Изобретение относится к машиностроению и может быть использовано в станкостроении для гашения вибраций и поддержания постоянства тяговой силы при поступательном перемещении деталей привода подач и повышения точности его работы.
При контурной обработке фасонных поверхностей с постоянной результирующей подачей величины скоростей составляющих движений, осуществляемых в прямоугольных координатах, существенно изменяются. Это приводит к соответствующему изменению составляющих сил резания г неодинаковой деформации инструмента и зажимного приспособления в направлениях осей координат. Стабилизация составляющих тяговой силы по каждой координате позволяет осуществить стабилизацию подачи в установленных пределах, постоянство деформации инструмента и зажимного приспособления, следовательно, обеспечить повышенное качество изготавливаемых деталей.
Наиболее близким техническим решением к изобретению является металлорежущий станок с автоматическим управлением (патент RU 2307964 C1), содержащий электромагнитную катушку, неподвижно закрепленную на основании, стержень, охватываемый электромагнитной катушкой, прикрепленный к подвижной части станка при помощи пьезоэлементов, которые обеспечивают возможность его микроперемещений в направлении подачи, датчик тяговой силы и датчик вибрации, установленные на подвижной части станка. Колебания гасятся за счет колебаний стержня в режиме антирезонанса, точность повышается за счет поддержания постоянства тяговой силы.
Особенностью данного устройства являются ограниченная возможность применения электромагнитной катушки для создания осевой силы, которая формируется как разность противоположно направленных сил, действующих на части стержня, находящиеся по разные стороны от центра катушки. Следовательно, необходимо создать устройство создающее стабильную силу сопротивления по всей длине перемещения рабочих органов.
Задача изобретения - повышение качества и точности обработанной поверхности деталей при их изготовлении за счет уменьшения влияния переходных процессов и возмущающих факторов на процесс обработки. Указанная задача решается применением металлорежущего станка с автоматическим управлением, разработанного с учетом аналога (RU 2307964 С1) и способа управления движением (RU 2312749).
В предлагаемом металлорежущем станке с автоматическим управлением, содержащем нагрузочное устройство, состоящее из двух частей, одна из которой связана с неподвижной, а другая - с подвижной частями станка, виброгаситель, датчик вибрации, закрепленный на подвижной части станка, в качестве нагрузочного устройства используется регулируемый линейный электродвигатель, работа которого непрерывно согласуется с работой приводного линейного электродвигателя или электродвигателя с вращающимся валом, в качестве виброгасителя используется обрабатываемая деталь, закрепленная в приспособлении через пакеты пьезоэлементов и используемая в качестве дополнительной массы, при этом учитывается количество снятого материала в процессе обработки для управления виброгасителем, движущие и тормозящие электромагнитные секции приводного и тормозящего линейных двигателей на неподвижной части располагаются параллельно, а на подвижной части могут располагаться последовательно или параллельно. Управляющее воздействие на линейный тормозящий двигатель создается при помощи преобразователя, который подает на него электрический ток, величина которого определяется по разнице максимальной силы тока, потребляемой при обработке данной детали, и текущей силы тока в линейном приводном двигателе, либо соответствует разнице максимальной силы, развиваемой приводом при обработке детали, и текущей тяговой силы, определяемой датчиком силы, закрепленным в зажимном приспособлении.
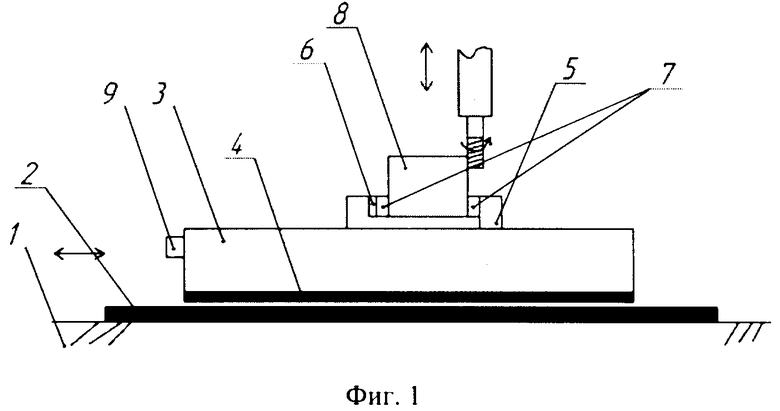
На неподвижной части станка 1 закреплена неподвижная часть линейного двигателя 2 (фиг.1), к подвижной части 3 прикреплена ответная часть линейного двигателя 4. На подвижной части 3 располагается зажимное приспособление 5, в которое встроен пьезоэлектрический датчик силы 6 и пакеты пьезоэлементов виброгасителя 7, через которые закреплена заготовка 8. Также на подвижной части установлен датчик вибрации 9.
