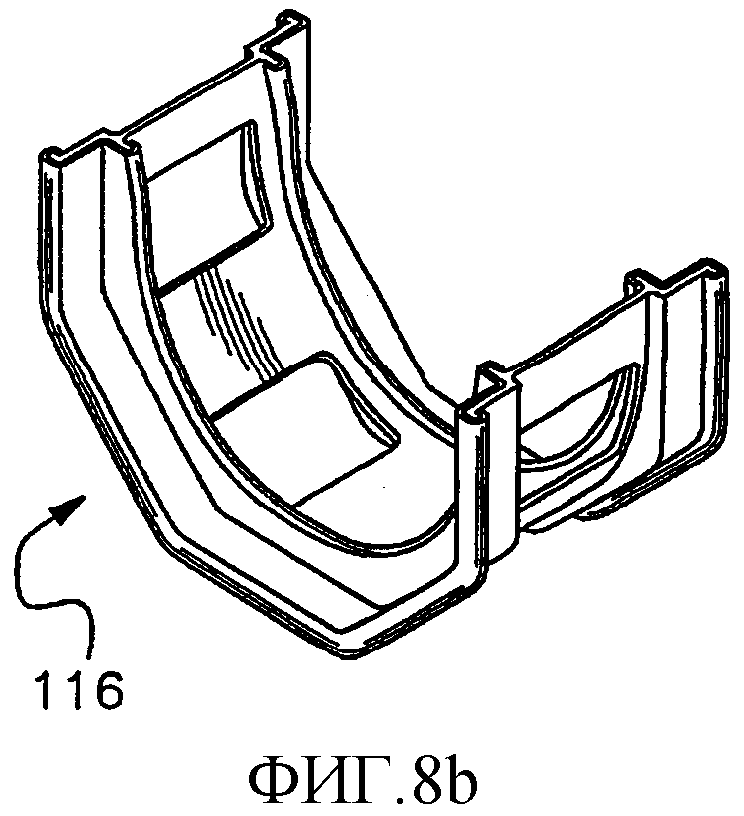
На фиг.8 изображен вид в перспективе хомута для колеса, предназначенного для стабильного введения узла в картридж. На фиг.8а и 8b также изображены виды в перспективе верхнего и нижнего участков хомута для колеса.
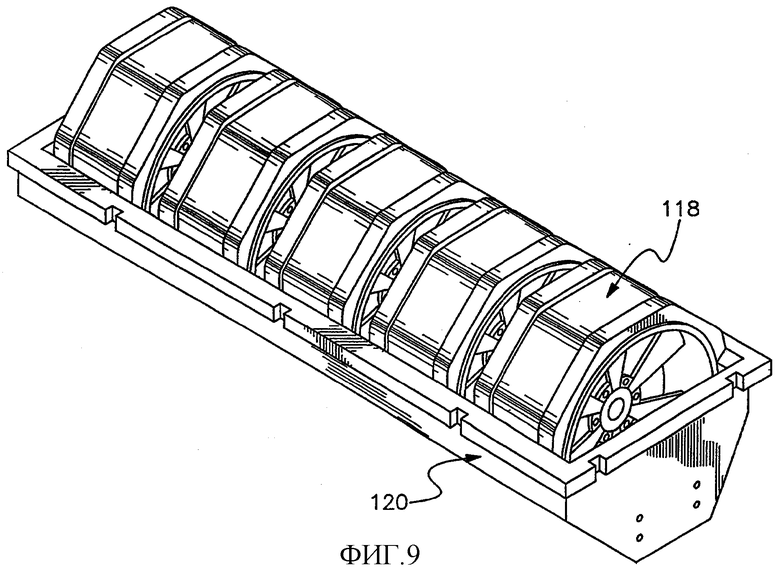
На фиг.9 изображен вид в перспективе картриджа, загруженного колесами, закрепленными при помощи хомутов для колес.
