можностью изменения эксцентриситета, в результате чего между волокой и оправкой меняется зазор. Неравномерный по длине окружности зазор обеспечивает протягивание заготовки 7 с не
Изобретение относится к обработке деталей волочением и может быть использовано для изготовления заготовок трапецеидального профиля, например коллекторных полос,
Цель изобретения - расширение сортамента обрабатьгеаемых полос путем получения трапецеидальных профилей.
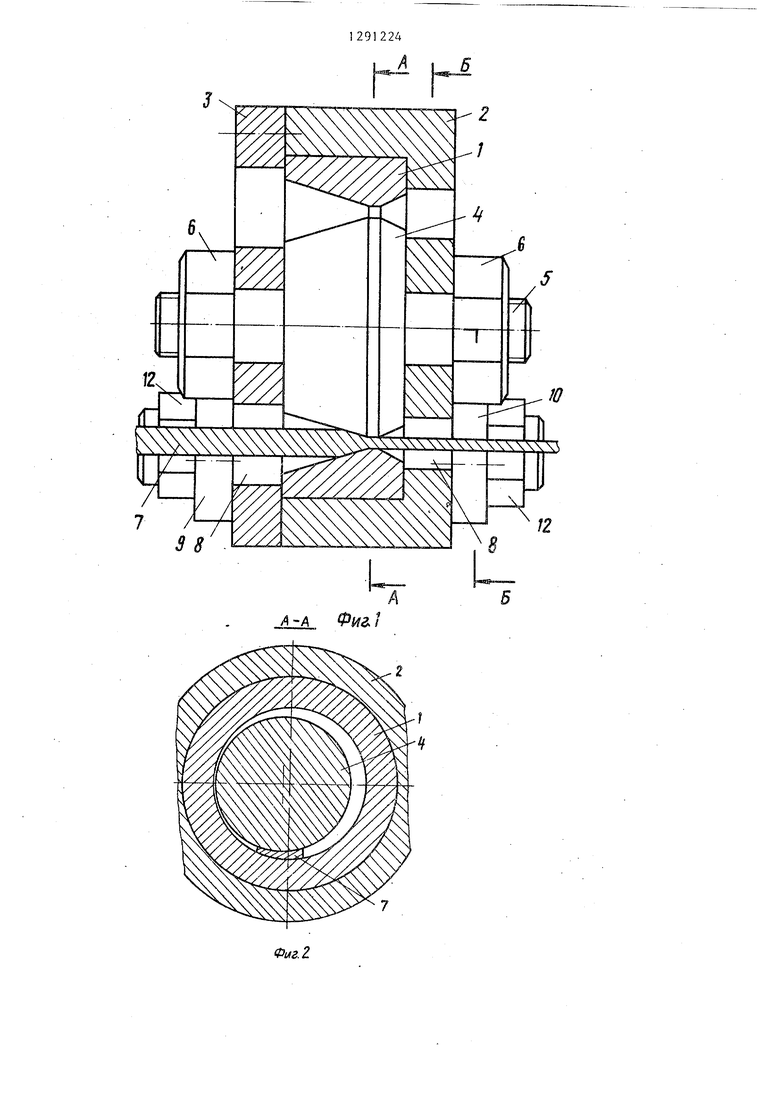
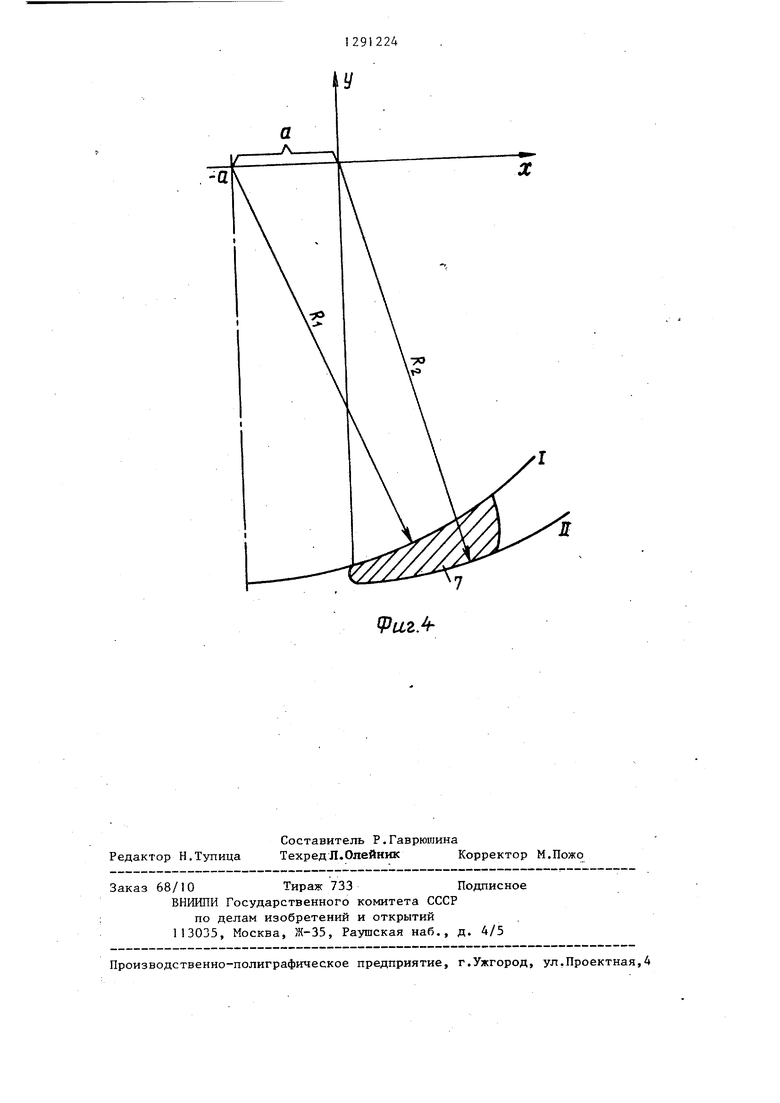
На фиг.1 приведено предлагаемое устройство, продольный разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - схема настройки на типоразмер.
