Изобретение относится к машиностроению и может быть использовано в качестве исполнительного механизма для автоматической подналадки инструмента при оснащении станков, работающих в составе гибких производств венных систем, системами адаптивного управления.
Целью изобретения является расширение функциональных возможностей и диапазона подналадки инструмента автоматической многопозиционной головки за счет обеспечения ею дополнительных функций.
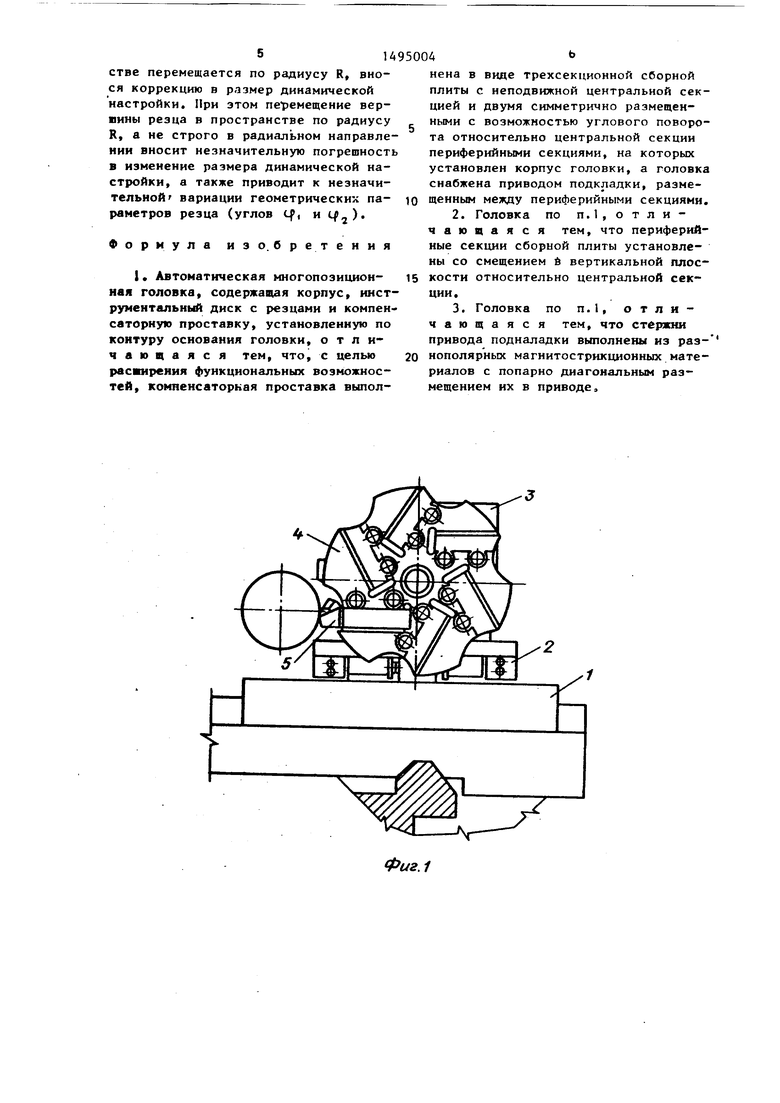
На фиг.1 изображена устанавливаемая на каретке токарного станка автоматическая многопозиционная голов-г .ка; на фиг.2 - компенсаторная простав- ка; на фиг.З - вид А на фиг.2; на
фиг.4 - узел I на фиг.З; Hri фиг.5 - схема работы привода; на фиг.6 - схема перемещения вершины резца относительно оси поворота секции простав- ки.
ha поперечной каретке 1 (фиг.1) суппорта токарного станка установлена компенсаторная проставка 2 с жестко закрепленным на ней корпусом 3 автоматической многопозиционной головки, оснащенной инструментальным диском 4, в пазах которого установлены резцовые вставки 5 с неперетачиваемыми твердосплавными режущими пластинами.
Компенсаторная проставка вьшол- нена в виде трехсекционной сборной плиты и привода подналадкио Сборная плита имеет неподнижную центральную
СО
ел
6и симметрично размещенные относительно нее с возможностью углового поворота две периферийные секции 7,
на которые устанавливартся корпус 3 автоматической головки. При этом центральная секция 6 жестко закреплена к поперечной каретке 1 суппорта токарного станка, а периферийные секции 7 сборной плиты смещены относи- тельно центральной 6 в вертикальной плоскости на Д , Периферийные секции
7соединяются с центральной 6 с помощью осей 8 на подщипниках 9, размещенных в специальных соединитель - ных пазах. В центральной секции 6 разносторонними приливами 10 образованы разлодлинные пазы, в которых размещен привод подналадки магнито- стрикционного типа с двумя парами ка тушек 1I и стержней 12, расположенHbht попарно вдоль центральной секции При этом стержни 12 привода выполнены из разнополярных магнитострикци- онньгх материалов с попарным диаго- Нальным их расположением. Так, в пазах 13 и 14 размещены стержни 12 из пермендюра (материала, обладающего положительной магнитострикцией), а в пазах 15 и 16 размещены стержни 12 из никеля (материала, обладающего отрицательной магнитострикцией).Резьбовой частью стержни 12 закреплены к приливам 10, а в пазах 16 и 14 они застопорены винтами 1 7. Для выбора за зоров и обеспечения плотного контакта поверхностей периферийных секций 7 со стержнями 12 привода подналадки предусмотрены регулировочные винты 18, расположенные в периферийных секциях. Управление катущками 11 осуществляется от блока 19 управления. При необходимости исключения работы устройства для автоматической подналадки инструмента на боковых сто- ронах периферийных в центральной секции предусмотрены резьбовые отверстия 20, позволяющие закрепить к ним жесткие накладни (не показаны) и устранить тем самьш разворот периферий- ных секций относительно центральной.
