Заявляемый объект относится к металлургии, а именно к полуфабрикатам электротехнического назначения, изготовляемым из меди и медных сплавов.
Из уровня техники известна конструкция профиля из медного сплава для изготовления коллекторов электрических машин [1, с.350]. Профиль представляет собой длинномерную полосу, имеющую в поперечном сечении трапецеидальную форму, причем трапеция является равнобедренной и вытянута в направлении высоты. Прочностные свойства такого профиля определяют износостойкость изделия, которым является коллектор электрической машины. Вследствие однородного химического состава профиля однородными являются его физические и механические свойства. Это является недостатком аналога, поскольку разные части коллектора электрической машины имеют различное функциональное назначение. Так, срединная часть коллектора должна обладать повышенной электропроводностью для избежания потерь энергии при пропускании электрического тока. Наружная часть коллектора должна обладать повышенной износостойкостью, поскольку она активно истирается щетками электрической машины. Однако коллектор по аналогу производится с одинаковыми требованиями к материалу по всему объему, что является недостатком известного решения.
Из уровня техники известен принимаемый за прототип профиль из медного сплава для коллекторов электрических машин, имеющий трапецеидальное поперечное сечение [2]. Прочностные свойства такого профиля являются параметрами изделия и задаются техническими требованиями. Так, ГОСТ 4134-75 регламентирует поставку профилей из медного сплава БрКд1 с твердостью по Бринеллю не менее 95 единиц. При этом данное требование распространяется на весь объем коллекторного профиля в целом. Твердость полос проверяют на боковых сторонах трапеции на расстоянии примерно одной трети от большего основания трапеции. При этом предполагается, что металл заготовки однороден и измеренная твердость одинакова по всем поверхностям.
Коллектор электрической машины 1 обычно изготавливается в виде набора трапецеидальных полос 2, изготовленных из медного сплава и отделенных друг от друга электроизоляционными прокладками 3 (фиг.1). При эксплуатации коллектора электрической машины (генератора или двигателя) постоянному износу со стороны щеток 4 подвергается не вся поверхность набора трапецеидальных полос, а лишь наружная часть сборки коллекторных профилей 5, постоянно контактирующая с токосъемными элементами (щетками) 4. При сборке коллектора трапецеидальные профили размещают таким образом, чтобы наружный диаметр коллектора был сформирован большими основаниями трапеций. Поэтому понятна заинтересованность машиностроителей в том, чтобы именно эта часть коллекторных пластин обладала наибольшей износостойкостью. Часть профиля 6, примыкающая к меньшему основанию трапеции, со щетками не контактирует и не подвергается износу. Придание необходимой формы коллекторному профилю достигается горячей деформацией [3, 4], а повышенная износостойкость достигается нагартовкой металла в процессах холодной деформации [5, 6]. Однако известно, что при повышении степени деформации электропроводность меди и ее сплавов уменьшается. Это приводит к тому, что попытка увеличить твердость и износостойкость за счет нагартовки приводит к понижению электропроводности изделия, что приводит к излишнему нагреву и вызывает энергетические потери.
Таким образом желательно, чтобы внутренняя часть коллектора обладала повышенной электропроводностью, а наружная повышенной износостойкостью. Это не предусмотрено устройством коллекторного профиля по прототипу. Недостатком устройства коллекторного профиля по прототипу является недостаточно высокий уровень потребительских свойств.
Задачей предлагаемого технического решения является повышение потребительских свойств коллекторного профиля.
Решение задачи достигается тем, что коллекторный профиль имеет форму равнобедренной трапеции в сечении, перпендикулярном длине профиля, при этом часть профиля, примыкающая к меньшему основанию трапеции, выполнена из меди, а часть профиля, прилегающая к большему основанию трапеции, выполнена из медного сплава.
Сплав на основе меди в отличие от чистой меди обладает более высокими прочностными характеристиками, что позволяет достигнуть более высоких показателей износостойкости. Материал остальной части коллекторной полосы представляет собой чистую медь, что позволяет добиться высоких показателей электропроводности. При этом учтено, что от этой части коллекторной полосы из условий эксплуатации не требуется достижения высокой износостойкости.
На фиг.1 изображена схема расположения коллекторных профилей в коллекторе электрической машины.
