Изобретение относится к машиностроению и может быть использовано в станкостроении для гашения вибраций и поддержания постоянства тяговой силы при поступательном перемещении деталей привода подач и повышения точности его работы.
Наиболее близким техническим решением к изобретению является виброгаситель (А.с. №1469223, F16F 15/03, 1989), содержащий дополнительную массу, присоединяемую к объекту упругим элементом, замкнутый электрический контур, включающий индуктивность, взаимодействующую с дополнительной массой, активное сопротивление, емкость и нелинейный трехполюсник. Колебания гасят за счет колебаний дополнительной массы на упругом элементе в режиме антирезонанса.
Недостатком данного устройства является то, что простое гашение вибраций подвижной части привода подач металлорежущего станка не позволяет получить высокой точности перемещения, так как при начале движения во время переходных процессов и при колебаниях снимаемого припуска тяговая сила в приводе подач существенно изменяется, что приводит к различной деформации его деталей. Неравномерность тяговой силы не компенсируется существующими устройствами и неблагоприятно сказывается на динамических и точностных характеристиках привода. Поэтому необходимо создать устройство, которое бы обеспечивало гашение вибраций и поддержание постоянства тяговой силы для повышения точности обработки и качества обработанной поверхности детали.
Задача изобретения - повышение качества и точности обработанной поверхности деталей при их изготовлении за счет уменьшения влияния жесткости элементов привода подач станка.
Указанная задача разрешается применением устройства для повышения точности работы привода подач металлорежущего станка, содержащего электромагнитную катушку, неподвижно закрепленную на основании, которое, в отличие от прототипа, содержит стержень, охватываемый электромагнитной катушкой, прикрепленный к подвижной части привода подач при помощи пьезоэлементов, датчик тяговой силы, установленный на подвижной части привода подач, а также датчик вибрации, закрепленный на подвижной части привода подач, при этом сигнал от этих датчиков поступает в систему управления, которая формирует управляющее воздействие, изменяющее силу тока, протекающего в магнитной катушке, и пьезоэлементы совместно со стержнем обеспечивают гашение вибраций путем изменения и перемещения стержня между пьезоэлементами в противофазе с вибрацией.
Электромагнитная катушка подключена к системе управления с соответствующим программным обеспечением, сигнал с датчика тяговой силы используется для изменения тока в электромагнитной катушке и тормозной силы, действующей на подвижную часть привода подач, с целью поддержания постоянства тяговой силы, сигнал с датчика вибраций используется для гашения вибраций.
На чертеже показана схема устройства.
Устройство содержит датчик тяговой силы 1 (показан один из вариантов размещения датчика) и стержень 2, закрепленные на подвижной части 3, электромагнитную катушку 4, закрепленную на основании 5, датчик вибрации 6, установленный на подвижной части 3, и два блока пьезоэлементов 7 и 8, через которые стержень взаимодействует в осевом направлении с подвижной частью 3.
Устройство работает следующим образом.
Текущее значение тяговой силы и характеристики вибрации измеряют датчиками тяговой силы 1 и вибрации 6, соответственно.
Сигнал от этих датчиков поступает в систему управления (не показана), например SINUMERIC 802D, которая формирует управляющее воздействие, изменяющего тормозную силу, создаваемую электромагнитной катушкой. Два блока пьезоэлементов 7 и 8 совместно со стержнем обеспечивают гашение вибраций, возникающих при перемещении подвижной части. Управляющее воздействие формируют следующим образом: на вход системы управления подают сигнал, соответствующий наибольшей тяговой силе в приводе подач, предварительно определенной для конкретных условий обработки; этот сигнал сравнивают с текущим значением этой силы; по величине разностного сигнала формируют управляющее воздействие, которое через усилитель и преобразователь (не показаны), изменяет силу тока, протекающего в электромагнитной катушке 4, величину магнитного потока и тормозной силы, действующей на стержень 2 и подвижную часть 3 привода с обеспечением постоянной тяговой силы. Вибрации гасят следующим образом: после обработки сигнала с датчика вибрации 6 формируют сигнал, изменяющийся в противофазе действующей вибрации. Стержень 2 закреплен на подвижной части 3 через 2 блока пьезоэлементов 7 и 8, которые расположены в его опорах. Для создания антивибрации пьезоэлементы, расположенные с одной стороны от стержня, сжимаются на определенную величину, а с другой - расширяются, но на большую величину, что позволяет обеспечить нераскрытие стыков в сопряжениях стержня 2 с подвижной частью 3.