Устройство работает следующим образом.
Компенсаторная проставка устанавливается на поперечной каретке 1 суппорта станка и жестко крепится к ней центральной секцией 6. На периферийных секциях 7 закрепляется корпус 3 автом.ч гической многопозицион}1о
головки с инструментальным диском 4 с резцовыми вставками 5о Вращением регулировочных винтов 18 обеспечивается плотный контакт поверхностей периферийных секций 7 со стержнями 12 магнитосТрикционного привода о По ког мандам от устройства ЧПУ, реализующим принятый технологический алгоритм изготовления детали на токарном станке, производится автоматический поиск требуемого инструмента, перемещение каретки суппорта вместе с головкой в зону измерения, врезание резца на глубину резания и точение по программе Внешние дестабилизирующие воздействия (неравномерность снимаемого припуска, колебания твердости обрабатываемого материала, вариация режущих свойств инструмента приводят к нарушению первоначального fнастроечного) размера динамической настройки, выявляемому устройствами контроля систем адаптивного управления. Вь1деленный сигнал рассогласования, после преобразования в блоке 19 управления, создает переменное по величине пропорциональное величине рассогласования) магнитное поле в катушках 11, под действием которого происходят деформации стержней 12. В результате деформаций стержней 12 осуществляется синхронное угловое смещение периферийных секций и, тем самым, вносится коррекция в размер динамической настройки.
Резцовые вставки 5, размещенные в пазах инструментального диска 4 автоматической многопозиционной головки, осуществляют в пространстве микроперемещения (угловой поворот) относительно точек О, и О (фиг.З), соответствующие центру симметрии осей 8 (фиг.2). Выполнение привода подналадки с двумя парами катушек и стержней из разнополярных магнито- стрикционных материалов обеспечивает как тонкие микроперемещения с дискретностью & , (угловой поворот на угол ), так и суммарные перемещения на величину Л j что достигается изменением напряженности магнитного пояя в катушках привода до полного насыщения. В результате синхронных деформаций стержней (удлинения стержг ней из пермендюра и укорочения стержней из никеля) осуществляется хронное угловое смещение периферийных секций, вершина резца в пространстве перемещается по радиусу R, внося коррекцию в размер динамической настройки. При этом перемещение вершины резца в пространстве по радиусу R, а не строго в радиальном направлении вносит незначительную погрешность в изменение размера динамической настройки, а также приводит к незначительной вариации геометрических параметров резца (углов q, и qi).
Формула изо. бретения
1, Автоматическая многопозиционная головка, содержащая корпус, инструментальный диск с резцами и компенсаторную проставку, установленную по контуру основания головки, отличающаяся тем, что, с целью расширения функциональных возможностей, компенсаторная проставка выпол
нена в виде трехсекционной сборной плиты с неподвижной центральной секцией и двумя симметрично размещенными с возможностью углового поворота относительно центральной секции периферийными секциями, на которых установлен корпус головки, а головка снабжена приводом подкладки, разме- 10 щенным между периферийными секциями.
2.Головка по п.1, о т л и - чающаяся тем, что периферийные секции сборной плиты установлены со смещением и вертикальной плос15 кости относительно центральной секции.
3.Головка по п.1, отличающаяся тем, что стержни привода подналадки выполнены из раз20 нополярных магнитострикционных материалов с попарно диагональным размещением их в приводе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки режущего инструмента | 1987 |
|
SU1480968A1 |
| ВСЕСОЮЗНАЯ I | 1973 |
|
SU361020A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Револьверная головка сверлильно-фрезерно-расточного станка | 1984 |
|
SU1168342A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1990 |
|
RU2027554C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Резцедержатель для станков | 1984 |
|
SU1329610A3 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| Устройство для автоподналадки инструмента | 1987 |
|
SU1444131A2 |

Изобретение относится к машиностроению и может быть использовано в качестве исполнительного механизма для автоматической подналадки инструмента при оснащении станков, работающих в составе гибких производственных систем системами адаптивного управления. Целью изобретения является расширение функциональных возможностей и диапазона подналадки инструмента автоматической многопозиционной головки за счет обеспечения ею дополнительных функций. Головка снабжена компенсаторной проставкой, выполненной в виде неподвижной и двух симметрично расположенных с возможностью углового поворота относительно неподвижной центральной периферийных секций, снабженных приводом подналадки. Привод выполнен магнитострикционным. 2 з.п. ф-лы, 6 ил.
Фиг.1
20
I
1в
17
0
0
| Телеграфный приемник | 1925 |
|
SU9321A1 |
| Телеграфный приемник | 1925 |
|
SU9321A1 |
| М.: Красный пролетарий, 1984, с 20 | |||
