ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к редукционно-растяжному прокатному стану для изготовления бесшовных труб, содержащему множество прокатных клетей, которые расположены друг за другом в направлении подачи труб и каждая из которых имеет три валка, расположенных на угловом расстоянии 120°.
УРОВЕНЬ ТЕХНИКИ
При изготовлении бесшовных труб используются редукционно-растяжные и/или калибровочные прокатные станы, содержащие множество прокатных клетей, расположенных друг за другом в направлении подачи трубы. Прокатные клети содержат, как правило, три валка, симметрично расположенных вокруг трубы на угловом расстоянии 120°.
Известно расположение соседних прокатных клетей с перекрещиванием под углом 60° друг к другу, так что участки прокатываемой трубы попеременно прокатываются дном калибра и выступом калибра валков. Так, в WO 2017/068533 А1 описывается прокатный стан с первым участком, содержащим множество прокатных клетей и выполненным с возможностью прокатки по введенной в трубу оправке, и второй участок, содержащий множество прокатных клетей и выполненный с возможностью прокатки без оправки. Каждая прокатная клеть имеет три валка. Оси вращения валков соседних прокатных валков отклонены на 180°, как показано на фиг. 1А и 1B WO 2017/068533 А1. Это соответствует перекрещиванию на указанные выше 60°.
В особенности, в случае толстостенных труб в сочетании с большими уменьшениями диаметра в редукционно-растяжных прокатных станах вследствие неравномерного распределения скорости между дном калибра и выступом калибра валков происходит неравномерное формирование канала трубы. Перпендикулярно оси трубы образуется внутреннее поперечное сечение в виде многоугольника. Это явление также называется "образованием внутреннего многоугольника". Если прокатный стан функционирует в качестве оправкоизвлекателя, то это осложняется разностями температур по сравнению с предшествующим растяжным станом, которые также обуславливают различные условия пластического деформирования между дном калибра и выступом калибра. Это накладывается на образование внутреннего многоугольника в последующем стане и, таким образом, может усиливать указанный эффект. Образование внутреннего многоугольника особенно выражено тогда, когда как растяжной стан, так и оправкоизвлекатель имеют трехвалковую конструкцию. Четырехвалковая конструкция в качестве альтернативы чаще всего не используется вследствие ограниченного пространства для установки опор валков и связанной с этим незначительной способностью к восприятию усилий пластического деформирования.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача изобретения состоит в улучшении качества прокатки на редукционно-растяжном прокатном стане для изготовления бесшовных труб, в частности в обеспечении равномерности прокатанных толщин стенки.
Указанная задача решается благодаря редукционно-растяжному прокатному стану с признаками пункта 1 формулы изобретения. Предпочтительные усовершенствованные варианты осуществления следуют из зависимых пунктов, последующего описания изобретения и описания предпочтительных примеров осуществления.
Предлагаемый изобретением редукционно-растяжной прокатный стан предназначен для изготовления бесшовных труб, предпочтительно из металлического материала. В настоящем описании термин "редукционно-растяжной прокатный стан" следует понимать как общее обозначение для прокатных станов, вызывающих как уменьшение наружного диаметра трубы, так и уменьшение внутреннего диаметра, что вызывает удлинение трубы. По этой причине редукционно-растяжной прокатный стан предпочтительно представляет собой безоправочный прокатный стан. В зависимости от установленной частоты вращения валков также в определенном диапазоне возможно увеличение или уменьшение толщины стенки трубы. Редукционно-растяжной прокатный стан содержит множество прокатных клетей, которые в направлении подачи труб расположены друг за другом и каждая из которых имеет три валка, расположенных на угловом расстоянии 120°. Таким образом, валки расположены вокруг трубы симметрично так, чтобы с трех сторон прикладывать усилие прокатки к наружной периферии трубы. Прокатные клети разделены по меньшей мере на две группы, каждая из которых содержит по меньшей мере две прокатные клети, причем валки соседних прокатных клетей в группе перекрещены относительно друг друга на внутригрупповой угол. Кроме того, валки прокатных клетей соседних групп перекрещены относительно друг друга на групповой угол, который меньше внутригруппового угла.