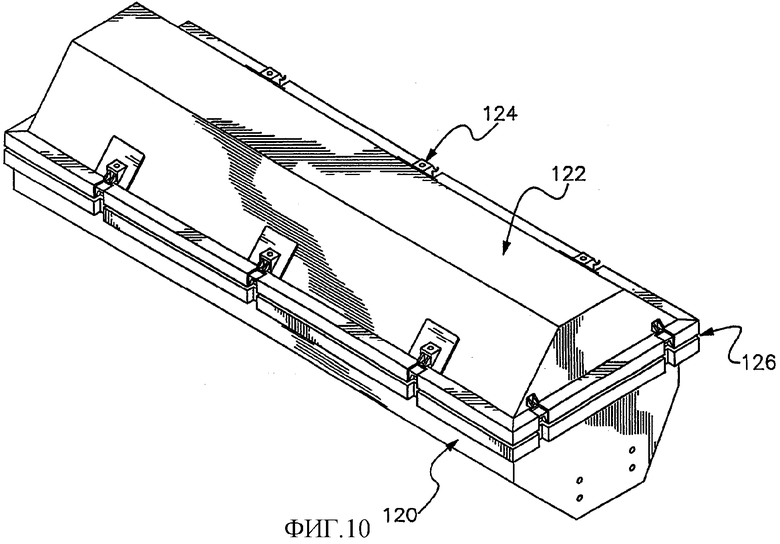
На фиг.10 изображен вид в перспективе картриджа с закрытой верхней крышкой.
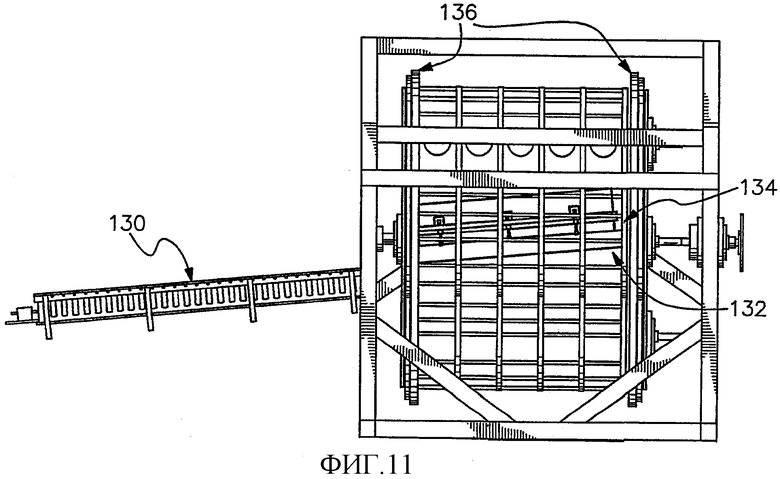
На фиг.11 изображен вид сбоку устройства в соответствии с настоящим изобретением, показывающий множество в основном цилиндрических барабанных клеток, установленных на револьверной головке, и конвейерную систему для загрузки картриджа в барабанные клетки и для его разгрузки из них.
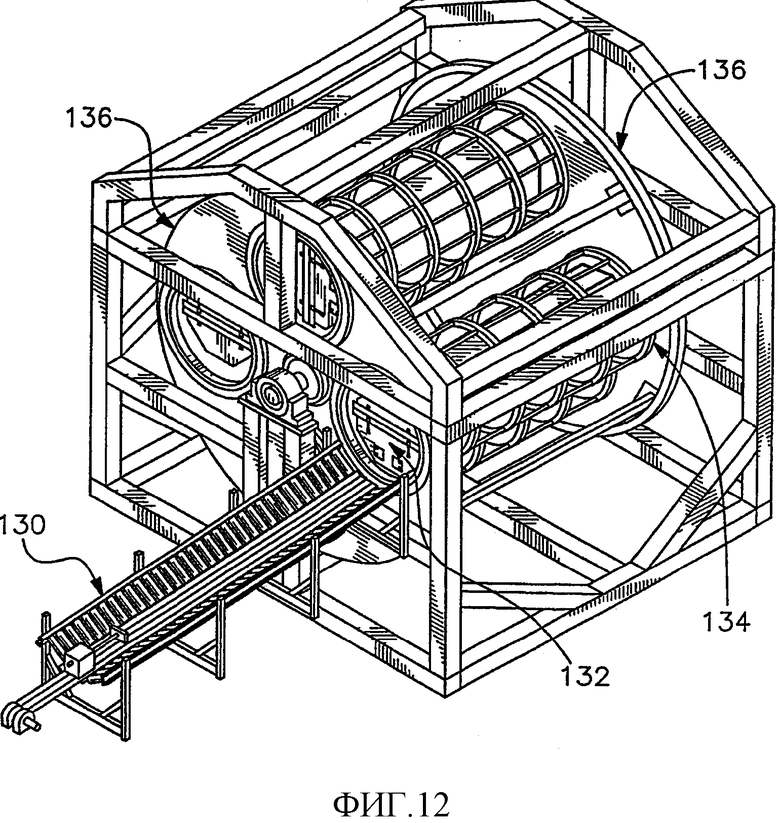
На фиг.12 изображен вид в перспективе устройства в соответствии с настоящим изобретением, показывающий множество в основном цилиндрических барабанных клеток, установленных на револьверной головке, и конвейерную систему для загрузки картриджа в барабанные клетки и для его разгрузки из них.