Устройство работает следующим образом. Заранее рассчитывается максимально возможная сила, развиваемая приводом при обработке данной детали. При помощи адаптивной системы управления производится сравнение текущей тяговой силы, определяемой датчиком силы 6 (фиг.1), с заранее установленной максимальной силой и формируется управляющее воздействие на линейный двигатель, закрепленный на из подвижной части 4 станка и неподвижной части 2, который, по сравнению с электромагнитной катушкой, имеет более высокие технические характеристики, равномерное распределение электромагнитного поля и равномерное по всей длине привода усилие для создания силы сопротивления, обеспечивающей постоянство деформации механической части станка. Постоянство деформации обеспечивается поддержанием постоянства силы сопротивления, действующей в приводе подачи, за счет создания дополнительной силы сопротивления нагружающим устройством в виде линейного двигателя. Другим отличием от аналога является способ гашения вибрации, заключающийся в отказе от использования дополнительной массы и применении в ее качестве обрабатываемой детали, закрепленной в приспособлении через пакеты пьезоэлементов 7, обеспечивающих микроперемещения детали в направлении подачи для гашения вибрации. Постепенное уменьшение массы детали в процессе обработки предлагается учитывать при задании величины микроперемещений детали в зависимости от количества снятого материала.
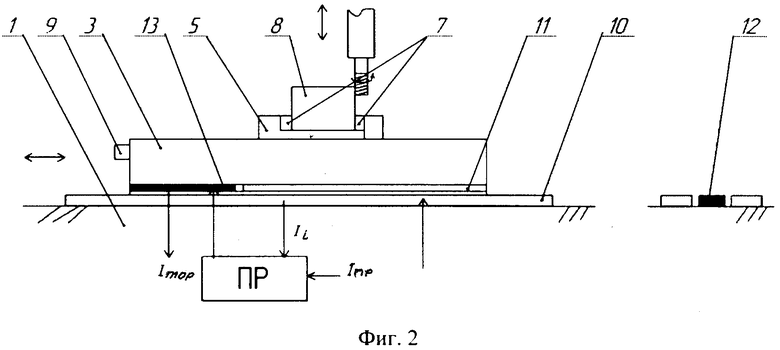
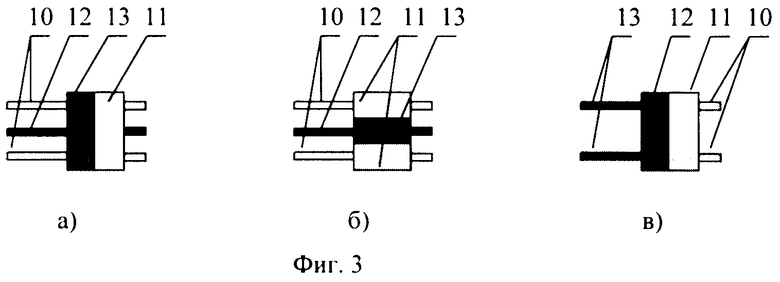
На фиг.2 показан вариант осуществления предлагаемого устройства при использовании в приводе подачи линейного двигателя. Движущие 10, 11 и тормозящие 12, 13 электромагнитные секции приводного и дополнительного линейных двигателей на неподвижной части 1 станка расположены параллельно, а на подвижной части 3 станка - последовательно (фиг.2, 3а). Также тормозящие секции 12, 13 могут быть расположены параллельно движущим 10, 11 (фиг.2, 3б), или же их роль выполняется по очереди отдельными электромагнитными секциями неподвижной части станка (фиг.2, 3в). На подвижной части 3 располагается зажимное приспособление 5, в которое встроены пакеты пьезоэлементов виброгасителя 7, удерживающие заготовку 8. Также на подвижной части 3 установлен датчик вибрации 9. При этом сила, действующая в приводе, может определяться по силе тока в обмотках линейного двигателя без использования дополнительного датчика силы. В процессе обработки под влиянием внешних причин, к которым относятся колебания припуска на обработку, сил трения и инерции, изменяется тяговая сила (сила сопротивления). При этом соответственно меняется сила тока, пропускаемого через линейный двигатель Ii, что в данном случае используется для управления током торможения Iторм, который зависит от разницы (Iпр-Ii), где Iпр - предварительно установленное максимальное значение силы тока, определяемое для наиболее нагруженных режимов обработки.