Термин "перекрещивание" включает относительный поворот соседних прокатных клетей (аналогично - групп), точнее говоря, их валков, на указанный внутригрупповой угол (аналогично - групповой угол). Однако поскольку валки расположены вокруг трубы симметрично на угловом расстоянии 120°, положение, соответствующее повороту на определенный угол, может быть достигнуто также посредством поворота на один или множество других углов. Так, например, перекрещивание на 60° достигается также посредством наклона на 180°. На этом основании в настоящем описании термин "перекрещивание" на некоторый угол используется для обозначения поворота как на указанный угол, так и на все эквивалентные углы. Поворот относительно направления прокатки может производиться как по часовой стрелке, так и против часовой стрелки.
Согласно изобретению прокатные клети перекрещены на относящийся к группе групповой угол, который меньше внутригруппового угла. Благодаря такому перекрещиванию на образование внутреннего многоугольника одной группы накладывается образование внутреннего многоугольника следующей группы, наклоненное на групповой угол. Таким образом, улучшается приближение к круговому внутреннему поперечному сечению трубы. Еще один технический эффект заключается в том, что благодаря групповому угловому перекрещиванию валков улучшается выравнивание температуры в трубе, поскольку имеет место температурный градиент вдоль радиального направления трубы. Оба эффекта способствуют выравниванию прокатанных толщин стенки и, следовательно, улучшению качества прокатки при прокатке бесшовных труб.
Предпочтительно внутригрупповой угол составляет 60°, вследствие чего участки трубы прокатываются попеременно дном калибра или выступом калибра. Благодаря этому внутри группы улучшается формование толщины стенки.
Предпочтительно групповой угол составляет 60°/n, где n - целое число больше 1, т.е. n=2, 3, 4…,. Предпочтительно групповой угол составляет 30°. Благодаря такому перекрещиванию на образование внутреннего многоугольника первой группы накладывается образование внутреннего многоугольника следующей второй группы, наклоненное на 30°. Образуется внутренний двенадцатиугольник, отклонения которого в диапазоне от максимальной толщины стенки до минимальной толщины стенки значительно меньше в сравнении с шестиугольником.
Следует отметить, что число валков на калибр в принципе может отличаться от трех, в частности могут использоваться четыре валка на калибр, хотя на практике это, скорее, является исключением. В случае четырех валков на калибр внутригрупповой угол предпочтительно составляет 45°, а групповой угол предпочтительно составляет 45°/n, где n - целое число больше 1, т.е. n=2, 3, 4…,.
Предпочтительно валки прокатных клетей, относящихся к одной группе, имеют форму калибра, отличающуюся от круглой формы. Таким образом, может быть предотвращен вход материала в зазор между валками, в результате чего могла бы быть повреждена поверхность прокатываемого материала.
Предпочтительно между двумя группами (при рассмотрении в направлении подачи трубы) предусмотрена по меньшей мере одна нейтральная прокатная клеть, содержащая три валка, расположенных на угловом расстоянии 120°, форма калибра которых противодействует крутящему моменту, воздействующему на трубу. Таким образом, нейтральная прокатная клеть предназначена для предотвращения поворота трубы между двумя соседними группами. Причина возможного поворота трубы состоит в том, что, в частности, в случае некругообразных калибров на трубу вокруг собственной оси может воздействовать крутящий момент, если используется относящееся к группе перекрещивание. Для противодействия такой склонности к скручиванию, между соседними группами предпочтительно располагается по меньшей мере одна нейтральная прокатная клеть. Нейтральная прокатная клеть может отличаться, например, тем, что ее форма калибра имеет меньшее отклонение от круглой формы, чем соответствующее отклонение в других клетях, и/или уменьшение диаметра снижено по сравнению с другими клетями. Предпочтительно валки одной или множества нейтральных прокатных клетей имеют круглую или почти круглую форму калибра.
Одна или, соответственно, множество нейтральных прокатных клетей предпочтительно не образуют самостоятельной группы (самостоятельных групп), более того, они предпочтительно полностью или по меньшей мере частично представляют собой составную часть конструкции определенных выше групп, например, группы, в направлении подачи расположенной выше по потоку. Поскольку не все нейтральные прокатные клети, относящиеся к переходу между двумя группами, являются составной частью группы, расположенной выше по потоку, остальные нейтральные прокатные клети в конструктивном отношении относятся предпочтительно к группе, расположенной ниже по потоку. Это позволяет избежать особого конструктивного решения.