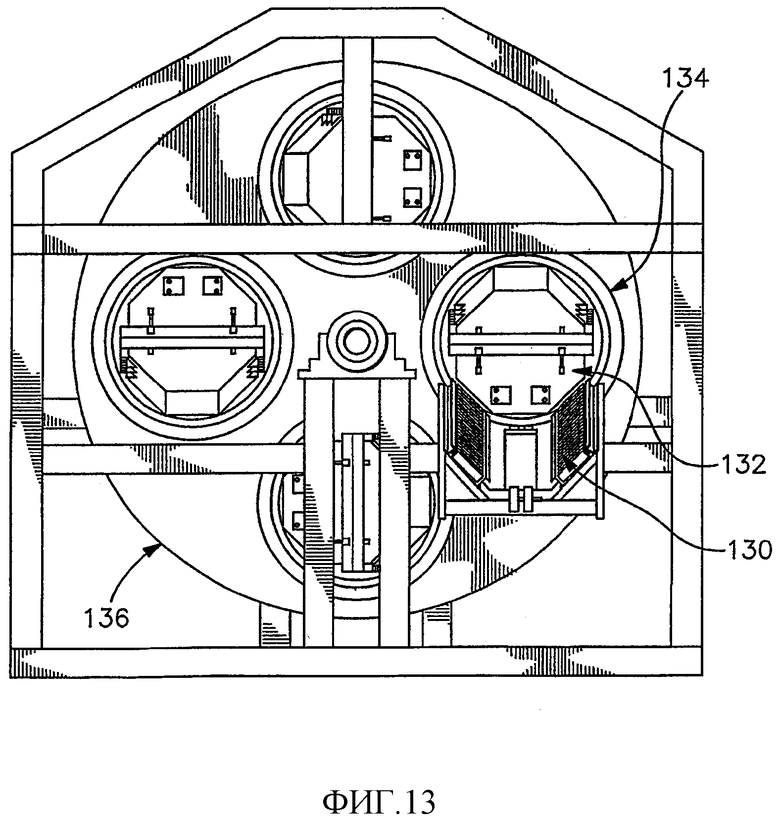
На фиг.13 изображен вид с торца устройства в соответствии с настоящим изобретением, показывающий множество в основном цилиндрических барабанных клеток, установленных на револьверной головке, с условно удаленным конвейерным механизмом для загрузки картриджа в барабанные клетки и для его разгрузки из них.
Подробное описание предпочтительных вариантов изобретения
Далее приведено подробное описание предпочтительных вариантов изобретения, однако следует иметь в виду, что настоящее изобретение может быть реализована в самых различных формах. При этом различные аспекты изобретения могут быть инвертированы или изменены в отношении формы и деталей конкретных узлов, расположения узлов или состава узлов. Следовательно, описанные здесь конкретные детали не следует понимать как ограничительные, а скорее следует понимать как основание для формулы изобретения и как представительное основание для понимания изобретения специалистами, чтобы использовать настоящее изобретение практически в любой соответствующим образом детализированной системе или структуре или любым подходящим образом.
На фиг.1 показан вид в перспективе предпочтительного варианта в соответствии с настоящим изобретением. Револьверные головки 10 и 12 установлены на валах и приводятся во вращение при помощи двигателей (не показаны), которые вращают револьверные головки с высокими скоростями. На цапфах в револьверных головках установлено множество в основном цилиндрических барабанов 14, которые вращаются с высокими скоростями и могут быть снабжены дополнительными двигателями, обеспечивающими их вращение независимо от вращения револьверных головок. Барабаны могут иметь различные внутренние конфигурации, в том числе шестиугольную, восьмиугольную и другие формы, чтобы создавать достаточное перемешивание материала внутри в ходе вращения. Внутри каждого барабана размещены обрабатываемые детали, показанные здесь в виде относительно больших автомобильных колес 18. Колеса 18 установлены в основном перпендикулярно к барабанам и удерживаются на месте при помощи зажимных приспособлений, как это описано далее более подробно. Колеса могут быть установлены под углом к продольной оси барабана, для того чтобы обеспечить движение среды относительно колес. Барабаны также могут быть облицованы каучуком или уретаном и могут иметь форму, которая отличается от в основном цилиндрической формы.