Таким образом, в предлагаемом устройстве колебания силы сопротивления приводят к изменению силы тока в движущей части линейного двигателя, вследствие этого происходит изменение магнитного потока в тормозящей части (и тормозной силы), при этом обеспечивается постоянство тяговой силы и скорости движения (подачи).
Литература
1. Патент РФ на изобретение №2307964. Бюллетень №28, 10.10.2007.
2. Патент РФ на изобретение №2312749. Бюллетень №35, 20.12.2007.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ РАБОТЫ ПРИВОДА ПОДАЧ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2006 |
|
RU2307964C1 |
| Обдирочно-шлифовальный станок | 1979 |
|
SU965734A1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| Ленточно-отрезной станок | 2022 |
|
RU2787654C1 |
| Устройство ограничения вибраций на шлифовальном станке | 1981 |
|
SU952553A1 |
| ВРАЩАТЕЛЬ-БУРОВОЙ СТАНОК С УСИЛИТЕЛЕМ КРУТЯЩЕГО МОМЕНТА | 1996 |
|
RU2103471C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Переносной станок для обработки плоскостей | 1979 |
|
SU870010A1 |
| Суппорт комбинированный металлорежущего станка | 1981 |
|
SU1174164A1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ, ВОЗНИКАЮЩЕГО ПРИ РАЗРУШЕНИИ ГОРНЫХ ПОРОД БУРЕНИЕМ, И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2011 |
|
RU2494367C2 |
Изобретение относится к машиностроению, а именно к металлорежущим станкам и устройствам для управления подачей металлорежущих станков. Металлорежущий станок с автоматическим управлением содержит подвижную и неподвижную части, линейный электродвигатель, выполненный в виде расположенных на неподвижной и подвижной частях станка движущих и тормозящих электромагнитных секций, устройство для гашения вибрации и стабилизации подачи, включающее нагрузочное устройство, виброгаситель и датчик вибрации. Нагрузочное устройство выполнено в виде регулируемого линейного электродвигателя, который содержит расположенные на неподвижной и подвижной частях станка движущие и тормозящие электромагнитные секции, выполненные с возможностью пропускания тока торможения в зависимости от разницы предварительно установленного максимального значения силы тока и текущего значения силы тока в линейном электродвигателе. Обеспечивается повышение качества и точности обрабатываемой поверхности детали. 3 з.п. ф-лы, 3 ил.
1. Металлорежущий станок с автоматическим управлением, содержащий подвижную и неподвижную части, линейный электродвигатель, выполненный в виде расположенных на неподвижной и подвижной частях станка движущих и тормозящих электромагнитных секций, устройство для гашения вибрации и стабилизации подачи, включающее нагрузочное устройство, виброгаситель и датчик вибрации, отличающийся тем, что нагрузочное устройство выполнено в виде регулируемого линейного электродвигателя, который содержит расположенные на неподвижной и подвижной частях станка движущие и тормозящие электромагнитные секции, выполненные с возможностью пропускания тока торможения в зависимости от разницы предварительно установленного максимального значения силы тока и текущего значения силы тока в линейном электродвигателе.
2. Металлорежущий станок по п.1, отличающийся тем, что виброгаситель выполнен в виде пакета пьезоэлементов и дополнительной массы, в качестве которой использована обрабатываемая деталь с учетом снятого материала в процессе обработки, при этом обрабатываемая деталь закреплена на станке в приспособлении через пакет пьезоэлементов.
3. Металлорежущий станок по п.1, отличающийся тем, что движущие и тормозящие секции линейных электродвигателей на неподвижной части расположены параллельно, а на подвижной части последовательно или параллельно.
4. Металлорежущий станок по п.1, отличающийся тем, что устройство для гашения вибрации и стабилизации подачи снабжено преобразователем для формирования управляющего тормозящего воздействия на регулируемый линейный электродвигатель.
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ТОЧНОСТИ РАБОТЫ ПРИВОДА ПОДАЧ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2006 |
|
RU2307964C1 |
| Устройство для получения ползучейСКОРОСТи | 1979 |
|
SU797049A1 |
| СПОСОБ УПРАВЛЕНИЯ ДВИЖЕНИЕМ ПРИВОДА ПОДАЧ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2006 |
|
RU2312749C2 |
| JP 6031577 A, 08.02.1994. | |||