Размер групп, т.е. число прокатных клетей в соответствующей группе, может устанавливаться в зависимости от прокатываемого размера. Так, предпочтительно приблизительно от 35% до 70% всего уменьшения диаметра происходит в первой группе, а остальное уменьшение диаметра - во второй группе. Причина такого распределения заключается в том, что образование внутреннего многоугольника происходит постепенно и, таким образом, существует опасность перекомпенсации. Другими словами, при неблагоприятном распределении оптимальная компенсация находится не за последней прокатной клетью, в во внутренней прокатной клети.
Предпочтительно редукционно-растяжной прокатный стан представляет собой оправкоизвлекатель. Оправкоизвлекателем называется прокатный стан, расположенный после растяжного стана с оправкой для снятия с оправки трубы, раскатанной по оправке. Кроме того, оправкоизвлекатели конструируются так, что наряду с простым отделением трубы от оправки они одновременно производят сравнительно сильное пластическое деформирование трубы. На этой стадии процесса труба имеет сравнительно сильный температурный градиент в направлении снаружи (холодная труба) внутрь (теплая труба). Таким образом, если оправкоизвлекатель выполнен в виде редукционно-растяжного прокатного стана, неоднородное распределение температуры в трубе может особенно неблагоприятно повлиять на результат прокатки. По этой причине относящееся к группе перекрещивание особенно подходит для оправкоизвлекателя, выполненного в виде редукционно-растяжного прокатного стана.
Дополнительные преимущества и признаки настоящего изобретения станут очевидными из последующего описания предпочтительных вариантов осуществления. Описанные в нем признаки могут быть осуществлены по отдельности или в сочетании с одним или несколькими вышеизложенными признаками, если указанные признаки не противоречат друг Другу. Ниже приводится описание предпочтительных примеров осуществления со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
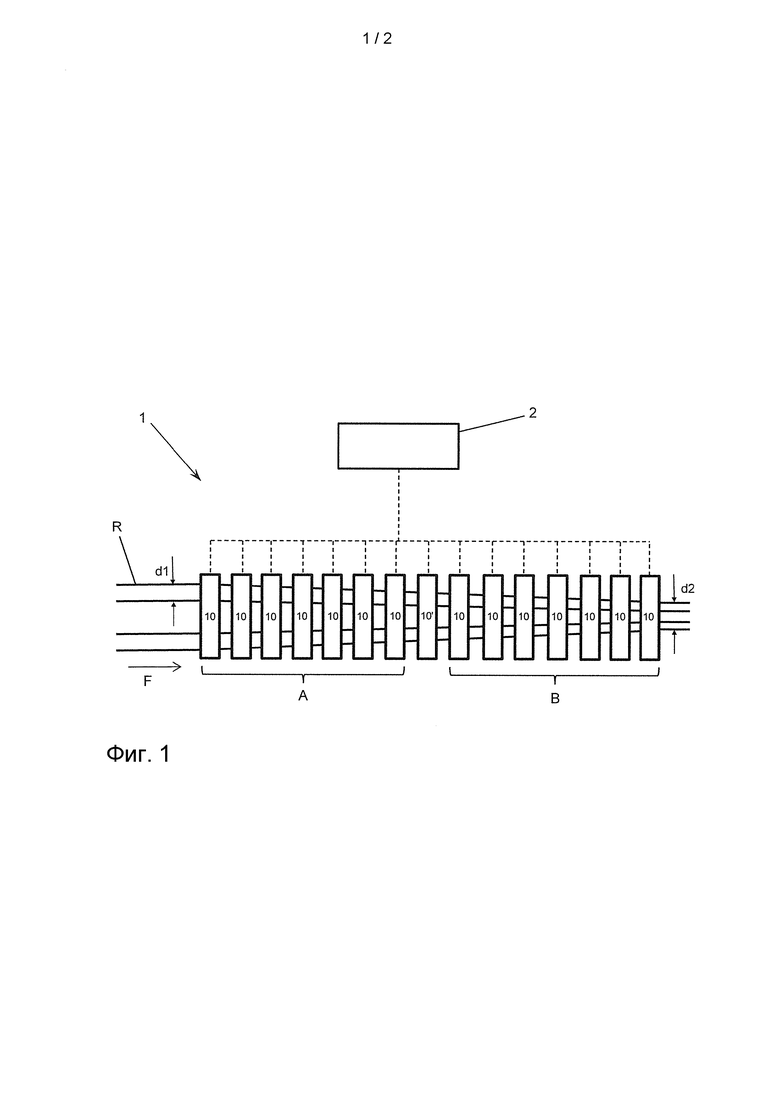
Фиг. 1 представляет собой схематичный вид редукционно-растяжного прокатного стана со сгруппированными прокатными клетями.