При включении двигателя револьверной головки барабаны начинают вращаться с высокими скоростями, составляющими ориентировочно 25-500 об/мин, в результате чего создаются высокие гравитационные силы. Барабаны 14 установлены при помощи валов и шкивов (не показаны) в револьверных головках 10 и 12 и могут вращаться при сохранении фиксированного положения, встречно к направлению вращения револьверных головок, или вращаться отдельно, за счет дополнительных двигателей (не показаны).
Далее описан в общем виде процесс отделки колес. Колеса 18 закреплены внутри барабанов 14 с соответствующей ориентацией относительно продольной оси барабанов. После закрепления колес в барабанах в барабаны подают абразивную среду, воду или другие материалы. Барабаны герметизированы для предотвращения утечки. Как это показано более детально на фиг.2, барабаны содержат цилиндрическую трубу 30, имеющую два конца с уплотнительными крышками 32 и 34, закрепленными на концах трубы. Крышки 32 и 34 закреплены на трубе 30 при помощи множества крепежных деталей 36, так что крышки полностью герметизируют и закрывают концы трубы. Крышки 32 и 34 снабжены валами (осями) 38, выступающими наружу вдоль продольной оси, которые позволяют производить установку барабанов на револьверных головках. Труба 30 содержит введенный в нее картридж 40, который соединен с множеством разделительных панелей 42. Обрабатываемые детали могут быть размещены между разделительными панелями 42, которые позволяют крепить обрабатываемые детали и предотвращать боковое смещение обрабатываемых деталей в ходе вращения. Альтернативно, обрабатываемые детали, такие как колеса, могут быть установлены на валу, проходящем через колеса, или закреплены на месте при помощи опорных амортизаторов, более подробно показанных на фиг.4, 5, 6 и 7. Картридж 40 имеет закрепленные на нем торцевые заглушки 44 и 46. Картридж 40 имеет дополнительные панели 48 и 50, которые закрывают опорную конструкцию до ее введения в барабан. После закрывания картриджа 40 панелями 48 и 50 и его установки в трубе 30, заслонка 54 может быть защелкнута при помощи защелок 56, чтобы закрыть и герметизировать трубу. После герметизации труба готова для вращения с высокой скоростью и проведения операций отделки по способу в соответствии с настоящим изобретением.
Принимая во внимание высокую температуру, которая может возникать за счет используемых в процессе высоких скоростей вращения, предусмотрено средство введения в барабан охлаждающей жидкости для снижения температуры. Вращающийся вал 38 имеет центральное расточенное отверстие 39, проходящее в продольном направлении вала и позволяющее обеспечить сообщение между внутренней частью барабана и средством для ввода жидкости в барабан. Вал 38 может быть снабжен трубкой (не показана), подключенной к насосу или резервуару для подачи охлаждающей жидкости в барабан. Другая возможность ввода охлаждающей жидкости в контейнер и ее вывода из контейнера может быть обеспечена при помощи каналов, предусмотренных на торцевых крышках 32 и/или 34. Могут быть использованы и другие механизмы ввода/вывода, при условии, что полное количество охлаждающей среды поддерживается на желательном уровне в течение всего процесса вращения. При возрастании температуры или давления датчики могут подавать команду на ввод жидкости и на включение средства для ввода жидкости, после чего жидкость нагнетается через отверстие 39 в барабан. Альтернативно, средство для ввода жидкости может непрерывно подавать жидкость или прерывисто подавать жидкость в течение периода времени, позволяющего поддерживать желательные уровни температуры или давления. В качестве средства для накачки жидкости может быть использован любой подходящий известный механизм. За счет ввода жидкости в ходе фазы вращения можно понизить возникающее в системе высокое давление. Альтернативно, на внешнюю поверхность системы может быть направлена распыленная вода или другая жидкость для снижения нагревания барабанов или картриджей и клеток, показанных на фиг.11, 12 и 13.
На фиг.3 показана полная блок-схема способа отделки автомобильных колес. Первой операцией способа является процесс обрезки. На фиг.3 показаны, среди прочего, операции, которые используют в процессе обрезки. При проведении операции 60 колеса устанавливают в барабан. При проведении операции 62 в барабан вводят среду и воду. В барабан может быть введена любая желательная среда или жидкость, в зависимости от того, какой вид отделки желательно осуществить. При проведении операции 64 барабан закрывают, герметизируют и подготавливают для вращения с высокой скоростью. Револьверные головки приводят во вращение при помощи двигателей, которые при проведении операции 66 вращают барабаны со скоростью ориентировочно от 75 до 500 об/мин. На фиг.3 показано, что при проведении операции 66 скорость вращения составляет 500 об/мин, однако следует иметь в виду, что может быть использована любая подходящая скорость, которая позволяет создавать силы с высокой энергией для абразивной обработки колес. Предпочтительными являются скорости в диапазоне ориентировочно от 75 до 500 об/мин. После достижения надлежащей продолжительности цикла вращение прекращают и способ обрезки завершают при проведении операции 68. Обычно при повышении скорости вращения продолжительность цикла отделки в основном уменьшается. При повышении скорости вращения прилагаемые к колесам перегрузки возрастают, что приводит к возникновению высокого давления, прилагаемого к колесам за счет среды и воды. Так как абразивный материал в среде воздействует на колеса, то дефекты поверхности удаляются и колесо будет иметь отполированный внешний вид.
