Изобретение относится к электронной технике, а именно к механической обработке материалов электронной техники и изделий из них, в том числе полупроводниковых и ферритовых материалов.
Высокая твердость и хрупкость материалов электронной техники и миниатюризация изделий их них предъявляют особые требования при их механической обработке, в том числе их резке, а именно:
- к точности геометрических размеров,
- наличию сколов.
При механической обработке материалов электронной техники и изделий из них, в том числе их резке, широко используют диски из алмазосодержащего материала, далее алмазный диск, которые изготавливают либо из проката, либо гальваническим способом.
При резке алмазными дисками в системе шпиндель - оправка - алмазный диск возникает вибрация, которая усиливается с увеличением скорости резки, и как следствие вибрации имеет место:
- во-первых, ухудшение качества обработки, в том числе повышение как количества сколов, так и размера каждого из них,
- во-вторых, снижение эффективности работы алмазного диска,
- в-третьих, снижение срока годности алмазного диска.
С целью уменьшения вибраций при резке используют различные приемы - как технические, так и технологические.
Известно устройство для резки пластин из кремния, в котором алмазный диск изготовлен гальваническим способом, при этом в качестве основы для нанесения алмазосодержащего слоя используют магнитный материал (1).
С целью снижения вибраций и, следовательно, уменьшения как количества сколов, так и размера каждого из них алмазный диск помещают в соленоид.
Однако это не эффективно при резке ферритовых материалов, в силу их магнитных свойств происходит прилипание и засаливание поверхности алмазного диска стружкой материала резки и ухудшение режущих его свойств, а следовательно, качества резки и снижение срока службы алмазного диска.
Известно устройство для резки пластин кремния, в котором алмазный диск закрепляют в оправке определенным образом, а именно он не должен выступать из оправки более чем на 1,5 от толщины разрезаемой пластины (2).
Это позволило уменьшить вибрацию режущей кромки алмазного диска, но не уменьшило вибрацию в системе шпиндель - оправка - алмазный диск, следовательно, не обеспечивается должное качество резки, в том числе с точки зрения наличия сколов.
Известно устройство для резки монокристаллов полупроводникового материала на пластины, в котором с целью повышения качества резки, в том числе уменьшения наличия сколов, в мастику, с помощью которой закрепляют монокристалл полупроводникового материала на держатель, который располагают в систему шпиндель - оправка - алмазный диск, вводят в качестве наполнителя абразивный порошок зернистостью 10 мкм и более (3).
Наличие абразивного порошка в мастике позволило в процессе резки проводить правку режущей кромки алмазного диска.
Но, с другой стороны, сам абразив приводит к быстрому износу выступающих зерен режущей кромки алмазного диска, что снижает срок его службы.
Кроме того, при резке вязких полупроводниковых материалов, таких как антимонид индия, происходит быстрое засаливание режущей кромки алмазного диска, то есть заполнение и уплотнение материалом резки пространства между выступающими алмазными зернами и тем самым снижение эффективности работы алмазного диска, а увеличение нагрузки на него может привести к разрушению материала резки.
Известно устройство для резки монокристаллов полупроводникового материала на пластины, в котором в мастику в качестве наполнителя вводят стружку полупроводниковых материалов, полученных после резки алмазным диском с той же зернистостью, с которой режут и данный монокристалл полупроводникового материала (4).
Мастика с таким наполнителем исключает засаливание выступающих зерен режущей кромки алмазного диска, что обеспечивает стабильность и эффективность его работы и тем самым повышает качество резки, а также увеличивает срок его годности.
Однако в силу непрозрачности материала мастики это затруднительно для резки гибридных и монолитных интегральных схем СВЧ (ГИС и МИС) и их элементов, так как требует дополнительных технических решений с точки зрения возможности осуществления самой операции резки.
И в случае ее осуществления не обеспечиватся высокое качество, прежде всего точности геометрических размеров, наличия сколов и размера каждого из них, а, следовательно, и высокий выход годных.
Техническим результатом изобретения является повышение выхода годных путем повышения качества обработки, а именно повышения точности геометрических размеров и уменьшения как количества сколов, так и размера каждого из них, особенно при обработке гибридных и монолитных интегральных схем СВЧ и их элементов, а также повышение срока годности алмазного диска.
Технический результат достигается тем, что в известном диске из алмазосодержащего материала для обработки материалов электронной техники и изделий из них, выполненном с зернистостью, заданной обрабатываемым материалом, в качестве основы алмазосодержащего материала берут жесткий материал, диск выполнен, по меньшей мере, из двух чередующихся слоев алмазосодержащего материала, между которыми расположена и соединена с ними демпфирующая прослойка, при этом демпфирующая прослойка выполнена из эластичного материала толщиной, равной 1/10-2/3 зернистости алмазосодержащего материала.
