Изобретение относится к машиностроению и может быть использовано при финишной абразивной обработке деталей типа тел вращения, преимущественно с наружными поверхностями сложного профиля.
Целью изобретения является повышение производительности процесса обработки.
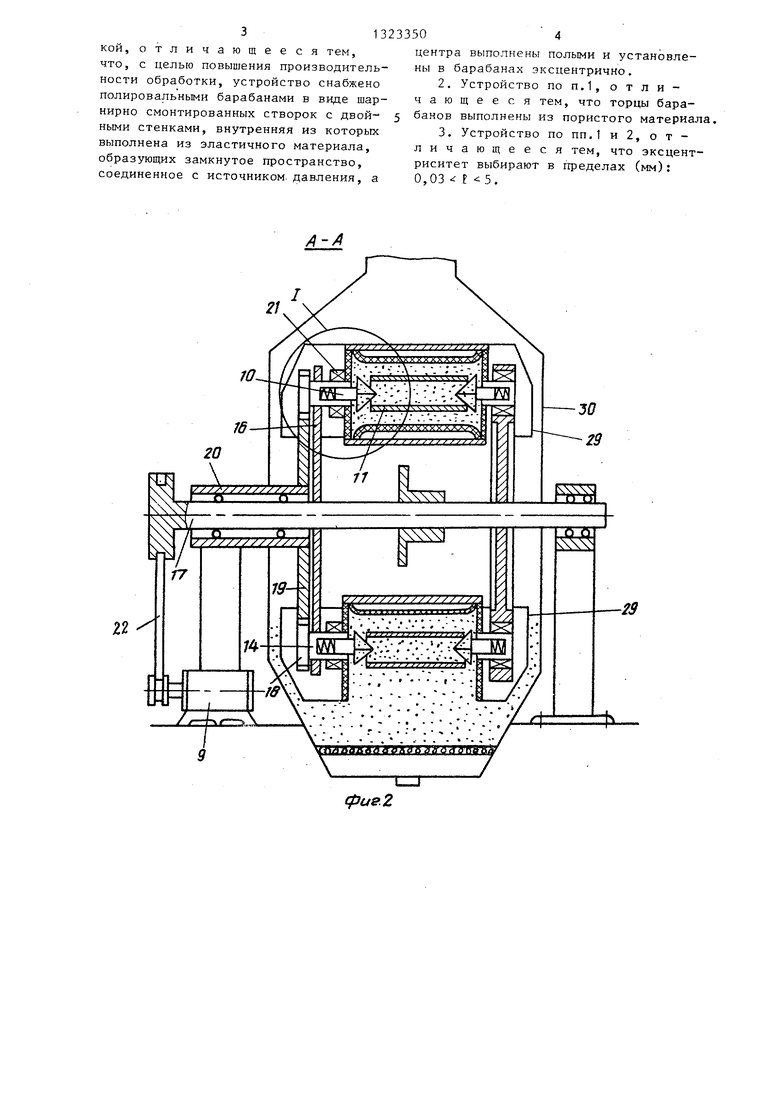
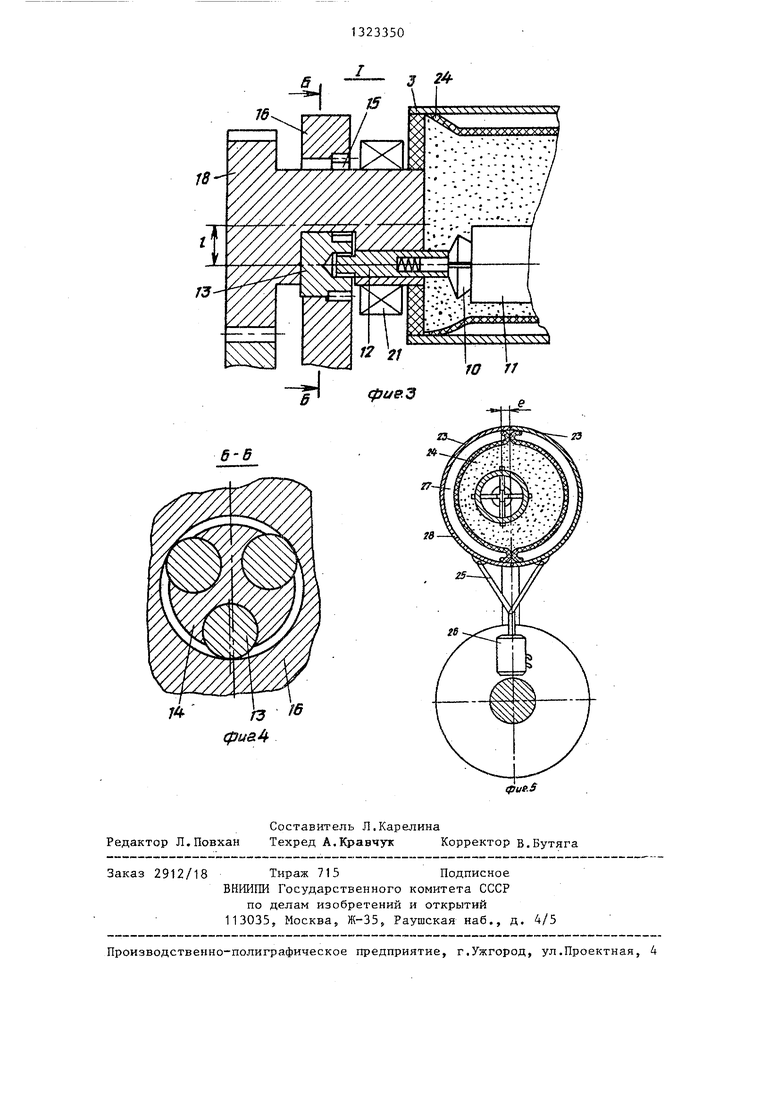
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг,1; на фиг.З - узел I на фиг.2; на фиг,4 - разрез Б-Б на фиг.З; на фиг.З - полировальный барабан, разрез ,
Пре.длагаемое устройство содержит рабочую камеру 1 с абразивом,, пульт 2 управления, полировальные, барабаны 3, газораспределительную камеру 4, магазин 5 с отсекателем 6, накопитель 7 с решеткой 8, привод 9. Полые конусы 10, на которых установлена обрабатываемая деталь 11, подпружинены и посредством штоков 12 соединены с одним из трех роликов 13, расположенных в валике 14 с возможностью вращения. Ролики 13, снабженные зубчатым венцом, находятся в постоянном кон
такте с поверхностью отверстия 15 планшайбы 16, которая жестко установлена на валу 17. На валиках 14 установлены зубчатые колеса 18, находящиеся в постоянном зацеплении с солнечным колесом 19 планетарного механизма, которое жестко установлено на пустотелом валу 20, и электромагниты 21. Вал 17 связан с приводом 9 ременной передачей 22. Полировальньй барабан 3 состоит