При изготовлении коллекторных пластин используют эаготойку, состоящую из наружного медного слоя и внутреннего круглого сердечника, выполненного из стали.
Цель изобретения - повышение технологичности изготовления. - - Для достижения этой дели поперечное сечение заготовки имеет вид прямоугольника, к большей стороне которого прш 1ыкает полуокружность с центром в середине этой стороны, а сердечник смещен по оси симметрии заготовки в сторону полуокружности. Торцы сердечника выполнены в виде конуса.
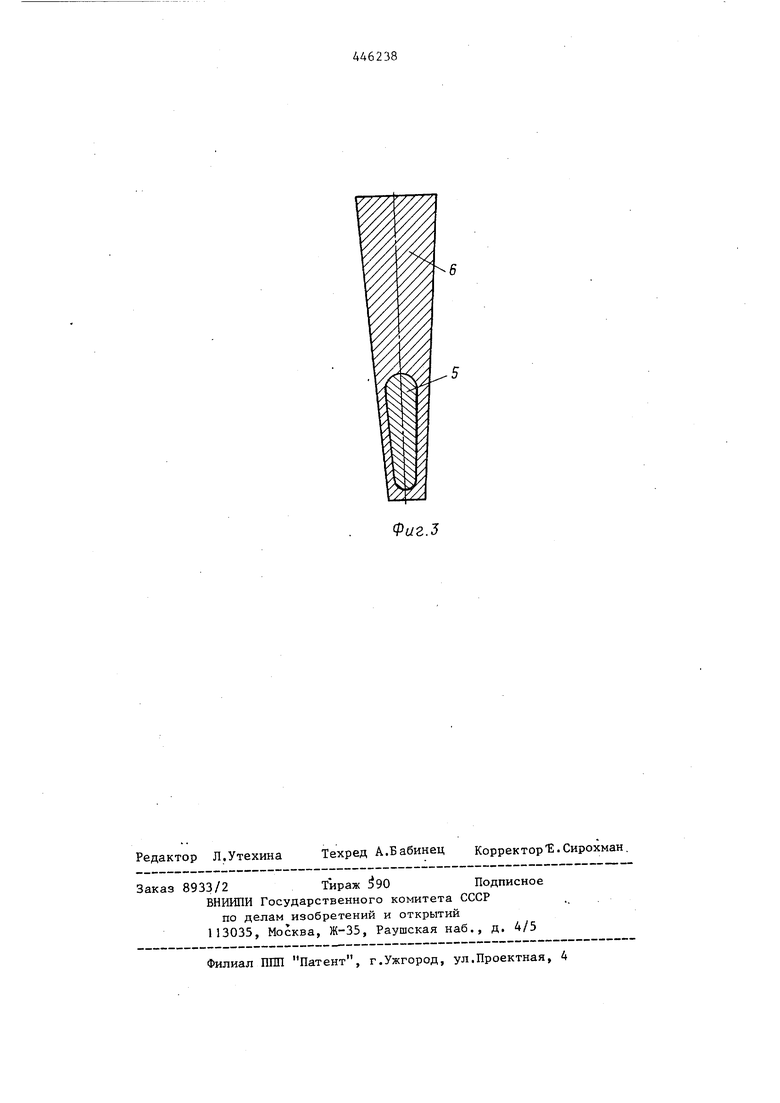
На фиг. 1 показана заготовка, поперечное сечение; на фиг, 2 - то же, продольный разрез; на фиг. 3 - готовый коллекторный профиль, поперечное сечение.
Поперечное сечение биметалличес кой заготовки имеет вид пря1 оуголь-ника со сторонами а Ь , ЬЪ , с (3 , и а о К его большей стороне а j примыкает полуокружность с центром в середине этой стороны. Наружный слой 1 выполнен из меди или сплава на ее основе, Стальной сердечник 2 смещен по оси симметрии заготовки и почти соприкасается с полуокружностью. Толщина наружного слоя на оси симметрии в отдельных случаях может не превышать десятых долей милли1-1етра. Геометрические размеры заготовки определяются из соотношений
R he QR ,
0,5R ,8« ,
где R - радиус полуокружности сечения заготовки;
п - высота стального сердечника;
- радиус стального сердечника,
Чтобы не допустить раскрытия кондов заготовки при прокатке, торцы 3 и 4 сердечника выполнены, в виде конуса. Такое выполнение способствует лучшей фиксации сердечника в изложнице. Заготовки прокатывают в горячем состоянии на сортопрокатном стане за 5-8 проходов на подкат трапецеидального сечения, а затем в холодном состоянии протягивают на цепных станах на готовые коллекторные профили. Сердечник 5 имеет форму вытянутой капли (см.