Устройство содержит волоку 1, установленную в волокодержателе 2 с помощью крьшки 3. Внутри волока зксцентрично расположена оправка 4 с хвостовиками 5, установленными в волокодержателе 2. Крепление оправки 4 осуществляется с помощью гаек 6. Оправка 4 установлена с возможностью изменения эксцентриситета, в результате чего величина зазора между волокой и оправкой по длине окружности может изменяться. Нера номерньш по длине окружности зазор между волокой и оправкой позволяет протягивать заготовки 7 с неодинаковой по ширине толщиной Для пропуска заготовки через устройство в торцовых стенках волокодержателя выполнены сквозные пазы 8. От поперечного смещения в рчаге деформации заготовка 7 зафиксирована вводной и выводт ной проводками, вьтолненными в виде дисков 9 и 10, эксцентрично установленных на осях 11 и закрепленных гайками 12.
Устройство работает следующим образом. I
Предварительно настраивают оснастку дпя волочения требуемого типоразмера заготовки. Для этого отвинчива-
одинаковой по ширине толщиной профиля, соответствующего трапеце адапь ной форме. Положение заготовки по длине зазора фиксируется вводной и вьшоднойв виде диска 1 О проводками.Аил.
ют гайки 6 и устанавливают необходимое смещение осей волоки 1 и оправки 4, которое зависит от требуемого уг.-г ла трапецеидального профиля и определяется расчетом.
Зазор образован дугой окружности радиуса RJ оправки по калибрующему пояску (сечение А-А) и другой окружности RJ волоки в том же поперечном сечении. Центры окружностей смещены по оси X на величину а. В системе координат хОу уравнение окружности I (оправки)
, --R (I)
У, - (х+«)
уравнение линии II (волоки)
У, . (2) Тангенс угла наклона касатель- ньгх к линиям определяется из уравнения производных функций (1) и (2)
у - (х+а)
у (3) (4)
30
Углы наклона касательных oi и. cd, при произвольной координате х определяются уравнениями
oi, arctg -
X + а
(5)
35
4к - (х-на)2
cxl2 arctg -г-,-
(6)
г
40
4v
При одной и той же абциссе между касательными составляет личину
oi oi, arctg -5-i-S-
4R -(x+a)l
arctg
.(7)
R Для малых углов, используемых при изготовлении коллекторных полос (в пределах О
коллекторных - 8°),. справедпизо
(8
X + а
X + U
(-з ЪГ- (х+а7
arctg
-(R --.
4кГ-:
X ,, xccR,, О
1
г
S
можно
пренебречь слагаемьми под радикалами, кроме К, и R. Учитывая также, что R. X R,, получим
2.
об
(9)
Таким образом, величина смещения оси оправки относительно оси волоки может быть определена по формуле
об R, ,
(10)
где об требуемый угол трапецеидального профиля, R2 - радиус волоки.
Например, при радиусе волоки R 50 мм и необходимости получения из- изделия с об 0,07 . рад а 3,5 мм.
После установки необходимого зазора закрепляют хвостовики 5 гайками 6 и устанавливают требуемую величину обжатия заготовки перемещением проводок -дисков 9 и 10 вращением их на осях 11. При этом ось волочения смещается в сторону больших или меньших обжатий. В нужном положении диски 9 и 10 фиксируют гайками 12.
с
8)
fO
о
ми, J5 о
я и
20
ьиз-
зону25
30
35
40
После настройки устройства по углу, и по обжатию в зазор между во- локой 1 и оправкой 4 через пазы 8 направляют заготовку 7 с предвари- ; тельно заостренным передним концом и протягивают ее. Распорное усилие при волочении воспринимается корпусом волокодержателя 2 и крьшкой 3.
При износе рабочих поверхностней волоки I и оправки 4 разбирают воло- кодержатель, отвинчивая гайки 6, и снимают крышку 3. Выпрессовывают волоку 1. Выставляют неизношенные поверхности волоки 1 и оправки 4 напротив пазов 8 и собирают устрой:-. . ство.