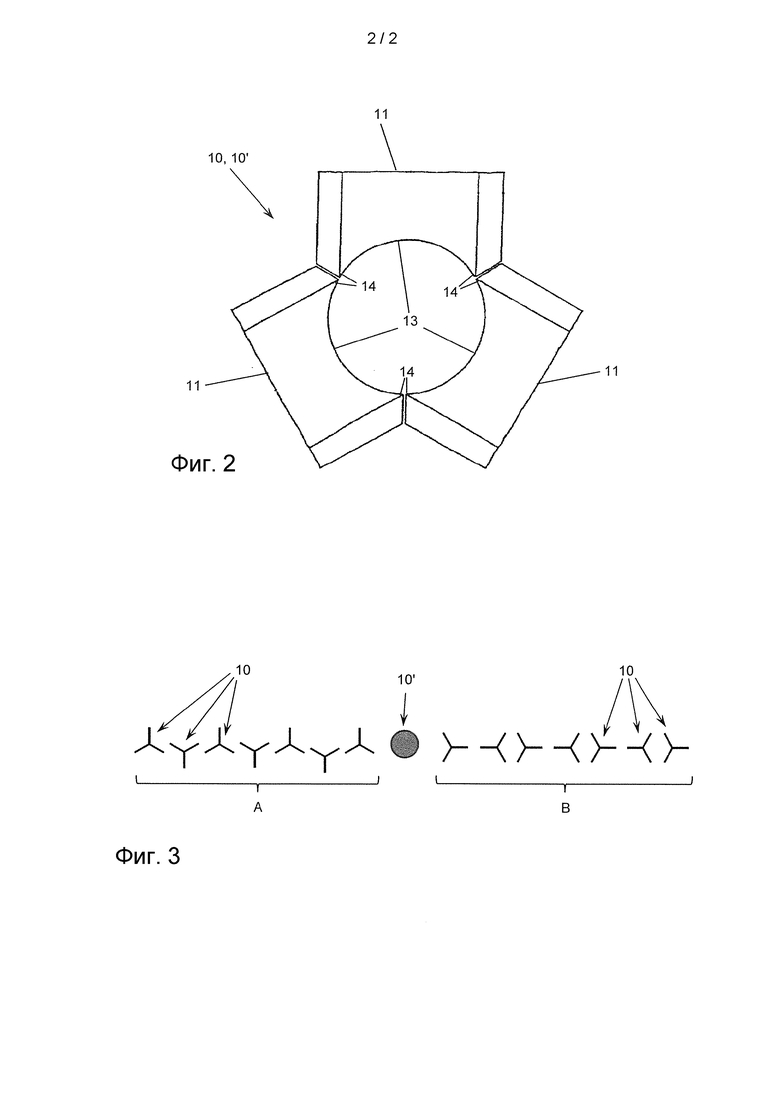
На фиг. 2 показана прокатная клеть трехвалковой конструкции.
На фиг. 3 схематично показано групповое перекрещивание прокатных клетей.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже при помощи чертежей описываются предпочтительные примеры осуществления. При этом одинаковые, аналогичные или одинаково функционирующие элементы обозначены на чертежах идентичными ссылочными обозначениями и, во избежание избыточности, подробное описание этих элементов частично опущено.
Фиг. 1 представляет собой схематичный вид редукционно-растяжного прокатного стана 1. Редукционно-растяжной прокатный стан 1 содержит множество, в данном случае пятнадцать, прокатных клетей 10. Прокатные клети 10 предпочтительно выполнены с возможностью управления каждой клетью в отдельности. В частности частоты вращения валков 11 (см. фиг. 2) прокатных клетей 10 могут регулироваться индивидуально.
Управление прокатными клетями 10, предпочтительно компьютеризированное, осуществляется посредством управляющего устройства 2. При необходимости управляющее устройство 2 берет на себя управление дополнительными компонентами редукционно-растяжного прокатного стана 1. Следует отметить, что термин "управляющее устройство" охватывает как центральные, так и децентрализованные структуры для управления редукционно-растяжным прокатным станом 1. В соответствии с этим управляющее устройство 2 не должно находиться в "месте" расположения редукционно-растяжного прокатного стана 1 или быть его составной частью. Кроме того, задачи управления, этапы обработки данных и т.д. могут быть распределены по различным вычислительным устройствам, которые в таком случае в своей совокупности охватываются термином "управляющее устройство". Кроме того, связь управляющего устройства 2 с управляемыми компонентами может осуществляться как физически посредством кабеля, так и без проводов.
