Изобретение относится к прокатному производству, преимущественно к роликовым шпинделям трансмиссий привода валков прокатных станов.
Известен шарнир шпинделя прокатного стана (аналог), включающий обойму и втулку, между которыми в полуцилиндрических пазах, выполненных на внутренней поверхности обоймы и наружной поверхности втулки, установлены бочкообразные ролики (см. А.с. СССР №1587771, В21В 35/14, 1990 г., "Узел соединения прокатного валка со шпинделем").
Недостатком аналога является отсутствие осевой фиксации роликов, что в процессе эксплуатации приводит к их осевому смещению, нарушению работоспособности и быстрому разрушению шарнира.
Наиболее близким техническим решением (прототипом) является шарнир шпинделя прокатного стана, включающий обойму и втулку, между которыми в полуцилиндрических пазах, выполненных на внутренней поверхности обоймы и наружной поверхности втулки, установлены бочкообразные ролики (см. А.с. СССР №1605364, В21В 35/14, 1990 г.).
В прототипе устранен недостаток аналога и осевая фиксация роликов обеспечивается. Осевые смещения роликов ограничиваются с одной стороны торцевой крышкой, закрепленной на втулке, с другой - выполненным на ней кольцевым выступом.
Однако и прототип обладает рядом недостатков, существенно снижающих эффективность его использования. Ролики выполнены бочкообразными, что увеличивает контактные напряжения в поверхностном слое полуцилиндрических пазов обоймы и втулки при их взаимодействии с роликами, приводит к быстрому износу, изменению требуемого профиля пазов и роликов и снижению долговечности шарнира. Особенно отрицательно бочкообразный профиль роликов сказывается на долговечности втулки. В результате повышенного износа втулки в сравнении с износом обоймы приходится заменять весь шарнир, что приводит к снижению долговечности, увеличению расходов на роликовые шпиндели, простоям и снижению производительности прокатного стана.
В процессе эксплуатации в связи с износом полуцилиндрических пазов происходит изменение их продольного профиля. Это ухудшает динамические характеристики, вызывает осевые и радиальные биения роликового шпинделя и отрицательно сказываются на качестве прокатываемого металла. При этом возникает необходимость преждевременной замены роликового шпинделя, несмотря на возможность его дальнейшей эксплуатации с требуемыми режимами нагружения. Это приводит к увеличению расходов на роликовые шпиндели, увеличению простоев и снижению производительности прокатного стана.
Целью настоящего изобретения является повышение долговечности роликовых шпинделей, сокращение расходов на их эксплуатацию, повышение качества прокатываемого металла, сокращение простоев и повышение производительности прокатного стана.
Поставленная цель достигается тем, что в шарнире шпинделя прокатного стана, включающем обойму и втулку, между которыми в продольных полуцилиндрических пазах выполненных на внутренней поверхности обоймы и в продольных пазах, выполненных на втулке, установлены цилиндрические ролики. Ролики на втулке установлены в пазах криволинейного продольного профиля, выполненных на продольных сменных вставках, закрепленных на втулке. Поперечные сечения пазов на вставках представляют собой участки окружностей переменного радиуса, увеличивающегося от минимального значения в центральном поперечном сечении до максимального на краях рабочего участка пазов. Центры окружностей поперечных сечений расположены на прямолинейных продольных осях пазов. Ролики выполнены цилиндрическими диаметром, равным диаметру полуцилиндрических пазов на обойме. Число пазов на обойме больше, чем на втулке, а угловой шаг пазов на втулке больше, чем на обойме, и является кратным угловому шагу пазов на обойме.
Изобретение поясняется чертежами, на которых изображены:
Фиг.1. Шарнир шпинделя прокатного стана - продольный разрез.