из шарнирно соединенных жестких створок 23, которые внутри несут эластичные оболочки 24. Створки 23 связаны штоками 25 с пневмоцилинд- рами 26. Полости 27 соединены с системой подачи рабочей среды под давлением (не показана) отве.рстиями 28. Вращающиеся части устройства защищены кожухами 29 рабочей камеры 30.
Предлагаемое устройство работает следующим образом.
Из магазина 5 отсекатель 6 подает деталь 11 в позицию а загрузки в камеру 4 до упора (не показан). Полировальным барабанам сообщается движение вокруг оси вала 17, при этом они поочередно в раскрытом состоянии (створки разведены) погружаются в рабочую камеру 1 (положение А , фнг.О, где происходит псевдоолсижение абраO
5
5
0
0
5
0
5
0
5
зива. При совпадении осей конусов 10 с осью детали реле отключает электро- магнить 21 и подпружиненные конусы зажимают деталь 11. Пневмоцилиндры 26 закрывают створки 23 полировального барабана 3. При этом деталь 11 оказывается в замкнутом объеме, заполненном абразивом и воздухом. В результате обкатки зубчатого колеса 18 по солнечному колесу 19, эксцентрично установленному относительно оси зубчатого колеса 18, полого конуса 10, и вращению его вокруг собственной оси при обкатке роликов 13 с зубчатым венцом по поверхности отверстия 15 планшайбы 16 деталь 11 в процессе обработки совершает сложное планетарное вращательное движение.