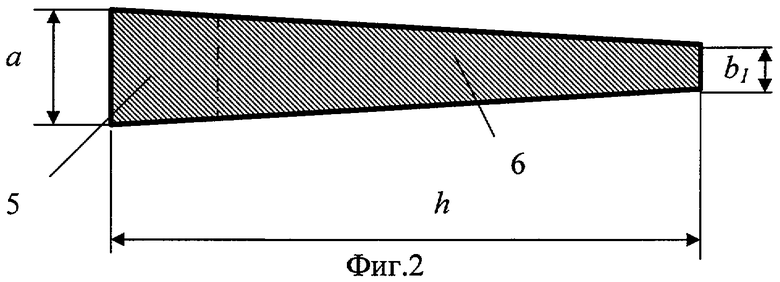
На фиг.2 изображен коллекторный профиль по предлагаемому техническому решению.
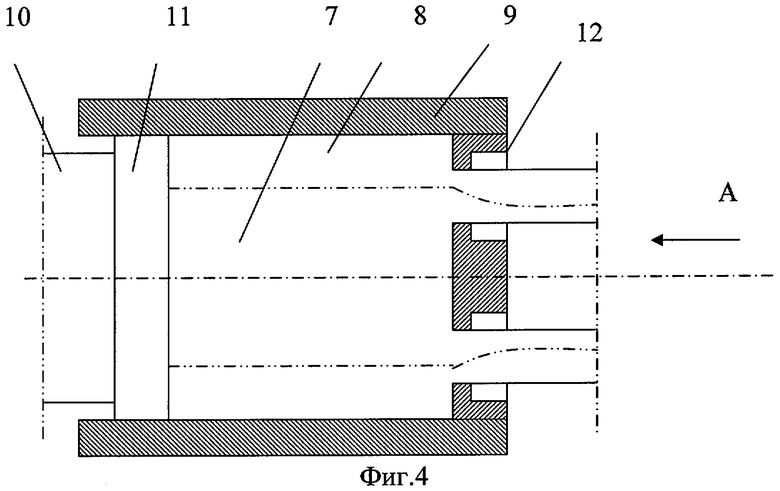
На фиг.3 изображен процесс прессования коллекторного профиля через две матрицы.
На фиг.4 изображен поперечный разрез слитка, полученного непрерывным литьем с вводом легирующего материала в лунку расплава.
Коллекторный профиль по предлагаемому техническому решению (фиг.2) имеет форму равнобедренной трапеции в сечении, перпендикулярном длине профиля, при этом часть профиля 6, примыкающая к меньшему основанию трапеции b, выполнена из меди, а часть профиля 5, прилегающая к большему основанию трапеции а, выполнена из медного сплава. Таким образом по высоте трапеции h имеются две зоны, выполненные из различных материалов.
Часть профиля, прилегающая к большему основанию трапеции, может быть выполнена из кадмиевой бронзы. Вместе с тем, при необходимости кадмиевая бронза может быть заменена на другие сплавы меди, обладающие приемлемыми характеристиками износостойкости и электропроводности. Например, приемлемыми свойствами обладают сплавы меди с магнием, или с цирконием, или с хромом, или с оловом.
Коллекторный профиль может быть изготовлен с применением следующих приемов обработки.
В канальной индукционной печи ИЛК-1,2 получают расплав меди и подают его на вертикальную установку полунепрерывного литья конструкции ИЗТМ, снабженную медным кристаллизатором диаметром 100 мм. Установка полунепрерывного литья снабжена устройством для ввода в кристаллизатор легирующего элемента (например, кадмия) в виде проволоки или прутка. Проволока или пруток расплавляется в лунке расплава основного металла - меди, диффундирует в него с образованием сплава. Этот способ легирования описан в а.с. СССР №1194894 [7] и статье [8]. Поскольку ввод легирующего элемента осуществляется по центру кристаллизатора, то для центральной части слитка достигается содержание лигатуры, соответствующее марочному составу сплава, в данном случае кадмиевой бронзы. Периферийная часть слитка благодаря интенсивному отводу тепла от стенок кристаллизатора кристаллизуется раньше центральной. В эту часть слитка за время кристаллизации металла лигатура диффундировать не успевает, поэтому оболочка у слитка формируется из чистой меди. Сказанное поясняется изображением поперечного сечения слитка, приведенным на фиг.2. Слиток состоит из сердечника 1, выполненного из медного сплава и оболочки 2, выполненной из меди, переход от меди к медному сплаву оформлен в виде переходной зоны 3, в которой металл имеет переменный химический состав, изменяющийся от химического состава меди до химического состава сплава.