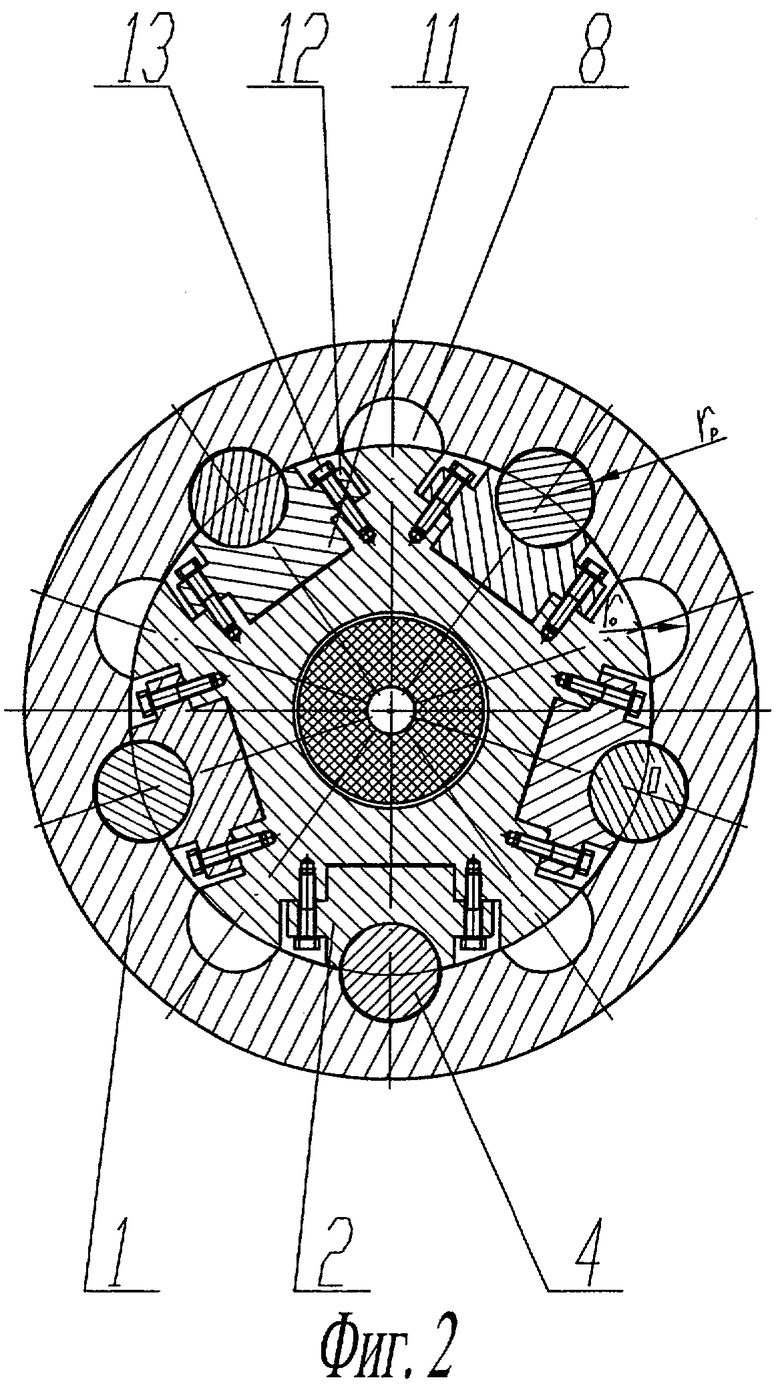
Фиг.2. Поперечный разрез шарнира по линии А-А на фиг.1.
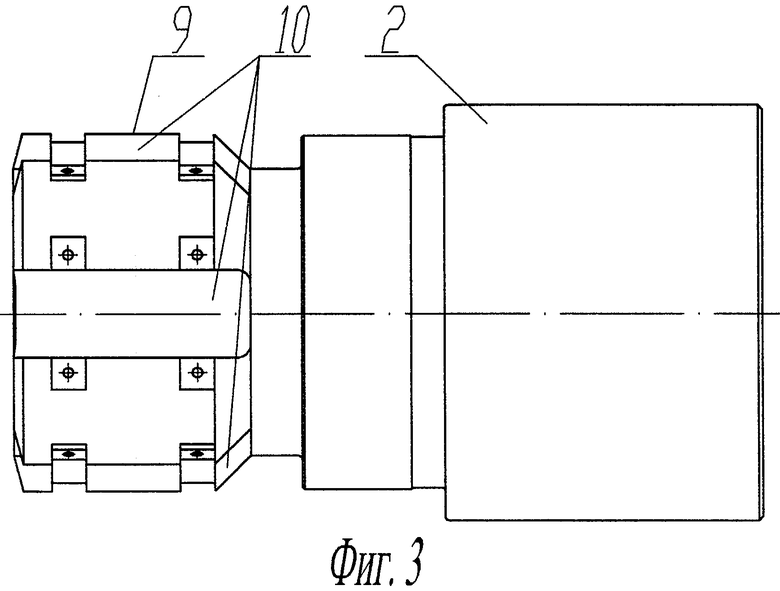
Фиг.3. Втулка шарнира.