фиг. 3);, смещенной по оси симметрии оболочки 6.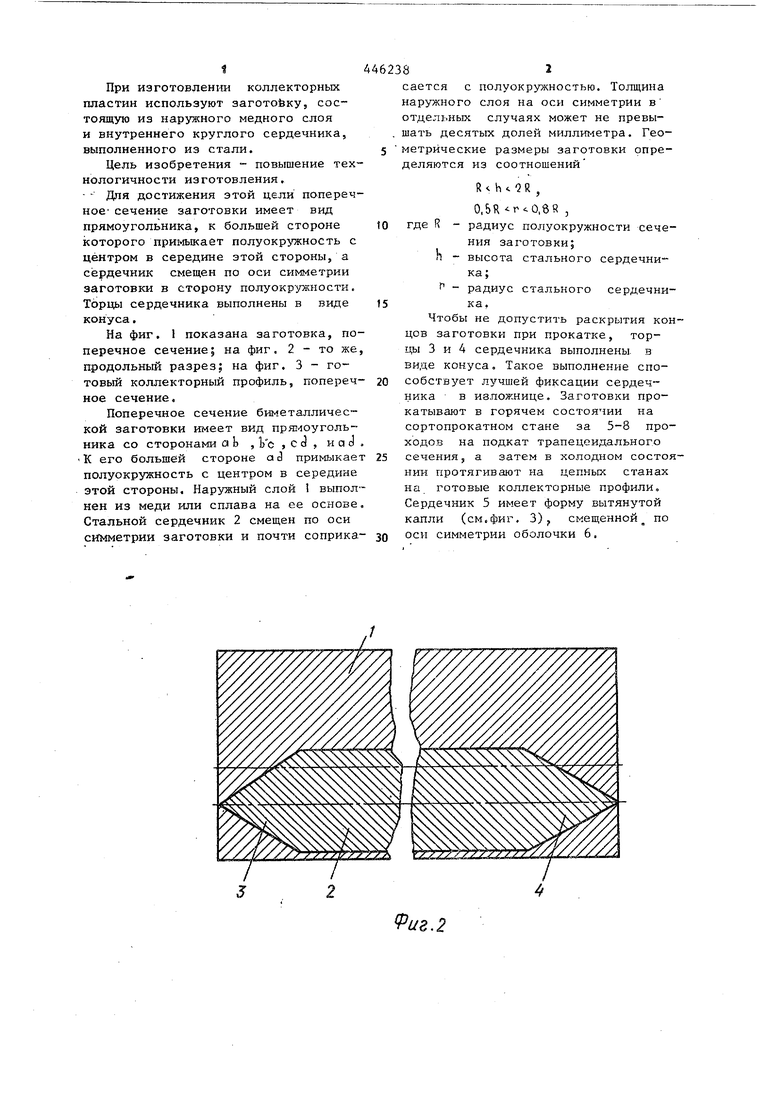
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| Способ изготовления пластин для коллекторов электрических | 1931 |
|
SU26756A1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
| ОРЕБРЕННАЯ ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1992 |
|
RU2041441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2016 |
|
RU2680153C2 |
| ПУЛЯ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2005 |
|
RU2305251C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2018 |
|
RU2700345C1 |
| Рукавообразователь,способ его изготовления и устройство для осуществления способа | 1983 |
|
SU1211149A1 |
1.СПОСОБ ИЗГОТОВЛЕНИЯ БШЕ- ТАЛЛИЧЕСКИХ ПЛАСТИН ДЛЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН путем обработки давлением заготовки, состоящей из наружного слоя, выполненного из. материала с высокой электропроводностью, например меди, и круглого сердечника из механически прочного' материала, например стали, отличающий- с я тем, что, с целью повышения технологичности изготовления, поперечное сечение заготовки имеет вид прямоугольника, к большей стороне которого примыкает полуокружность с центром в середине этой стороны, а сердечник смещен по оси симметрии заготовки в сторону полуокружности.2. Способ по п.-1, отличающийся тем, что торцы сердечника выполнены в виде конуса.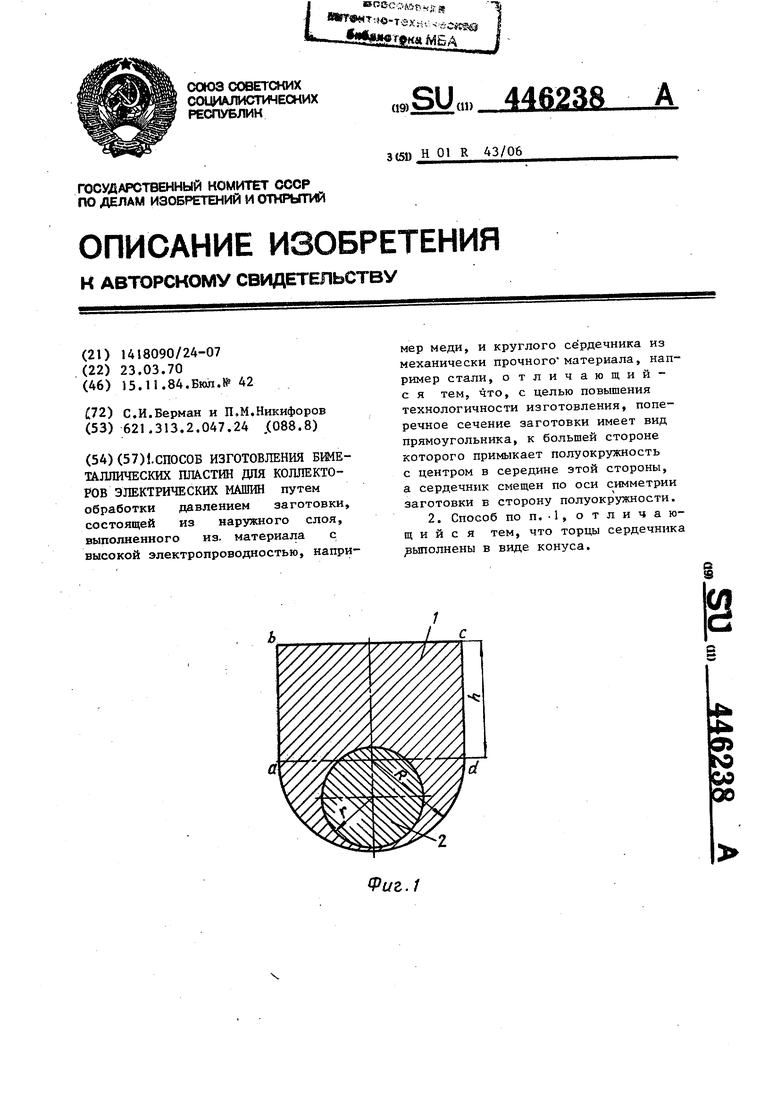
/
Риг. 2