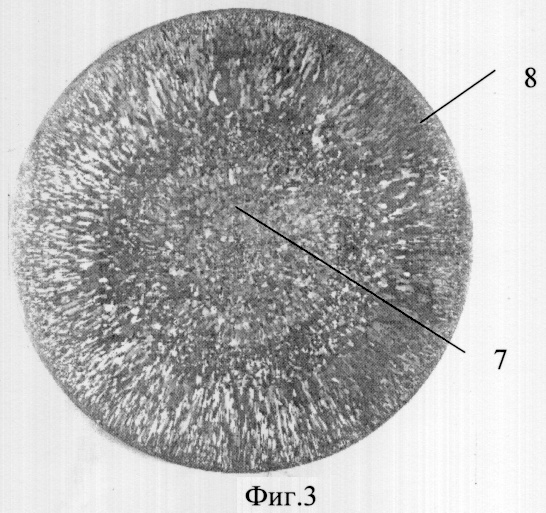
На фиг.3 приведена фотография темплета слитка диаметром 100 мм, полученного описанным образом. В центре слитка (зона 7) наблюдается зона мелких равноосных кристаллов, обусловленная инокулирующим воздействием прутка лигатуры, ее диаметр составил 42 мм, радиус 21 мм. Химический анализ показал, что содержание кадмия в сплаве находится в пределах 1,0...1,1%, что соответствует марочному составу кадмиевой бронзы. Далее содержание кадмия снижается с указанного интервала до нулевого уровня. Из-за уменьшения эффекта захолаживания зерна увеличиваются в размере, но сохраняется их равноосность. В зоне 8 содержание кадмия близко к нулю. При этом зерна имеют вытянутую форму благодаря интенсивному теплоотводу от стенок кристаллизатора и из-за отсутствия влияния лигатуры.
Авторами выявлено, что размерами зон можно управлять, изменяя параметры теплоотвода от кристаллизатора и параметры ввода лигатуры. Дальнейшая обработка заготовки производится путем горячего прессования и волочения с выходом на нужный размер изделия.
Особенностью прессования такого слитка является расположение отверстия матрицы таким образом, чтобы из центральных слоев слитка формировалась часть профиля, прилегающая к большему основанию трапеции коллекторного профиля, а из периферийных слоев слитка формировалась часть профиля, прилегающая к меньшему основанию профиля.
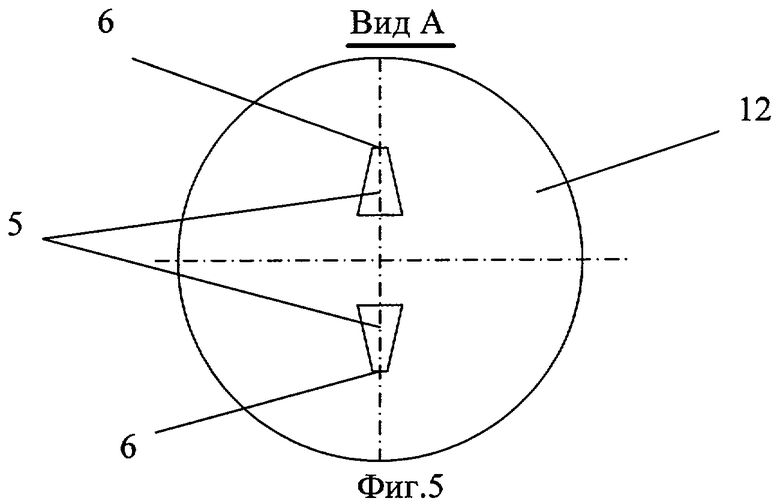
Сказанное поясняется схемой двухканального прессования заготовки коллекторного профиля, изображенной на фиг.4. Слиток, имеющий зоны 7 и 8, помещается в контейнер 9 и пуансоном 10 с помощью пресс-шайбы 11 выпрессовывается через два канала матрицы 12. При этом периферийные слои слитка 8, состоящие из меди, подпитывают металлом части профилей 6 (фиг.5), прилегающие к меньшим основаниям трапеции, а центральные слои слитка 7 (фиг.4), состоящие из кадмиевой бронзы, подпитывают металлом части профилей 5 (фиг.5), прилегающие к большим основаниям трапеции.