Применение данного устройства в приводе подач металлорежущего станка позволяет снизить уровень динамических нагрузок, действующих на детали привода подач, уменьшить влияние жесткости деталей привода на точность перемещения, повысить качество обработанной поверхности деталей, стойкость инструмента и надежность станка в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ | 2008 |
|
RU2399475C2 |
| СПОСОБ УПРАВЛЕНИЯ ДВИЖЕНИЕМ ПРИВОДА ПОДАЧ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2006 |
|
RU2312749C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2017 |
|
RU2700628C2 |
| СПОСОБ ОЦЕНКИ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2541730C2 |
| ДАТЧИК ДЕТОНАЦИИ | 2003 |
|
RU2258208C2 |
| Устройство для обработки с вибрациями нежестких цилиндрических деталей | 1985 |
|
SU1301648A1 |
| Способ динамического гашения колебаний корпуса вибростенда | 2023 |
|
RU2827752C1 |
| ЭЛЕКТРОМАГНИТНЫЙ МОЛОТ С ПРИВОДОМ ОТ ЛИНЕЙНОГО ЭЛЕКТРИЧЕСКОГО ДВИГАТЕЛЯ | 2016 |
|
RU2630026C1 |
| Динамометрическая расточная скалка | 1976 |
|
SU657919A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2010 |
|
RU2447984C2 |
Изобретение относится к машиностроению и может быть использовано в станкостроении для гашения вибраций и поддержания постоянства тяговой силы при поступательном перемещении деталей привода подач и повышения точности его работы. Устройство для повышения точности работы привода подач металлорежущего станка содержит электромагнитную катушку, которая неподвижно закреплена на основании, стержень, охватываемый электромагнитной катушкой и прикрепленный к подвижной части привода подач при помощи пьезоэлементов. Заявленное устройство также содержит датчик тяговой силы, который установлен на подвижной части привода подач, и датчик вибрации, который закреплен на подвижной части привода подач. При этом сигнал от этих датчиков поступает в систему управления, которая формирует управляющее воздействие, изменяющее силу тока, протекающего в магнитной катушке, а пьезоэлементы совместно со стержнем обеспечивают гашение вибраций путем изменения и перемещения стержня между пьзоэлементами в противофазе с вибрацией. Технический результат заключается в снижении уровня динамических нагрузок, действующих на детали привода подач, уменьшении влияния жесткости деталей привода на точность перемещения и повышении качества обработанной поверхности, стойкости инструмента и надежности станка в целом. 1 ил.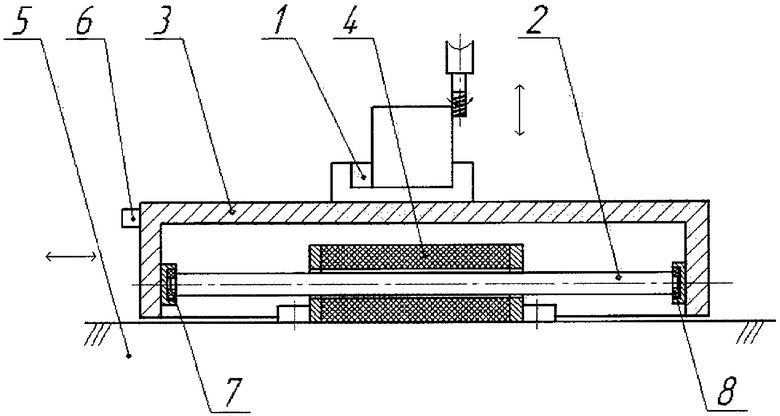
Устройство для повышения точности работы привода подач металлорежущего станка, содержащее электромагнитную катушку, неподвижно закрепленную на основании, отличающееся тем, что содержит стержень, охватываемый электромагнитной катушкой, прикрепленный к подвижной части привода подач при помощи пьезоэлементов, датчик тяговой силы, установленный на подвижной части привода подач, а также датчик вибрации, закрепленный на подвижной части привода подач, при этом сигнал от этих датчиков поступает в систему управления, которая формирует управляющее воздействие, изменяющее силу тока, протекающего в магнитной катушке, и пьезоэлементы совместно со стержнем обеспечивают гашение вибраций путем изменения и перемещения стержня между пьзоэлементами в противофазе с вибрацией.
| JP 6031577 А, 08.02.1994 | |||
| DE 102004025725 A1, 29.12.2005 | |||
| Устройство для автоматической подналадки режущего инструмента | 1987 |
|
SU1480968A1 |
| АВТОМАТИЧЕСКИЙ КОМПЕНСАТОР ИЗНОСА ИНСТРУМЕНТА | 0 |
|
SU296624A1 |
| RU 94036214 A1, 27.07.1996 | |||
| Автоматическая многопозиционная головка | 1987 |
|
SU1495004A1 |
| GB 1510550 А, 10.05.1978. | |||