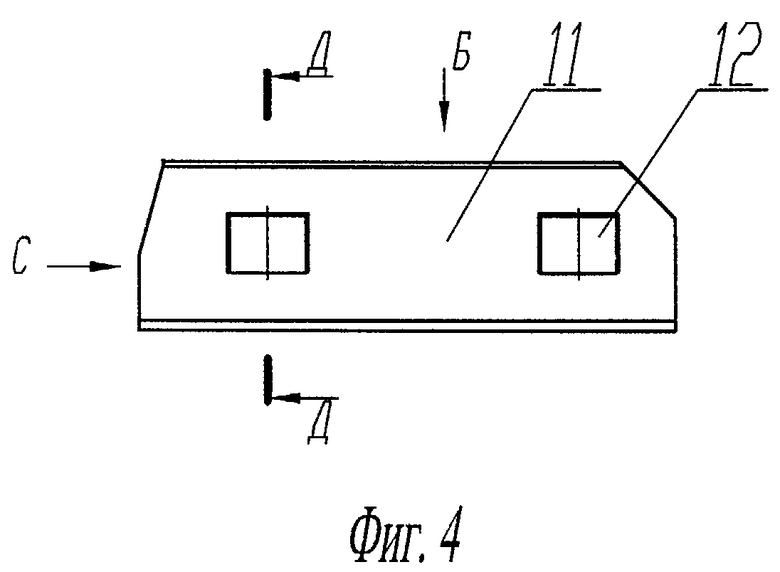
Фиг.4. Вставка с пазом криволинейного профиля.
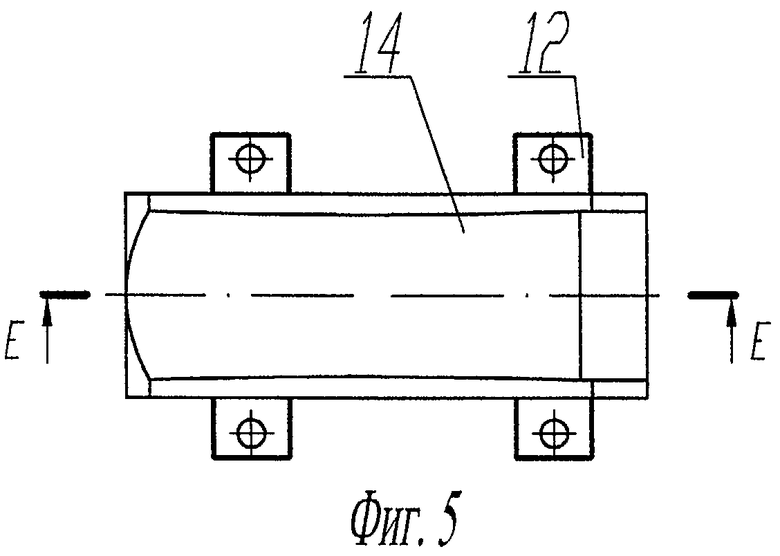
Фиг.5. Вид по стрелке Б на фиг.4.
Фиг.6. Вид по стрелке С на фиг.4.