Количество чередующихся слоев алмазосодержащего материала определяет как тип механической обработки, например либо резка, либо шлифовка, так и тип обрабатываемого материала.
При резке их количество должно быть минимально, а при шлифовке наоборот.
Соединение демпфирующей прослойки со слоями алмазосодержащего материала выполнено либо клеем, либо сваркой.
Демпфирующая прослойка выполнена из эластичного материала, например термостойкой резины.
Сущность изобретения
Как было сказано выше, при резке алмазными дисками в системе шпиндель - оправка - алмазный диск возникает вибрация.
Алмазный диск, в котором в качестве основы алмазосодержащего материала берут жесткий материал, а диск выполнен, по меньшей мере, из двух чередующихся слоев алмазосодержащего материала, между которыми расположена и соединена с ними демпфирующая прослойка, выполненная из эластичного материала и с указанной толщиной, обеспечивает следующий эффект.
Во-первых, демпфирующая прослойка поглощает часть энергии колебаний и тем самым снижает вибрацию в системе шпиндель - оправка - алмазный диск.
Следовательно, наличие демпфирующей прослойки повышает качество обработки, в том числе снижает как количество сколов, так и размер каждого из них, и, следовательно, повышает выход годных.
При этом указанный эффект усиливается с увеличением количества чередующихся слоев алмазосодержащего материала и соответственно демпфирующих прослоек между ними.
Во-вторых, вследствие меньших контактных давлений в зоне резания глубина внедрения алмазных зерен в обрабатываемую поверхность снижается. В результате чего происходит резка с меньшими нарушениями структуры обрабатываемого материала. Это аналогично использованию алмазного диска с меньшей зернистостью, т.е. процесс резки многослойным диском является менее теплонапряженным, что также снижает как количество сколов, так и размер каждого из них вдоль зоны резания и, следовательно, повышает выход годных.
Выполнение алмазосодержащего материала на жесткой основе повышает:
во-первых, износостойкость алмазного диска и, следовательно, стабильность его работы в процессе резки и тем самым обеспечивает высокую точность геометрических размеров и, следовательно, повышает выход годных,
во-вторых, срок годности алмазного диска.
Выполнение демпфирующей прослойки с толщиной как менее 1/10, так и более 2/3 зернистости алмазосодержащего материала не желательно, так как в первом случае теряются демпфирующие свойства алмазного диска, во втором происходит его разрушение.
Изобретение поясняется чертежом.
На фиг.1 изображен алмазный диск, состоящий из трех чередующихся слоев алмазосодержащего материала, где
- алмазосодержащие слои - 1,
- демпфирующие прослойки между ними - 2.
Пример
Для обработки материалов электронной техники и изделий из них широко используют устройство типа DS 150.
Устройство имеет высокоскоростной шпиндель на аэростатических опорах с возможностью вращения с частотой 20000-40000 об/мин, на который устанавливают оправку с алмазным диском, координатный стол с вакуумным столиком для закрепления обрабатываемых материалов и видеоконтрольное устройство.
Рассмотрим, например, резку ферритовой пластины толщиной 1 мм с кристаллической структурой граната и с выполненными на ней элементами ГИС на платы.
Ферритовую пластину наклеивают на носитель в виде пластины из гетинакса, располагают ее на координатном столике и закрепляют ее посредством вакуума.
В процессе резки координатный столик вместе с ферритовой пластиной перемещается со скоростью, которая определяется обрабатываемым материалом, в данном случае равной 2 мм/сек.
Алмазный диск выполнен из трех чередующихся слоев алмазосодержащего материала 1, выполненных из проката ОСТ 11317000-85, ТУ2-037-550-86, с зернистостью, равной 60/40 мкм, что определено экспериментально для ферритовых материалов и является оптимальным для данных материалов и демпфирующих прослоек 2 между ними, выполненных из материала - термостойкий резины из силикона марки Silicone «Krass» толщиной, равной 1/3 зернистости алмазосодержащего материала, в данном примере это составляет 20 мкм.
Алмазный диск располагают и закрепляют в оправке.
Включают установку и осуществляют резку.
Для охлаждения алмазного диска в зону резки подается вода автоматически.
Примеры 2-3
Аналогично примеру 1 была проведена резка аналогичных ферритовых пластин, но при других значениях толщины демпфирующих прослоек, указанных в формуле изобретения.