Для прокатки трубы R указанная труба проходит через редукционно-растяжной прокатный стан 1 в направлении F подачи. Перед входом в редукционно-растяжной прокатный стан 1 труба R с входной стороны имеет толщину d1 стенки. При выходе из последней прокатной клети 10 труба R имеет толщину d2 стенки и уменьшенный диаметр. Толщина d2 стенки не обязательно уменьшена по сравнению с толщиной d1 стенки, более того, в зависимости от частоты вращения валков она может быть меньше, равна или даже больше, чем исходная толщина d1 стенки.
Толщина d1 стенки на входной стороне и/или, соответственно, толщина стенки d2 на выходной стороне может измеряться посредством одного или множества приборов для измерения толщины стенок (не показаны). В дополнение к этому могут измеряться или определяться другим способом дополнительные параметры процесса, например, скорость трубы R на входной и/или выходной стороне, вес трубы R на входной и/или выходной стороне и т.д. Определенные при этом параметры процесса могут передаваться в управляющее устройство 2 для управления процессом прокатки.
На фиг. 2 показана прокатная клеть 10, 10' с тремя валками 11, расположенными симметрично, на угловом расстоянии 120° вокруг трубы R. Согласно данному примеру осуществления валки 11 каждой прокатной клети имеют дугообразное поперечное сечение поверхности проката, т.е. круглую форму калибра. Дном 13 калибра называется центр поверхности проката, при рассмотрении в поперечном сечении фиг. 2 и в осевом направлении соответствующего валка 11. Обе внешних оконечности поверхности проката - также при рассмотрении в поперечном сечении фиг. 2 и в осевом направлении соответствующего валка 11 - называются выступом 14 калибра. Дно 13 калибра и выступ 14 калибра являются характерными позициями поверхности проката.
Предпочтительно форма калибра отклоняется от совершенной круглой дуги. Причина отклонения от круглой формы заключается в том, что, таким образом, может быть предотвращен вход материала в зазор между соседними валками 11, точнее говоря, между выступами 14 калибра соседних валков 11. Благодаря локальному уменьшению калибра и локальному увеличению калибра достигается компенсация отклонений диаметра трубы.
Как показано на упомянутой фиг. 1, прокатные клети 10 разделены на две группы А и В, каждая из которых содержит семь прокатных клетей 10. Группы А, В разделены, т.е. они расположены последовательно друг за другом и не перекрываются или не проникают друг в друга. Согласно данному примеру осуществления внутри группы А, В валки 11 прокатных клетей 10 перекрещены относительно друг друга на внутригрупповой угол αI, составляющий 60° или приблизительно 60°, так что участки трубы попеременно прокатываются дном 13 калибра или выступом 14 калибра. При этом число прокатных клетей 10 на группу А, В выбрано таким образом, что минимизируется образование внутреннего многогранника. Число прокатных клетей 10 на группу А, В равно по меньшей мере двум, предпочтительно оно лежит в диапазоне от 2 до 8. Число прокатных клетей 10 может изменяться от группы А к группе В.
Группы А, В, точнее говоря, валки 11 прокатных клетей 10 двух предпочтительно соседних групп А, В, перекрещены относительно друг друга на угол, обозначенный здесь как групповой угол αG. Предпочтительно αG равен или приблизительно равен 30°. Благодаря такому перекрещиванию на образование внутреннего многоугольника одной группы А накладывается образование внутреннего многоугольника следующей группы В, наклоненное на угол αG. Образуется, в известной степени, внутренний двенадцатиугольник, отклонения которого в диапазоне от максимальной толщины стенки до минимальной толщины стенки значительно меньше по сравнению с внутренним шестиугольником. Таким образом, внутренняя геометрия трубы R приближается к идеальной окружности.