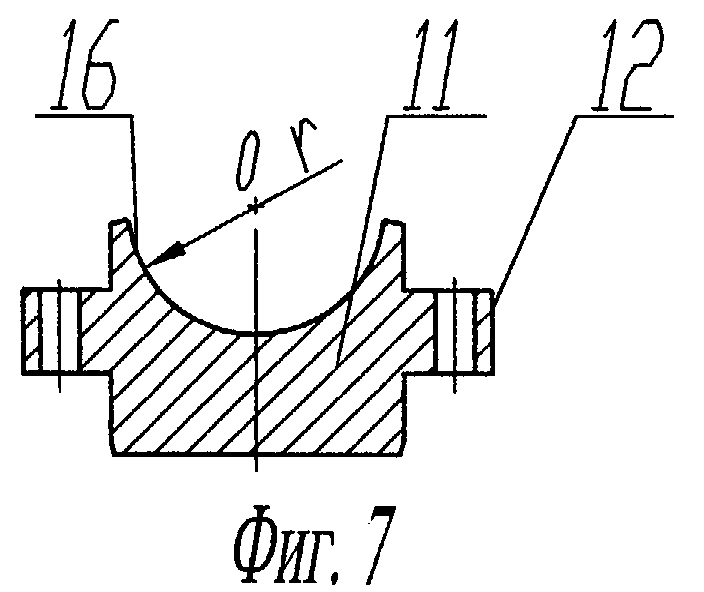
Фиг.7. Разрез Д-Д на фиг.4.
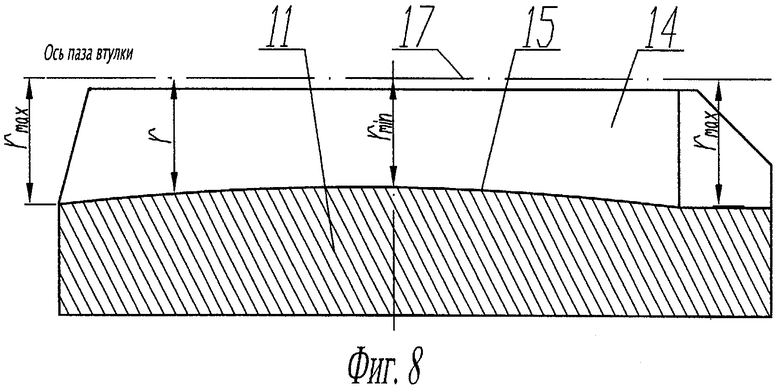
Фиг.8. Продольный разрез Е-Е вставки на фиг.5 в увеличенном масштабе.
Шарнир шпинделя прокатного стана включает обойму 1, втулку 2, напрессованную на хвостовик 3 вала шпинделя, и ролики 4, установленные между обоймой и втулкой.
В обойме установлена упорная втулка 5, сопряженная с демпфирующим кольцом 6, предназначенным для снижения осевых нагрузок, действующих на шпиндель при осевых перемещениях обоймы относительно втулки в периоды завалки валков и в процессе прокатки. На обойме со стороны вала шпинделя смонтирован узел уплотнения 7, предназначенный для удержания смазки в роликовом зацеплении.
В обойме ролики установлены в продольных полуцилиндрических пазах 8, выполненных на ее внутренней поверхности. На хвостовике 9 втулки 2 выполнены продольные пазы 10 прямоугольного поперечного сечения, в которых по посадке с натягом установлены продольные сменные вставки 11. Вставки лапами 12 установлены в поперечных пазах на втулке 2 и закреплены на ней болтами 13. На вставках выполнены пазы 14 с криволинейным продольным профилем 15, в которых установлены ролики 4. Поперечные сечения пазов 14 представляют собой участки окружностей 16 переменного радиуса r (см. фиг.7, 8), увеличивающегося от его минимального значения rmin в центральном поперечном сечении до максимального значения rmax на краях рабочего участка пазов. Центры "О" окружностей 16 поперечных сечений пазов 14 расположены на продольных прямолинейных осях 17 пазов втулки.
Ролики 4 выполнены цилиндрическими с радиусом rp, равным радиусу r0 полуцилиндрических пазов обоймы, минимальному радиусу rmin пазов втулки, и установлены в пазах обоймы и втулки с необходимым технологическим зазором.
Число пазов 8 на обойме больше, чем число вставок 11 и, соответственно, больше числа пазов 14 на втулке, и кратно числу пазов на втулке, а угловой шаг пазов на втулке больше, чем угловой шаг на обойме, и является кратным угловому шагу пазов на обойме. На фиг.2 в качестве примера показан шарнир с двукратным превышением числа пазов на обойме по сравнению с числом пазов на втулке.
