Изобретение относится к буровой технике и касается способа соединения трубчатых деталей, преимущественно бурильной трубы с резьбовыми концами.
Известен наиболее близкий аналог, принятый за прототип, способ соединения трубчатых деталей, включающий сварку трением, удаление наружного грата, нормализацию и поверхностное упрочнение (см. книгу Л.А.Лачиняна "Работа бурильной колонны", М.: Недра, 1992, с.109, т.5.1, последний абзац). В данном способе поверхностное упрочнение проводят обкаткой роликом сварного шва. Однако прочность сварного шва (соответственно и соединения) повышается всего на 10%, что недостаточно для обеспечения равнопрочности с телом трубы, подвергнутым поверхностной закалке.
Наличие внутреннего грата, образующегося при сварке трением, искажает тепловой режим нагрева стенки в месте сварного шва соединения, что препятствует использованию более эффективного поверхностного упрочнения закалкой с нагревом ТВЧ и, следовательно, твердость и глубина упрочненной поверхности недостаточны.
Тем самым, в соединении трубчатых деталей, полученном по способу-прототипу, не обеспечивается равнопрочность в сечении сварного шва и основного тела трубы, а твердость и глубина упрочненной поверхности недостаточны, что приводит к снижению надежности при работе в скважине.
Задача изобретения состоит в повышении надежности путем обеспечения равнопрочности сварного шва и тела трубы, подвергнутого поверхностной закалке.
Для решения этой задачи в способе соединения трубчатых деталей, включающем сварку трением, удаление нагружного грата, нормализацию и поверхностное упрочнение, перед сваркой на концах трубчатых деталей выполняют одинаковые расточки, в одну из них запрессовывают втулку, второй конец которой устанавливают по скользящей посадке в противоположную расточку, причем отношение длины втулки к длине расточки составляет 1,2-1,5, а отношение толщины стенки втулки к толщине стенки полученных расточенных концов составляет 0,3-0,8, поверхностное упрочнение проводят закалкой на глубину, равную 35-50% от толщины стенок расточенных концов трубчатых деталей.
Изобретение иллюстрируется чертежами, где изображены:
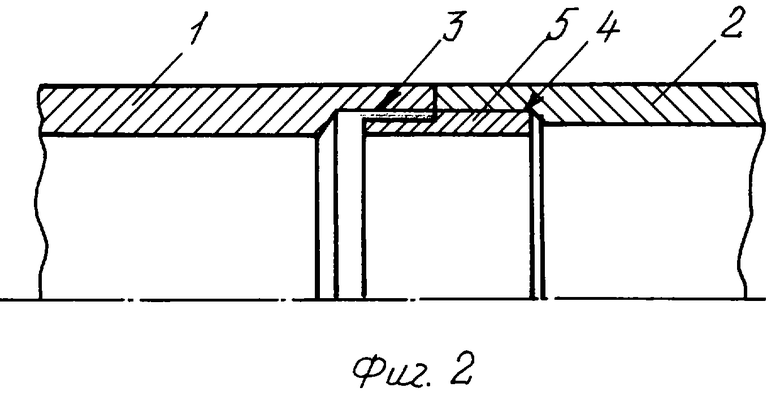
Фиг.1 - соединение трубчатых деталей с установленной втулкой до сварки трением;
Фиг.2 - соединение трубчатых деталей с установленной втулкой после сварки трением.
Заявляемый способ позволяет решить поставленную задачу.
Сварное соединение содержит ниппель 1 и трубу 2, на концах которых выполнены одинаковые расточки 3 и 4 соответственно. Втулка 5 одним концом запрессована в расточку 4 трубы 2 и вторым концом в противоположную расточку 3 ниппеля 1 по скользящей посадке. В процессе сварки трением образуется внутренний грат, который благодаря наличию втулки 5 полностью вытесняется наружу, затем удаляется.
В результате теплоемкость сечения сварного шва становится равной теплоемкости сечения основного тела трубы, что позволяет после нормализации обеспечить равномерную поверхностную закалку с нагревом ТВЧ. Таким образом, обеспечивается равнопрочность в сечении сварного - шва и основного тела трубы, что приводит к повышению надежности соединения трубчатых деталей при работе в скважине.