Описанный выше относящийся к группе поворот или, соответственно, перекрещивание схематично показаны на фиг. 3. На указанном чертеже схематично показаны прокатные клети 10 групп А, В. В пределах группы А, В прокатные клети 10 или, соответственно, их валки 11 (на фиг. 3 не обозначены) попеременно повернуты или, соответственно, наклонены на 180°, в результате чего достигается описанное выше перекрещивание на 60°. Между группами А и В был осуществлен поворот на 90°, результатом которого является перекрещивание на 30°. Разумеется, оба вида перекрещивания могут быть достигнуты также непосредственно посредством поворота на групповой угол αG и внутригрупповой угол αI. Однако вариант, показанный на фиг. 3 имеет конструктивные преимущества, в частности при соединении валков 11 с приводами (не показано). Точнее говоря, при использовании прокатных клетей 10, каждая из которых имеет три валка 11, получается перекрещивание на 60°, например, посредством наклона прокатных клетей 10 на 180°. Благодаря этому приводы при внутреннем распределении мощности могут быть расположены с обычной стороны вдвигания и напротив стороны вдвигания. Это упрощает установку и техническое обслуживание приводов, поскольку соединение может происходить непосредственно при вдвигании клетей.
Размер групп А, В, т.е. число прокатных клетей 10 в соответствующей группе А, В, может быть установлен в зависимости от прокатываемого размера. Так, предпочтительно приблизительно от 35% до 70% всего уменьшения диаметра происходит в первой группе А, а остальное уменьшение диаметра - во второй группе В. Причина такого распределения заключается в том, что образование внутреннего многоугольника происходит постепенно и, таким образом, существует опасность перекомпенсации. Другими словами, при неблагоприятном распределении оптимальная компенсация имеет место не за последней прокатной клетью 10, в во внутренней прокатной клети 10.
Кроме того, на фиг. 1 и 3 показана прокатная клеть 10', которая в настоящем документе называется "переходным калибром" или "нейтральной прокатной клетью". Нейтральная прокатная клеть 10' предназначена для предотвращения поворота трубы R между группами А и В. Причина возможного поворота трубы состоит в том, что в случае некруглого пластического деформирования на трубу R вокруг собственной оси может воздействовать крутящий момент, если используется относящееся к группе перекрещивание αG. Для противодействия такой склонности к скручиванию, между группами А, В предпочтительно располагается по меньшей мере одна нейтральная прокатная клеть 10'. Таким образом, форма калибра валков 11 нейтральной прокатной клети 10' задана таким образом, что обеспечивается противодействие склонности к скручиванию. Предпочтительно валки 11 нейтральной прокатной клети 10' имеют круглую или почти круглую форму калибра, как показано на фиг. 2.
Вследствие относящегося к группе перекрещивания на групповой угол αG, как объяснено выше, происходит улучшенное приближение внутренней геометрии трубы R к идеальному круглому поперечному сечению.
Еще один технический эффект состоит в том, что благодаря смещенному по группам дну 13 калибра в трубе R в случае возможного температурного градиента улучшается выравнивание температуры. Указанный эффект имеет место в особенности тогда, когда вдоль радиального направления трубы R существует неоднородное распределение температуры, как это имеет место, в частности, в случае оправкоизвлекателей. Оправкоизвлекатели, обычно расположенные непосредственно после растяжного стана с оправкой, предназначены для отделения трубы R от оправки. На этой стадии процесса труба R имеет сравнительно сильный температурный градиент в направлении снаружи (холодная труба) внутрь (теплая труба). Если оправкоизвлекатель выполнен в виде редукционно-растяжного прокатного стана 1, т.е. наряду с отделением оправки и трубы он одновременно выполнен с возможностью сильного пластического деформирования трубы R, неоднородное распределение температуры в трубе R может неблагоприятно повлиять на результат прокатки. По этой причине относящееся к группе перекрещивание согласно представленным примерам осуществления особенно подходит для оправкоизвлекателя, в частности, для оправкоизвлекателя, выполненного в виде редукционно-растяжного прокатного стана 1.
Там, где это применимо, все отдельные признаки, показанные в примерах осуществления, могут комбинироваться друг с другом и/или взаимозаменяться без выхода за рамки объема изобретения.