Пример 4
Для сравнения аналогично примеру 1 была проведена резка аналогичной ферритовой пластины алмазным диском, выполненным только из одного слоя алмазосодержащего материала, выполненного не на жесткой основе, без демпфирующей прослойки, - прототип.
Полученные в результате резки образцы элементов плат ГИС из ферритового и кремниевого материала были исследованы на предмет наличия сколов и их размеров, а также выхода годных.
Данные приведены в таблице.
Из таблицы видно:
- во-первых, уменьшилось как количество сколов вдоль линии резания - не превышает 2 штук/мм, так и размер каждого из них - не превышает 30 мкм (примеры 1-3 как для ферритового, так и кремниевого материала) против 4 штук/мм и 60 мкм соответственно в прототипе,
- во-вторых, повысился выход годных изделий более чем в 3 раза.
Таким образом, предложенный алмазный диск для обработки материалов электронной техники и изделий из них обеспечит по сравнению с прототипом:
- во-первых, повышение выхода годных изделий более чем в 3 раза путем повышения качества обработки, в том числе уменьшения как количества сколов, так и размера каждого из них,
- во-вторых, повышение срока годности алмазного диска. Это особенно важно при обработке гибридных и монолитных интегральных схем СВЧ.
Источники информации
1. Авт. св. СССР №255386, кл. 21а4. опубл. Бюл. №33, 1969 г.
2. Патент Великобритании №1098398, кл. Н1К, B3D.
3. Запорожский И.П., Лапшинов Б.А. Обработка полупроводниковых материалов. - М. Высшая школа, 1988 г., стр.38-54.
4.Патент РФ №2137251, кл. H01L 21/304, опубл. 10.09.99 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный дисковый инструмент | 1990 |
|
SU1808678A1 |
| СПОСОБ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2431564C1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1996 |
|
RU2105380C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНЫХ ТРАНЗИСТОРОВ СВЧ | 2011 |
|
RU2463683C1 |
| Способ резки полупроводниковых слитков | 1990 |
|
SU1784467A1 |
| Способ резки монокристаллических слитков полупроводников на пластины | 1988 |
|
SU1622141A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНЫХ ТРАНЗИСТОРОВ СВЧ | 2005 |
|
RU2285976C1 |
| СПОСОБ РАЗДЕЛЕНИЯ НА КРИСТАЛЛЫ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН С ДВУХСТОРОННИМ ТОНКОПЛЕНОЧНЫМ ПОКРЫТИЕМ | 2008 |
|
RU2385218C1 |
Изобретение относится к электронной технике, а именно к механической обработке материалов электронной техники и изделий из них, в том числе полупроводниковых и ферритовых материалов. Технический результат изобретения - повышение выхода годных путем повышения качества обработки, а именно повышения точности геометрических размеров и уменьшения как количества сколов, так и размера каждого из них, особенно при обработке гибридных и монолитных интегральных схем СВЧ и их элементов, а также повышение срока годности алмазного диска. Сущность изобретения: в диске из алмазосодержащего материала для обработки материалов электронной техники и изделий из них, выполненном с зернистостью, заданной обрабатываемым материалом, в качестве основы алмазосодержащего материала берут жесткий материал. Диск выполнен, по меньшей мере, из двух чередующихся слоев алмазосодержащего материала, между которыми расположена и соединена с ними демпфирующая прослойка, при этом демпфирующая прослойка выполнена толщиной, равной 1/10-2/3 зернистости алмазосодержащего материала. 3 з.п. ф-лы, 1 ил., 1 табл.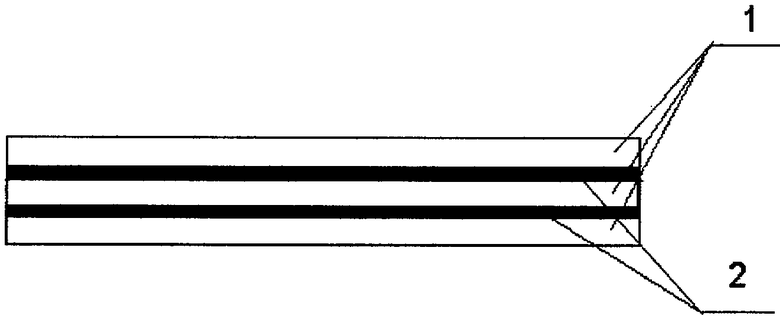
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ МОНОКРИСТАЛЛОВ НА ПЛАСТИНЫ | 1998 |
|
RU2137251C1 |
| Отрезной алмазный круг | 1982 |
|
SU1034887A1 |
| Абразивный круг для разделения полупроводниковых пластин | 1981 |
|
SU1013247A1 |
| ЕР 1561534 A1, 10.08.2005 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