Естественно, что расстояние между каналами в матрице согласовано с размещением слоев в слитке. Поскольку положение границы между слоями металла 5 и 6 в отпрессованном профиле не регламентировано, то в процессе прессования допустимо колебание этого положения, что обусловлено изменением характера течения металла в различные периоды этого процесса. Для достижения поставленной задачи достаточно, чтобы коллекторная полоса была сформирована из двух слоев металла с различными физико-механическими свойствами.
В настоящее время наибольшее количество коллекторных профилей выпускается из кадмиевой бронзы. Некоторое количество коллекторных профилей выпускается из меди. И тот и другой вариант имеет недостатки. Холоднотянутые профили из кадмиевой бронзы имеют повышенную твердость (не менее 95 НВ и до 120 НВ), однако при этом обладают повышенным электросопротивлением, равным в нагартованном состоянии 0,0215 Ом·мм2/м. Профили из электротехнической меди отличаются низким электросопротивлением около 0,0172 Ом·мм2/м в мягком состоянии и около 0,0177 Ом·мм2/м в нагартованном состоянии, но имеют пониженную твердость и прочность. Обычно в состоянии поставки предел прочности нагартованных медных полуфабрикатов составляет величину около 363 МПа, а для кадмиевой бронзы 421 МПа, т.е. на 16,0% больше, чем для нагартованной меди. Кроме того, изделия из кадмиевой бронзы по отношению к изделиям из меди обладают большей теплостойкостью вследствие повышенной температуры рекристаллизации. Это является важным преимуществом, поскольку на коллекторе электрической машины вследствие повышенного переходного сопротивления выделяется большое количества тепла, приводящее к разогреву коллектора, отжигу и потере прочностных свойств.
Таким образом, технический результат предлагаемого технического решения заключается в повышении потребительских свойств продукции, что проявляется в повышении теплостойкости и прочности коллекторного профиля в месте контакта с токосъемным устройством и в понижении электросопротивления и электрических потерь при пропускании тока через коллектор при эксплуатации электрической машины.
Библиографические данные
1. Электротехнические материалы. Справочник. /В.В.Березин, Н.С.Прохоров, Г.А.Рыков, А.М.Хайкин. М.: Энергоатомиздат, 1983, 504 с.
2. ГОСТ 4134-75. Профили из медных сплавов для коллекторов электрических машин.
3. Патент Великобритании №791401. A continuous rolling mill and improved hot rolling process for the production of trapezoidal cross-section strip. Appl. CIE GENERALE DU DURALUMIN & DU. Publ. 05.03.58. B21B 1/08 C.
4. Патент Японии №61154701. НОТ ROLLING METHOD OF METALLIC STOCK HAVING TRAPEZOIDAL CROSS SECTION. Inv. KOMAKI FUJIO; IMAI KENICHI; KODAMA MASARU; MORI TOSHISADA. Appl. DAIDO STEEL CO LTD. Publ. 1986-07-14.
5. А.с. СССР №1291224. Устройство для волочения полосовых профилей. / Хайкин Б.Е., Логинов Ю.Н., Железняк Л.М. МКИ В21С 1/00. БИ №07, 23.02.87.
6. А.с. СССР №835553. Нажимное устройство роликовой волоки для производства трапецеидальных профилей. / Логинов Ю.Н., Паршаков С.И., Железняк Л.М. БИ №21, 07.06.81.
7. А.с. СССР №1194894. Способ обработки металла легирующим компонентом при непрерывном литье заготовок. БИ №44, 30.11.85.