При эксплуатации шарнира и достижении предельно допустимого износа пазов 14 на втулке заменяют изношенные вставки 11 и устанавливают новые вставки с новыми пазами 14 требуемого профиля. Выполнение профиля пазов 14 на вставках значительно упрощается по сравнению с выполнением пазов непосредственно на втулке 2. Благодаря этому обеспечивается возможность многократного использования втулок 2, отпадает необходимость замены всего шарнира шпинделя при износе пазов и сокращаются расходы на шпиндели и их эксплуатацию.
Так как интенсивность износа пазов 8 на обойме меньше, чем пазов 14 на втулке, после замены вставок 11 на втулке эксплуатация шарнира продолжается, что увеличивает долговечность шарнира. При износе пазов на обойме, благодаря их большему числу, чем на втулке, кратности их числа числу пазов на втулке и кратности углового шага пазов на втулке угловому шагу пазов на обойме, после замены вставок 11 втулку 2 поворачивают относительно обоймы 1 на один шаг пазов 8 на обойме и продолжают эксплуатацию шарнира с новыми пазами под роликами на втулке и неизношенными пазами на обойме. Это в еще большей степени способствует повышению долговечности шарнира. Увеличение возможных периодов эксплуатации шарнира, т.е. увеличение его долговечности, соответствует кратности чисел пазов на обойме числу пазов на втулке и числу замен вставок за весь период эксплуатации шарнира.
Применение цилиндрических роликов 4 диаметром, равным диаметру пазов на обойме, в сочетании с пазами криволинейного продольного профиля переменного поперечного сечения на втулке значительно снижает интенсивность износа пазов и роликов, осевые и радиальные биения шарниров и улучшает динамические характеристики шпинделя. Это способствует повышению точности прокатки и качеству прокатываемых полос.
При работе шарнира относительные перемещения роликов в полуцилиндрических пазах 8 обоймы весьма малы, а контактные давления значительно ниже, чем в известных шарнирах с бочкообразными роликами. Это способствует значительному снижению интенсивности износа, повышению долговечности пазов обоймы и сохранению их требуемой геометрической формы. Продольный и поперечный профиль пазов 14 на втулке 2 выбран так, что движения роликов относительно пазов втулки представляют собой перекатывания без скольжения. Это также существенно снижает их износ, повышает долговечность, улучшает динамические характеристики шарнира и повышает качество проката. При этом обеспечивается требуемый угол перекоса обоймы относительно втулки без перекоса цилиндрических роликов относительно пазов 8 обоймы.
Повышение долговечности шарниров шпинделя сокращает простои прокатного стана, особенно аварийные внеплановые, вызываемые отказами шарниров при эксплуатации. Благодаря этому повышается производительность и эффективность работы стана.
Таким образом, предлагаемое техническое решение обеспечивает достижение поставленной цели и рекомендуется к широкому внедрению на всех типах прокатных станов.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОЛИКОВЫЙ ШАРНИР | 2010 |