Кроме того, в заявляемом способе оговорены особенности конструктивного исполнения втулки 5, именно соотношения размеров втулки 5, полученные экспериментально, которые обеспечивают достижение поставленной задачи.
Действительно, если отношение длины втулки к длине расточки меньше, чем 1,2, то теплоемкость в соединении сварного шва соединяемых концов уменьшается, глубина закаленного слоя увеличивается по отношению к глубине закаленного слоя на основном теле трубы, что приводит к нарушению равнопрочности, соответственно к снижению надежности соединения.
Если отношение длины втулки к длине расточки больше, чем 1,5, то теплоемкость в сечении сварного шва соединяемых концов увеличивается, глубина закаленного слоя уменьшается по отношению к глубине закаленного слоя на основном теле трубы, что приводит к нарушению равнопрочности, соответственно к снижению надежности соединения.
Если отношение толщины стенки втулки к толщине стенки полученных расточенных концов меньше, чем 0,3, то теплоемкость в месте свариваемых концов снижается, глубина закаленного слоя увеличивается по отношению к глубине закаленного слоя на основном теле трубы, что приводит к нарушению равнопрочности, соответственно снижению надежности соединения.
Если отношение толщины стенки втулки к толщине стенки полученных расточенных концов больше, чем 0,8, то теплоемкость в сечении сварного шва соединяемых концов увеличивается, глубина закаленного слоя уменьшается по отношению к глубине закаленного слоя на основном теле трубы, что приводит к нарушению равнопрочности, соответственно к снижению надежности соединения.
Таким образом, оптимальным отношением длины втулки к длине расточки является 1,2-1,5, а оптимальным отношением толщины стенки втулки к толщине стенки полученных расточенных концов является 0,3-0,8.
Кроме того, в заявляемом способе оговорена глубина проводимой поверхностной закалки, полученная экспериментально, что существенно для решения поставленной задачи.
Если проводить закалку на глубину меньше, чем 35% от толщины стенок расточенных концов, то это приведет к снижению надежности сварного соединения вследствие уменьшения запаса на износ упрочненного поверхностного слоя.
Если проводить закалку на глубину больше, чем 50% от толщины стенок расточенных концов, то это приведет к снижению надежности сварного соединения вследствие хрупкого или усталостного разрушений из-за недостаточной пластичности тела в месте сварного шва.
Таким образом, глубина закаленного слоя, равная 35-50% от толщины расточенных концов свариваемых деталей, является оптимальной, так как при этом обеспечивается максимальная надежность сварного соединения.
Следовательно, заявляемое отношение длина втулки к длине расточки 1,2-1,5, отношение толщины стенки втулки к толщине стенки полученных расточенных концов 0,3-0,8, проведение закалки на глубину 35-50% от толщины стенок расточенных концов обеспечивают повышение надежности сварного соединения.
Пример реализации способа соединения трубчатых деталей.
На концах соединяемых деталей - ниппеля 1 (трубчатая деталь) и трубы 2 (с толщиной стенки 6 мм) сварного соединения наружным диаметром 63,5 мм (см. Фиг.1) выполняют расточки 3 и 4 длиной 20 мм и толщиной 4,0 мм в сечении расточенных концов, в которых устанавливают цилиндрическую втулку длиной 25 мм (соотношение с длиной расточки - 1,25) и толщиной стенки 3 мм (соотношение с толщиной стенки в сечении проточки - 0,75). Втулку одним концом устанавливают на прессовой посадке в расточке 4 трубы 2, а вторым - на скользящей, т.е. с зазором, в расточке 3 ниппеля 1. Трубу 2 неподвижно устанавливают в захвате сварочной машины ПСТ 60, а другую трубчатую деталь ниппель 1 - в патроне шпинделя. Торец трубчатой детали 1 (ниппель) подводится к торцу неподвижной трубы 2 и приводится во вращение с частотой 1000 об/мин. При этом происходит разогрев сопрягаемых торцов деталей, после чего прикладывают осевое усилие сжатия (проковки). Образуется грат, который благодаря наличию цилиндрической втулки 5 полностью вытесняется наружу. В момент окончания сварки специальное устройство, установленное в захвате машины, перемещается к сварному соединению и срезает еще не остывший наружный грат. Затем производят нормализацию сварного соединения и поверхностную закалку трубы, включая сварное соединение, на глубину 2 мм, что составляет 50% от толщины стенок расточенных концов ниппеля и трубы.