Основными факторами, влияющими на степень отделки, являются количество и тип использованной среды и ее состав, скорость револьверной головки и продолжительность цикла полного процесса обработки. Различные среды позволяют обеспечивать различную степень отделки и продолжительности цикла, в зависимости от желательного результата. Основной характеристикой предлагаемого способа является устойчивая установка колес в больших цилиндрах и создание высоких скоростей вращения для создания сил, приводящих среду в контакт с колесами для абразивной обработки поверхности в желательной степени. После завершения обработки среда может быть удалена из барабанов и использована повторно для другого процесса.
После завершения процесса обрезки колеса подготавливают для проведения процесса доводки, если это необходимо, отделки или завершения, при проведении операции 70. Если желательно осуществить процесс доводки, то колеса снимают, чистят и вновь вводят в барабаны, после чего, при проведении операции 72, в барабаны вводят новую среду. После ввода новой среды барабаны закрывают и уплотняют и начинают прежний процесс с операции 64. В ходе операции доводки колеса испытывают воздействие более мягкой абразивной среды. После завершения процесса доводки колеса могут быть сняты и на них может быть нанесено покрытие при помощи обычных средств, если это желательно. Если покрытие не наносят, то может быть проведена операция окончательной отделки или полировки с использованием способа и устройства в соответствии с настоящим изобретением.
Если при проведении операции 70 доводку не проводят, то переходят к процессу полировки, начиная с операции 74. Процесс полировки начинают с подготовки колес, при которой колеса снимают и производят их чистку, а также вводят сухую среду, при проведении операции 74. Для проведения отделки или полировки необходимо, чтобы колеса были установлены в барабанах, как и раньше, но с сухой средой, такой как дробленая скорлупа грецких орехов, кочерыжки кукурузы или деревянная стружка, возможно, с другими добавками, чтобы придать колесам полированный блеск. После ввода среды и установки колес на месте осуществляют прежний процесс, начиная с операции 64 и заканчивая операцией 68. При проведении этих операций приведение во вращение и загрузку осуществляют аналогично предыдущему, но не используют воду. Применяют высокие скорости вращения, при которых выделяется энергия, нагревающая колеса ориентировочно до 225°F. После завершения указанных операций колеса снимают при проведении операции 76.
На фиг.4 показана крепежная оснастка для устойчивого удержания колес в картридже в процессе вращения. Альтернативно, крепежная оснастка может быть предусмотрена непосредственно в контейнере, без использования картриджа. Поскольку контейнер может быть герметизирован и в него может быть введена среда, колеса могут быть установлены непосредственно в контейнере и устойчиво закреплены в нем. Показано, что нижняя половина 90 картриджа имеет внутреннюю поверхность, которая является в основном цилиндрической и имеет множество плоских граней, образующих часть конфигурации восьмиугольный картридж. Крепежный вал 99 проходит продольно вдоль картриджа и установлен на внутренних торцевых пластинах картриджа (не показаны). Вал 99 выполнен с возможностью приема установочных пластин 91 для колес при помощи установочной трубы 97, фланцем которой является пластина 91. Установочная труба 97 может быть установлена под углом 90 градусов к пластине 91, но преимущественно установлена под углом ориентировочно от 45 до 75 градусов к пластине. За счет установки установочной пластины под углом к валу, колеса, которые установлены на пластинах, получают дополнительное абразивное воздействие в процесс вращения. Колеса 100 закреплены на пластинах 95 при помощи обычных крепежных средств, таких как болты 92, которые ввинчены в монтажные отверстия 93 через стандартные отверстия автомобильных колес. Пластины 91 могут иметь конфигурацию, соответствующую определенной конфигурации колес, или могут быть универсальными и иметь несколько монтажных отверстий 93, совпадающих с различными монтажными отверстиями автомобильных колес. Пластины 91 могут быть закреплены на валу 99 при помощи установочных винтов (не показаны) или при помощи любого другого обычного крепежного средства, препятствующего вращению пластин относительно вала в ходе процесса. В качестве примера других средств для крепления пластины можно привести соединительный выступ в трубе 97, который входит в продольную прорезь на валу 99. Могут быть использованы и другие подходящие известные крепежные средства, которые нет необходимости здесь описывать. Показанный механизм крепления предназначен для удержания колес в фиксированном положении относительно вращающихся барабанов. Колеса преимущественно установлены на пластинах при помощи своей внутренней поверхности, во многом аналогично установке автомобильных колес в автомобиле. За счет этого поверхности, отделка которых имеет наибольшее значение, будут полностью открыты для воздействия среды и их отделка за счет процесса будет максимальной.