|
RU2437730C1 |
| ШАРНИР ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 1994 |
|
RU2089308C1 |
| УЗЕЛ СОЕДИНЕНИЯ ПРОКАТНОГО ВАЛКА СО ШПИНДЕЛЕМ | 2000 |
|
RU2188725C2 |
| ШАРНИР УНИВЕРСАЛЬНОГО ШПИНДЕЛЯ | 1990 |
|
RU2076783C1 |
| УЗЕЛ СОЕДИНЕНИЯ ПРОКАТНОГО ВАЛКА СО ШПИНДЕЛЕМ | 2004 |
|
RU2258570C1 |
| ШАРНИР УНИВЕРСАЛЬНОГО ШПИНДЕЛЯ | 1988 |
|
SU1494322A1 |
| ШАРНИР ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 2001 |
|
RU2210449C1 |
| ЗУБЧАТАЯ МУФТА | 2004 |
|
RU2268799C1 |
| УЗЕЛ СОЕДИНЕНИЯ ПРОКАТНОГО ВАЛКА СО ШПИНДЕЛЕМ | 1993 |
|
RU2067036C1 |
| СПОСОБ НАРЕЗАНИЯ ПАЗОВ КРУГОВОГО СЕЧЕНИЯ НА ДЕТАЛЯХ В ФОРМЕ ТЕЛ ВРАЩЕНИЯ | 2003 |
|
RU2246388C1 |

Шарнир решает задачу повышения долговечности роликовых шпинделей, сокращения расходов на их эксплуатацию, повышения качества прокатываемого металла, сокращения простоев и повышения производительности прокатного стана. Шарнир включает обойму и втулку, между которыми в продольных пазах установлены цилиндрические ролики. Пазы на обойме выполнены полуцилиндрическими. Повышение долговечности роликовых шпинделей достигается за счет того, что на втулке закреплены продольные сменные вставки, на которых выполнены пазы с криволинейным продольным профилем. Поперечные сечения пазов представляют собой участки окружностей переменного радиуса, увеличивающегося от минимального значения в центральном поперечном сечении до максимального на краях рабочего участка пазов, что создает криволинейный продольный профиль пазов на втулке. Центры окружностей поперечных сечений пазов втулки расположены на их прямолинейных продольных осях. Число пазов на обойме больше, чем на втулке, и является кратным числу пазов на втулке. 8 ил.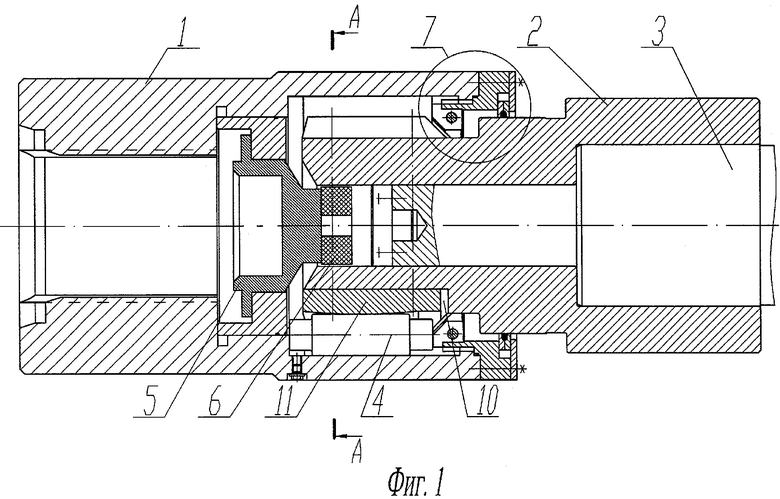
Шарнир шпинделя прокатного стана, включающий обойму и втулку, между которыми в продольных полуцилиндрических пазах, выполненных на внутренней поверхности обоймы, и в продольных пазах втулки установлены ролики, отличающийся тем, что ролики выполнены цилиндрическими, диаметром, равным диаметру полуцилиндрических пазов на обойме, а пазы втулки выполнены в закрепленных на ней продольных вставках, и имеют криволинейный продольный профиль, при этом поперечные сечения пазов на вставках представляют собой участки окружностей переменных радиусов, увеличивающихся от минимального значения в центральном поперечном сечении до максимального на краях рабочего участка пазов, центры окружностей поперечных сечений пазов втулки расположены на их прямолинейных продольных осях, число пазов на обойме больше, чем число пазов на втулке и кратно их числу, а угловой шаг пазов на втулке больше, чем угловой шаг пазов на обойме и кратен ему.
| ШАРНИР ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 1989 |
|
SU1605364A1 |
| ШАРНИР УНИВЕРСАЛЬНОГО ШПИНДЕЛЯ | 1985 |
|
SU1259554A1 |
| ШАРНИР УНИВЕРСАЛЬНОГО ШПИНДЕЛЯ | 1990 |
|
RU2076783C1 |
| СИСТЕМА ДИСТАНЦИОННОГО КОНТРОЛЯ НАГРУЗКИ И СИГНАЛИЗАЦИИ О ПЕРЕГРУЗКЕ ДИЗЕЛЕЙ | 0 |
|
SU139199A1 |