I
Применение изобретения значителы но сокращает трудозатраты при изго- товлении инструмента для обработки давлением трапецеидальных профилей (примерно в 6 раз) и позволяет расширить сортамент выпускаемой -продукг ции благодаря возможности регулировки угла трапецеидального профиля.
Формула изобретен, ия
Устройство для волочения полосовых профилей, содержащее волоку с конической рабочей поверхностью, внутри которой расположена коническая оправка, установленные эксцентрично по отношению друг к другу вводную и выводную проводки в виде роликов, о т личающееся тем, что, с целью расширения сортамента обрабатываемых полос путем получения трапецеидальных профилей, оси роликов проводок установлены параллельно оси ног локи.
L
/
/
V.
3 S
/
. ч
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| Нажимное устройство роликовой волоки дляпРОизВОдСТВА ТРАпЕцЕидАльНыХ пРОфилЕй | 1979 |
|
SU835553A1 |
| Устройство для волочения с ультразвуком | 1990 |
|
SU1773524A1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СТАН НЕПРЕРЫВНОГО ХОЛОДНОГО ВОЛОЧЕНИЯ-ПРОКАТКИ ТРУБ | 2003 |
|
RU2236919C1 |
| Устройство для плющения проволоки с использованием ультразвуковой энергии | 1991 |
|
SU1780906A1 |
| Способ прокатки клиновидных профилей | 1979 |
|
SU995921A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2504448C1 |
Изобретение относится к волочению полосовых профилей и может быть использовано для изготовления заготовок трапецеидального профиля, например коллекторных полос. Цель изобретения - расширение сортамента обрабатываемых полос путем получения трапецеидальных профилей. Устройство содержит волоку с конической внутренней поверхностью, внутри которой эксцентрично расположена коническая оправка 4. Оправка установлена с с iS (Л fff ю ND N0 .3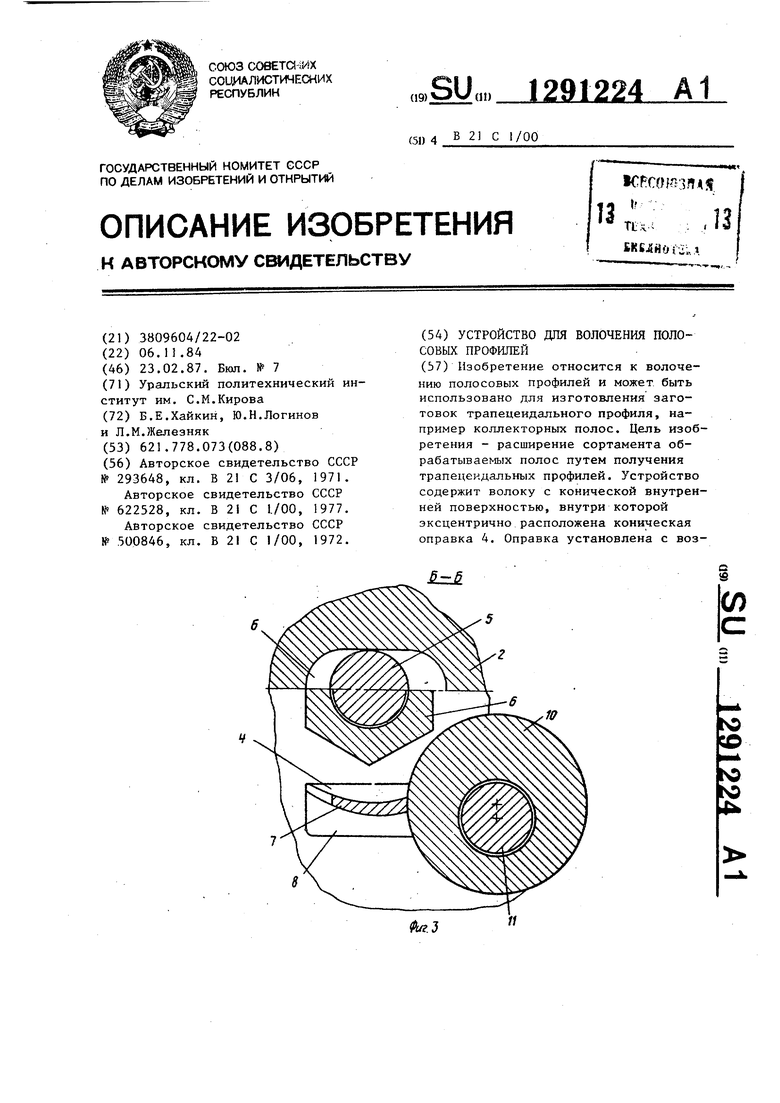
л-л Фыг, I
Редактор Н,Тупица
Составитель Р.Гаврююина
Техред Л. Олейник Корректор М.Пожо
Заказ 68/10Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| 0 |
|
SU293648A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Инструмент для обработки давлением полосовых профилей | 1977 |
|
SU622528A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Инструмент для волочения полосовых профилей | 1972 |
|
SU500846A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