На фиг.5 показано альтернативное установочное средство, которое может быть использовано в соответствии с настоящим изобретением. Показано, что нижняя половина 90 картриджа имеет множество мягких амортизирующих опор 102, установленных под каждым колесом, которые являются одной из деталей состоящего из двух частей зажимного приспособления. Опоры 102 могут быть изготовлены из любого подходящего материала, который обеспечивает устойчивую опору для колеса и не приводит к чрезмерному истиранию колеса в ходе процесса. Для изготовления амортизаторов для колес может быть использован формованный уретан, каучук, пластмасса и другие синтетические материалы. Амортизаторы 102 имеют сопряженные верхние подушки, которые выполнены таким образом, что закрывают верхнюю часть колеса, когда картридж закрыт. Амортизаторы 102 на одной стороне имеют такую конфигурацию, которая совпадает с контуром внутренней поверхности картриджа, и в данном случае является восьмиугольной. Другая поверхность амортизатора в основном совпадает с общим контуром колеса 100. После установки на место верхних и нижних половин амортизаторов картридж закрывают, при этом колеса будут установлены в заданном положении и будут удерживаться за счет силы трения. Амортизаторы выполнены таким образом, что после закрывания картриджа колеса не могут перемещаться вдоль продольной оси и закреплены на оси вращения, что препятствует движению колес в ходе процесса. Колеса преимущественно должны располагаться с промежутками около 4 дюймов друг от друга, чтобы обеспечить максимальный и оптимальный контакт со средой. Несмотря на то, что показаны амортизаторы, которые закрывают в основном всю поверхность участка колеса, которая сопрягается с шиной, амортизаторы должны быть только достаточно широкими для того, чтобы удерживать колеса на месте. Таким образом, могут быть использованы амортизаторы, которые не полностью закрывают периметр колеса, но все еще позволяют удерживать колеса на месте в ходе процесса. Недостатком такого подхода является то, что некоторые участки колес будет испытывать воздействие среды, а другие нет. Однако для некоторых применений это не является проблемой и такое средство крепления является подходящим.
На фиг.6 показаны сопряженные верхние части амортизаторов, которые прилегают к верхней стороне колес после введения в картридж. Верхние части амортизаторов 108 в основном являются зеркальными изображениями нижних частей амортизаторов и имеют такой же внешний контур для установки в картридж и закругленные внутренние поверхности для входа колес.
На фиг.7 показано другое средство крепления, предназначенное для удержания колес на месте в ходе процесса. Нижняя половина колес упирается в амортизационные опоры 102, аналогичные показанным на фиг.5. Однако вместо использования сопряженных верхних частей амортизаторов, в данном случае, верхний участок колеса удерживается на месте при помощи стяжной ленты 112, которая прикреплена к амортизирующей опоре или к стенке картриджа. Стяжная лента 112 может быть изготовлена из любого подходящего материала, такого как пластмасса или металл, или же это может быть шнур, при условии, что лента удерживает колеса на месте в ходе процесса и не допускает чрезмерного смещения колеса. Такая лента позволяет среде воздействовать на участок колеса, но как уже было упомянуто здесь ранее, это является приемлемым в некоторых случаях.
Другие средства крепления могут быть выполнены за счет использования соответствующих держателей, предусмотренных внутри картриджа или контейнера, или крепежных деталей, которые вводят в картридж или контейнер при загрузке колес. Такие средства могут быть выполнены в виде опорных конструкций, имеющих несколько стоек для поддержки колеса на заданном расстоянии от внешних краев картриджа, но при поддержании устойчивого положения, что позволяет среде достигать большинства участков колеса, которые требуют отделки. Подходящая установочная опора 114 показана на фиг.7а. Такая опора может быть установлена в картридж, в который помещают колесо, или закреплена на внутренней стенке картриджа. Затем сопряженную опору аналогичной конструкции устанавливают на верхней части колеса или закрепляют на верхней части внутри картриджа, перед тем как закрыть картридж. В зависимости от размера колеса и картриджа, опорная пара должна быть выполнена таким образом, чтобы обеспечивать неподвижную посадку внутри контейнера, для того, чтобы предотвращать боковое перемещение и вращение колеса в ходе процесса. Это позволяет иметь устойчивую опору для колеса в ходе вращения и позволяет среде доходить до желательных участков колеса.