8. Мысик Р.К., Фридман Л.П., Поручиков Ю.П. и др. Непрерывное литье кадмиевой бронзы. Цветные металлы, 1986. №10. С.64-66.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕДНЫЙ СПЛАВ ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2587114C2 |
| МЕДНЫЙ СПЛАВ, ЛЕГИРОВАННЫЙ ТЕЛЛУРОМ, ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2587113C2 |
| МЕДНЫЙ СПЛАВ, ЛЕГИРОВАННЫЙ ТЕЛЛУРОМ ТелО, ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2587110C9 |
| ЭКОЛОГИЧЕСКИ ЧИСТЫЙ СПЛАВ ЭК И ХОЛОДНОКАТАНЫЙ ПРОФИЛЬ ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2005 |
|
RU2291910C1 |
| МЕДНЫЙ СПЛАВ, ЛЕГИРОВАННЫЙ ТЕЛЛУРОМ ТелТ, ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2587112C9 |
| МЕДНЫЙ СПЛАВ, ЛЕГИРОВАННЫЙ ТЕЛЛУРОМ ТелМ, ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2587108C9 |
| ХОЛОДНОКАТАНЫЙ ПРОФИЛЬ ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2582830C1 |
| МЕДНЫЙ СПЛАВ | 2014 |
|
RU2574934C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
| КОНТАКТНЫЙ ПРОВОД | 2003 |
|
RU2261185C2 |
Изобретение относится к области металлургии, а именно к полуфабрикатам электротехнического назначения, изготовляемым из меди и медных сплавов. Профиль для коллекторов электрических машин имеет форму равнобедренной трапеции в сечении, перпендикулярном длине профиля. Часть профиля, примыкающая к меньшему основанию трапеции, выполнена из меди, а часть профиля, прилегающая к большему основанию трапеции, выполнена из медного сплава. При этом часть профиля, прилегающая к большему основанию трапеции, может быть выполнена из кадмиевой бронзы. Технический результат от применения изобретения заключается в повышении теплостойкости и прочности коллекторного профиля. 1 з.п. ф-лы, 5 ил.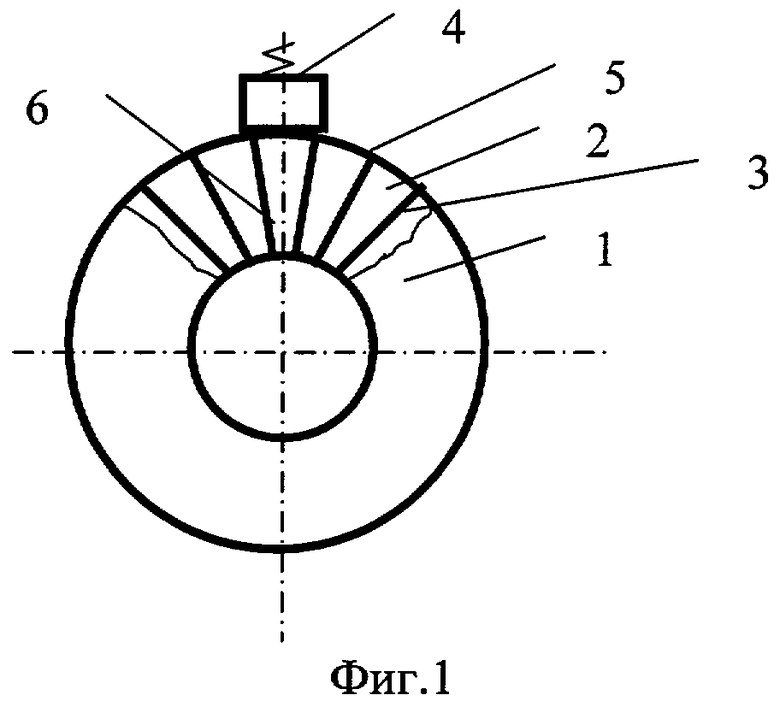
| Прибор для стрельбы дробинками из ручного огнестрельного оружия | 1926 |
|
SU4134A1 |
| Способ изготовления биметаллических пластин для коллекторов электрических машин | 1970 |
|
SU446238A1 |
| Устройство для волочения полосовых профилей | 1984 |
|
SU1291224A1 |
| Коллектор для электрических машин | 1957 |
|
SU114719A1 |
| US 3602749 A, 31.08.1971 | |||
| US 4398167 A, 09.08.1983. | |||