Предложенный способ соединения трубчатых деталей обеспечивает повышение надежности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТРЕНИЕМ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2004 |
|
RU2268815C2 |
| СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ СВАРКОЙ ТРЕНИЕМ И СПОСОБ СВАРКИ ТРЕНИЕМ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366552C2 |
| Способ соединения узла "труба - трубная решётка" сваркой трением | 2016 |
|
RU2636779C2 |
| СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ СВАРКОЙ ТРЕНИЕМ И СПОСОБ СВАРКИ ТРЕНИЕМ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366551C2 |
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
| Способ сварки трением трубчатых деталей | 2018 |
|
RU2705833C2 |
| КОНСТРУКЦИЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2564324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБ ПРИ ИЗГОТОВЛЕНИИ ТРУБОПРОВОДОВ | 2003 |
|
RU2229968C1 |
Изобретение относится к буровой технике и касается способа соединения трубчатых деталей, преимущественно бурильной трубы с резьбовыми концами. Обеспечивает повышение равнопрочности сварного шва и тела трубы, подвергнутого поверхностной закалке. Способ включает сварку трением, удаление наружного грата, нормализацию и поверхностное упрочнение. Перед сваркой на концах трубчатых деталей выполняют одинаковые расточки. В одну из них запрессовывают втулку, второй конец которой устанавливают по скользящей посадке в противоположную расточку. Отношение длины втулки к длине расточки составляет 1,2-1,5. Отношение толщины стенки втулки к толщине стенки полученных расточенных концов составляет 0,3-0,8. Поверхностное упрочнение проводят закалкой на глубину, равную 35-50% от толщины стенок расточенных концов трубчатых деталей. 2 ил.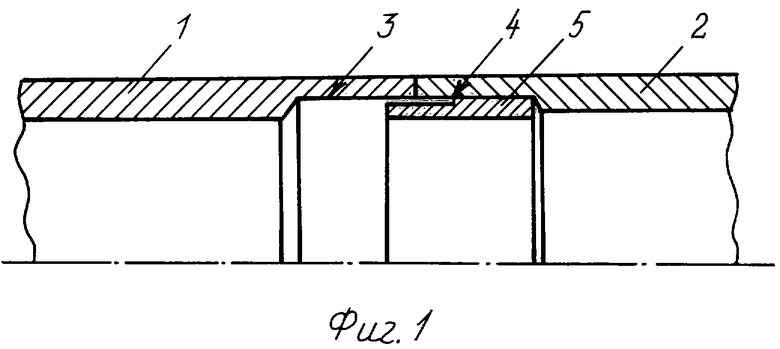
Способ соединения трубчатых деталей, включающий сварку трением, удаление наружного грата, нормализацию и поверхностное упрочнение, отличающийся тем, что перед сваркой на концах трубчатых деталей выполняют одинаковые расточки, в одну из них запрессовывают втулку, второй конец которой устанавливают по скользящей посадке в противоположную расточку, причем отношение длины втулки к длине расточки составляет 1,2-1,5, а отношение толщины стенки втулки к толщине стенки полученных расточенных концов составляет 0,3-0,8, поверхностное упрочнение проводят закалкой на глубину, равную 35-50% от толщины стенок расточенных концов трубчатых деталей.
| Соединение буровых штанг | 1980 |
|
SU954558A1 |
| Соединение для бурильных и обсадных труб | 1990 |
|
SU1758202A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 1992 |
|
RU2005616C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2164638C2 |
| GB 1088526 А, 25.10.1967. | |||