На фиг.8, 8a и 8b показан еще один подход к креплению колеса внутри картриджа. Показан хомут для колеса, который содержит сопряженные нижнюю опору 116 и верхнюю опору 118, которые при соединении надежно и прочно удерживают колесо в контейнере (или в «барабане»). Хомут для колеса (содержащий сопряженные нижнюю опору 116 и верхнюю опору 118) может быть изготовлен из любого подходящего материала, который обеспечивает устойчивую опору для колеса и не приводит к чрезмерному истиранию колеса в ходе процесса отделки. В соответствии с предпочтительным вариантом, хомут для колеса изготовлен из литьевого алюминия. Хомут имеет два выступающих ребра, которые при заделке в формованный уретан, каучук, пластмассу и другие синтетические материалы будут захватывать колесо в ходе процесса отделки. Дополнительно, в хомуте предусмотрены «сквозные» окна, которые позволяют воде свободно протекать поверх внешнего диаметра колеса, затем через зажимное приспособление и вверх вдоль стенки картриджа. Этот поток создает путь для теплообмена, в результате чего теплота отводится от колеса и переносится к оболочке картриджа. В нижней и верхней сопряженных опорах хомута для колеса могут быть использованы формованный уретан, каучук, пластмасса и другие синтетические материалы для амортизации, при условии, что колесо прочно удерживается при помощи хомута для колеса.
На фиг.9 показаны хомуты для колес, введенные в картридж 120. Хомуты для колес (содержащие сопряженные нижнюю опору (не показана) и верхнюю опору 118), вместе с закрепленным в них колесом для проведения отделки введены в картридж 120. В соответствии с предпочтительным вариантом, участок нижней половины каждого хомута для колеса удерживается на месте при помощи нижней опоры смежного хомута (причем для каждого колеса предусмотрен один хомут, размеры которого соответствуют размеру колеса), в результате чего улучшается установка в заданное положение и повышается устойчивость. Каждая верхняя опора 118 является индивидуально съемной, что позволяет оптимально производить установку каждого колеса и обеспечивать надлежащие усилия зажима, требующиеся при установке крышки картриджа и ее закрывании. Среда для полировки и отделки вводится в картридж перед ее герметизацией. В этом варианте используют способ, блок-схема которого показана на фиг.3, однако среду и/или воду вводят внутрь картриджа до герметизации картриджа и его загрузки в барабанную клетку.
На фиг.10 показан картридж 120, герметизированный (после ввода среды и/или воды) с использованием верхней крышки 122, затянутой при помощи болтов, винтов или другого крепежа, в фиксированных точках 124 на картридж 120 и верхней крышке 122.
На фиг.11, 12 и 13 показаны соответственно вид сбоку, вид в перспективе и вид с торца устройства в соответствии с настоящим изобретением, а также контейнерной системы 130 для облегчения загрузки описанных выше герметизированных картриджей 132 в барабанные клетки 134. Загрузка с торца герметизированных картриджей 132 при помощи контейнерной системы 130 экономит время, упрощает конструкцию и облегчает работу барабанных клеток 134 и механизмов револьверной головки, так как введение среды и/или воды обеспечивают в ходе загрузки картриджа, на удалении от барабанных клеток 134 и револьверной головки 136. Это позволяет снизить время простоя при установке картриджей с колесами.
Револьверные головки 136 установлены на валах и вращаются при помощи двигателей (не показаны) с высокими скоростями вращения. На цапфах в револьверных головках установлено множество в основном цилиндрических барабанных клеток 134, которые вращаются с высокими скоростями, причем их вращение может быть обеспечено при помощи дополнительных двигателей, независимо от вращения револьверных головок. Барабанные клетки 134 могут иметь различные внутренние конфигурации, в том числе в основном цилиндрическую, и могут иметь различные формы поперечного сечения, в том числе круговую, шестиугольную, восьмиугольную и другие формы, а также могут быть открытыми или закрытыми. Картриджи 132 герметизируют с установленными в них обрабатываемыми деталями (обычно колесами), причем внутри картриджа имеется среда для отделки и предусмотрены средства для устойчивого удержания обрабатываемых деталей на месте. Затем картриджи 132 размещают на контейнерный механизм 130 по продольной оси и вводят продольно через одно из множества отверстия в одной из револьверных головок 136 в барабанную клетку 134. Картриджи 132 могут быть закреплены в барабанной клетке 134 при помощи различных средств, в том числе (но без ограничения) при помощи заслонок, которые закрывают загрузочный конец барабанной клетки после введения картриджа; при помощи крепежных деталей, таких как болты, винты или защелки, или разъемных замков, которые приводятся в действие при включении двигателей револьверных головок и барабанных клеток. Картриджи могут быть загружены в клетки и закреплены под небольшим углом, для того чтобы усилить воздействие среды для отделки колес. Предпочтительный угол составляет от 5 до 10 градусов.