Поджим абразива к поверхности детали осуществляется подачей рабочего агента под давлением через отверстия 28 в полости 27 между створками 23 и эластичными оболочками 24 рабочего барабана 3.
При этом находящийся внутри полировального барабана воздух вытесняется в атмосферу через боковые стенки рабочей камеры,
В положении Б выгрузки пневмоци- линдры 26 открывают створки 23 и деталь 11 с абразивом поступает на решетку 8, где абразив просеивается сквозь ее отверстия в камеру 4, а
обработанная деталь попадает в на-
копитель 7, Далее полировальньш барабан Б таком состоянии перемещается в позицию А загрузки.
Соответствующее давление рабочему агенту во время обработки задают в зависимости от обрабатываемого материала и др. технологических параметров, что позволяет снять заданную величину припуска и получить необходимую шероховатость поверхности.
Работа устройства прекращается нажатием кнопки Стоп на пульте 2 управления или выключателем, монтированным в отсекателе после обработки последней детали.
Формула изобретения
1« Устройство для обработки деталей свободным абразивом, содержащее рабочую камеру, в которой размещены планетарно-вращающиеся державки с центрами, и газораспределительную камеру с газораспределительной решеткой, отличающееся тем, что, с целью повышения производительности обработки, устройство снабжено полировальными барабанами в виде шар- нирно смонтированных створок с двойными стенками, внутренняя из которых выполнена из эластичного материала, образующих замкнутое пространство, соединенное с источником, давления, а
центра выполнены полыми и установлены в барабанах эксцентрично.
2.Устройство по П.1, отличающееся тем, что торцы барабанов выполнены из пористого материала,
3.Устройство по ПП.1 и 2, о т - личающееся тем, что эксцентриситет выбирают в пределах (мм): 0,03 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для абразивной обработки деталей | 1981 |
|
SU1007941A1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Центробежная планетарная установка | 1989 |
|
SU1708595A1 |
| Способ абразивной центробежно-планетарной обработки деталей и устройство для его осуществления | 1978 |
|
SU992172A1 |
| Устройство для полирования трубчатых деталей | 1979 |
|
SU918043A1 |
| Устройство для центробежной абразивной обработки колец | 1980 |
|
SU929415A2 |
| Станок для абразивной обработки | 1984 |
|
SU1222508A1 |
| Устройство для обработки деталей в свободном абразиве | 1980 |
|
SU867618A1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Устройство для центробежной абразивной обработки колец | 1979 |
|
SU787160A1 |
Изобретение относится к абразивной обработке деталей сложной конфи-. гурации и может быть использовано ь машиностроении. Оно обеспечивает повышение производительности процесса обработки. Устройство содержит рабочую камеру 1, в которой установлены полировальные барабаны 3, которые выполнены в виде шарнирно соединенных жестких створок, которые внутри несут эластичные оболочки и образуют замкнутое пространство, соединенное с источником давлений. Створки 23 связаны штоками 25 с пневмоцилиндра- ми 26. Центра, на которых установлены детали, выполнены полыми и расположены в барабанах 3 с эксцентриситетом. 2 з.п. ф-лы, 5 ил. (Л cpuel
22
(pue.Z
18
74
Ь б
фие.5
Составитель Л.Карелина Редактор Л.Повхан Техред А.Кравчук Корректор В.Вутяга
Заказ 2912/18 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва5 Ж-35 Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для обработки в псевдоожиженном абразивном слое | 1980 |
|
SU979089A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