Перечень ссылочных обозначений
1 редукционно-растяжной прокатный стан
2 управляющее устройство
10 прокатная клеть
10' нейтральная прокатная клеть
11 валок
13 дно калибра
14 выступ калибра
А группа прокатных клетей
В группа прокатных клетей
R труба
F направление подачи
d1 толщина трубы на входной стороне
d2 толщина трубы на выходной стороне
αI внутригрупповой угол
αG групповой угол
Изобретение относится к редукционно-растяжному прокатному стану для изготовления бесшовных труб. Стан содержит множество прокатных клетей, которые расположены друг за другом в направлении подачи труб и каждая из которых имеет три валка, расположенных на угловом расстоянии 120°. Прокатные клети разделены по меньшей мере на две группы, каждая из которых содержит по меньшей мере две прокатные клети. Валки соседних прокатных клетей в группе перекрещены относительно друг друга на внутригрупповой угол, а валки прокатных клетей соседних групп перекрещены относительно друг друга на групповой угол, который меньше внутригруппового угла. В результате обеспечивается равномерность прокатанных толщин стенки трубы. 8 з.п.ф-лы, 3 ил.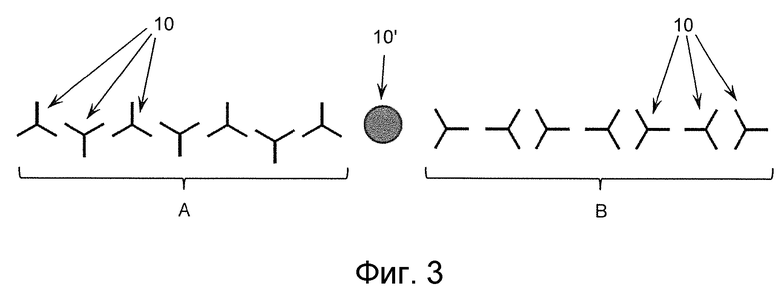
1. Редукционно-растяжной прокатный стан (1) для изготовления бесшовных труб (R), содержащий множество прокатных клетей (10), которые расположены друг за другом в направлении подачи (F) труб (R) и каждая из которых имеет три валка (11), расположенных на угловом расстоянии 120°, в котором
прокатные клети (10) разделены по меньшей мере на две группы (А, В), каждая из которых содержит по меньшей мере две прокатные клети (10),
валки (11) соседних прокатных клетей (10) в группе (А, В) перекрещены относительно друг друга на внутригрупповой угол αI, а
валки (11) прокатных клетей (10) соседних групп (А, В) перекрещены относительно друг друга на групповой угол αG, который меньше внутригруппового угла αI.
2. Редукционно-растяжной прокатный стан (1) по п. 1, отличающийся тем, что внутригрупповой угол αI составляет приблизительно 60°.
3. Редукционно-растяжной прокатный стан (1) по п. 1 или 2, отличающийся тем, что групповой угол αG составляет 60°/n, где n - целое число больше 1.
4. Редукционно-растяжной прокатный стан (1) по п. 3, отличающийся тем, что групповой угол αG составляет приблизительно 30°.
5. Редукционно-растяжной прокатный стан (1) по любому из пп. 1-4, отличающийся тем, что валки (11) прокатных клетей (10) групп (А, В) имеют форму калибра, отличающуюся от круглой формы.
6. Редукционно-растяжной прокатный стан (1) по любому из пп. 1-5, отличающийся тем, что между двумя группами (А, В) предусмотрена по меньшей мере одна нейтральная прокатная клеть (10'), содержащая три валка (11), расположенных на угловом расстоянии 120°, форма калибра которых противодействует крутящему моменту, воздействующему на трубу (R).
7. Редукционно-растяжной прокатный стан (1) по п. 6, отличающийся тем, что форма калибра валков (11) нейтральной прокатной клети (10') имеет форму кругового сегмента.
8. Редукционно-растяжной прокатный стан (1) по любому из пп. 1-7, отличающийся тем, что от 35% до 70% всего уменьшения диаметра трубы (R) обеспечено в первой группе (А), а остальное уменьшение диаметра - во второй группе (В).
9. Редукционно-растяжной прокатный стан (1) по любому из пп. 1-8, отличающийся тем, что он представляет собой оправкоизвлекатель.
| WO 2017068533 A1, 27.04.2017 | |||
| СПОСОБ ЭКСПЛУАТАЦИИ РЕДУКЦИОННО-РАСТЯЖНОГО ПРОКАТНОГО СТАНА И РЕДУКЦИОННО-РАСТЯЖНОЙ ПРОКАТНЫЙ СТАН | 2002 |
|
RU2300433C2 |
| Двухклетевой блок редукционного стана | 1981 |
|
SU997865A1 |
| Буфер железнодорожного транспортного средства | 1985 |
|
SU1237522A2 |