После включения двигателя револьверной головки 136 барабанные клетки 134 и картриджи 132 быстро вращаются, при этом создаются высокие гравитационные силы. Барабанные клетки 134, которые установлены при помощи валов и шкивов (не показаны) в револьверных головках 136, могут вращаться в фиксированном положении, встречно к направлению вращения револьверных головок 136, или могут вращаться при помощи отдельных дополнительных двигателей (не показаны).
Несмотря на то, что был описан предпочтительный вариант осуществления изобретения, совершенно ясно, что он не носит ограничительного характера и в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.
Изобретения относятся к области машиностроения и могут быть использованы для отделки автомобильных колес. Машина для отделки содержит вращающуюся револьверную головку и множество контейнеров или барабанных клеток, которые установлены в цапфах на револьверной головке и выполнены с возможностью избирательного вращения независимо от револьверной головки. Предусмотрено множество съемных картриджей, выполненных с возможностью их ввода с торца револьверной головки в каждый из контейнеров или барабанных клеток, в которых обеспечивается избирательный контакт абразивной среды с колесами для их отделки. Колеса удерживаются в устойчивом положении посредством зажимных средств. Возможно также наклонное закрепление картриджей в контейнерах или барабанных клетках. В результате повышаются производительность и качество отделки крупных обрабатываемых деталей - автомобильных колес за счет обеспечения процесса скоростной отделки, упрощения загрузки-выгрузки колес и снижения их чрезмерного нагревания. 6 н. и 14 з.п. ф-лы, 13 ил.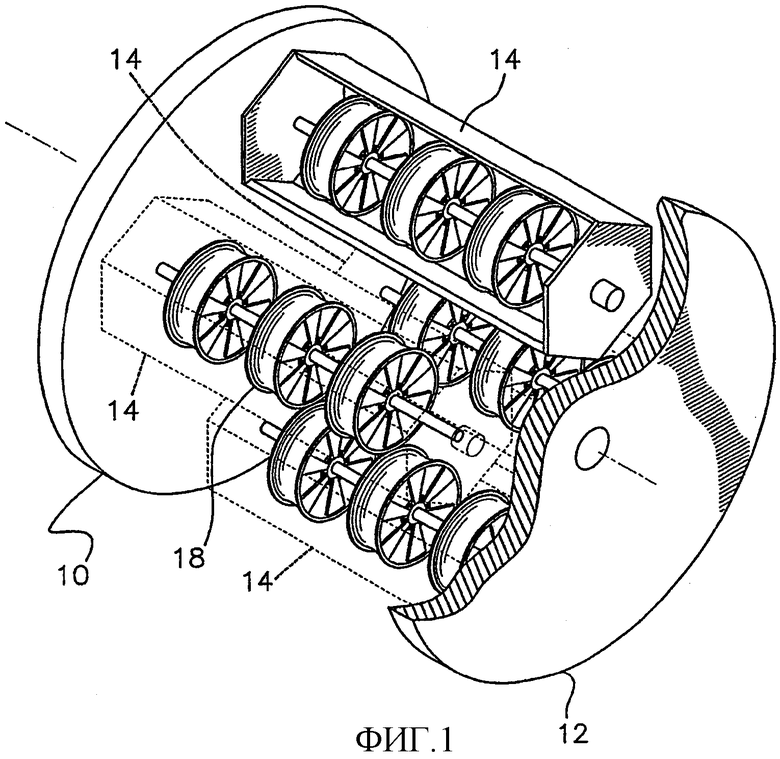
| US 5454749 А, 03.10.1995 | |||
| US 5531637 А, 02.07.1996 | |||
| Способ чистовой обработки заготовок | 1988 |
|
SU1614754A3 |
| Устройство для обработки деталей свободным абразивом | 1985 |
|
SU1323350A1 |
| Способ вибрационного упрочнения деталей типа тел вращения | 1989 |
|
SU1773693A1 |

