Настоящее изобретение относится к устройству для подачи ультразвуковой мощности и к способу изготовления такого устройства.
Ультразвуковую мощность можно подавать в материал или устройство, подвергаемое обработке. Например, ультразвуковая мощность используется для обработки сточных вод, причем эту ультразвуковую мощность подают в один или несколько рупоров соответствующей формы, открытые во взвесь сточных вод. Для эффективного проведения требуемого процесса уровень мощности, подаваемой в материал или устройство, следует максимально увеличивать. Например, для очистки сточных вод предпочтительно следует подавать такую ультразвуковую мощность, которая вызовет кавитацию во взвеси сточных вод, способствуя таким образом разрушению взвеси.
Ультразвуковая мощность может использоваться также и для других приложений, например для сварки пластмассы и резки.
Ультразвуковой рупор, особенно полезный при обработке взвеси сточных вод, где в тороидальном аппликаторе с помощью электроакустического генератора возбуждаются радиальные ультразвуковые колебания, показан на фиг.1, 2 и 7 патента Великобритании №2285142. Электроакустический генератор связан с плоской областью, сформированной на наружной поверхности аппликатора, посредством бустера и удлинительной опоры, расположенной радиально относительно аппликатора.
Такой тороидальный аппликатор особенно полезен при обработке взвесей, например сточных вод, поскольку ультразвуковая мощность может быть подана в него с высокой эффективностью, заставляя внутренние и внешние поверхности вибрировать в радиальном направлении с приложенной ультразвуковой частотой, в то время как взвесь проходит как через центральное отверстие, так и над наружной поверхностью.
Известно техническое решение, в котором множество таких аппликаторов расположены друг за другом, причем их центральные отверстия совмещены, а взвесь перекачивают или иным способом заставляют течь последовательно через эти отверстия и вокруг них. Кроме того, известно, что отдельные аппликаторы могут приводиться в действие более чем одним электроакустическим генератором, что повышает мощность, которая может быть подана в аппликатор и, следовательно, во взвесь. Однако подача ультразвуковой мощности с требуемым, например для обработки сточных вод, уровнем интенсивности может предъявить значительные требования к способам изготовления таких рупоров. Требуемая высокая мощность может привести к повреждению рупора или к его разрушению, что может привести к остановке обрабатывающего предприятия и к трудоемкому ремонту и/или замене оборудования.
Целью настоящего изобретения является создание устройства для подачи ультразвуковой мощности и способа его изготовления, которые свободны от вышеуказанных недостатков.
Согласно настоящему изобретению предложено устройство для подачи ультразвуковой мощности во взвесь сточных вод, которое содержит аппликатор, имеющий наружную поверхность, удлинитель, который отходит радиально от наружной поверхности, и один или несколько бустеров на конце удлинителя, удаленном от аппликатора, для усиления прикладываемых к нему ультразвуковых колебаний, вызывающих колебания аппликатора, причем аппликатор, удлинитель и бустер выполнены как единое целое.
В контексте настоящего описания термин "как единое целое" означает, что аппликатор, удлинитель и бустер изготовлены в виде единого тела, а не в виде отдельных частей, впоследствии соединенных болтами, сваркой или другим способом. В дальнейшем аппликатор, удлинитель и бустер будут вместе называться "интегральными компонентами".
Устройства такого типа для подачи ультразвуковой мощности до настоящего времени производили, изготовляя аппликатор, удлинитель и бустер в виде отдельных компонентов и скрепляя их вместе, например с помощью болтов или путем сварки. Однако на практике такие устройства имеют тенденцию к разрушению из-за разделения компонентов в точках их прикрепления друг к другу, особенно в случае, когда они в течение длительного времени подвергаются разрушительным воздействиям ультразвуковых колебаний с амплитудой, необходимой, например, для обработки сточных вод.
В устройстве согласно настоящему изобретению преимущества интегральной конструкции, например долговечность и снижение требований к обслуживанию, значительно перевешивают потерю свободы в выборе конструкции и гибкости эксплуатации, обусловленную формированием интегральных компонентов. В этом отношении включение бустера в качестве интегрального компонента особенно неожиданно, поскольку традиционно бустер использовался для задания амплитуды колебаний, создаваемых устройством. Например, бустер может быть приспособлен к изменениям условий эксплуатации и окружающей среды, к разным ультразвуковым генераторам, например, при замене вышедшего из строя оборудования, для настройки устройства с целью обработки различных материалов или для изменения воздействия устройства на данный материал.
Обычные устройства имеют тенденцию разрушаться на первом соединительном стыке между радиальным рупором и первым бустером с удлинителем вследствие высоких мощностей и перехода от продольной вибрации к радиальной вибрации, которая преобладает в этом месте.
Аппликатор может иметь любую подходящую форму, например, он может иметь вид параллелепипеда, пластины, стержня или цилиндра и/или, возможно, может иметь округлые, сужающиеся, рифленые, зазубренные, расширяющиеся или колоколообразные части. Однако предпочтительно, чтобы в аппликаторе имелось центральное отверстие, образуемое внутренней поверхностью. Предпочтительно, чтобы при подаче в устройство ультразвуковой мощности внутренняя поверхность аппликатора колебалась.
Интегральные компоненты должны быть выполнены из материала, способного передать ультразвуковую мощность в материал или устройство, которое подвергается обработке, например во взвесь сточных вод. В предпочтительном устройстве согласно настоящему изобретению интегральные компоненты сформированы из прокатанного кованого или литого материала.
Подходящие материалы для формирования интегральных компонентов включают металлы, например сплавы, пригодные для отливки или ковки с получением желаемой формы. Предпочтительные металлы представляют собой титаносодержащие сплавы, в особенности сплавы, содержащие титан и алюминий, благодаря их относительно высокой прочности и низкой плотности. Особенно предпочтительный сплав содержит титан, алюминий и ванадий в молярном соотношении 6:4:1.
Другими подходящими материалами для формирования интегральных компонентов являются алюминий и алюмосодержащие сплавы, сталь и сталесодержащие сплавы и керамика. Однако конкретный подходящий материал может быть выбран исходя в основном из его ультразвуковой эффективности и долговечности при преобладающих условиях эксплуатации.
Согласно настоящему изобретению предложен также способ изготовления устройства для подачи ультразвуковой мощности, которое содержит аппликатор, имеющий наружную поверхность, удлинитель, который отходит радиально от наружной поверхности, и один или несколько бустеров на конце удлинителя, удаленном от аппликатора, для усиления прикладываемых к нему ультразвуковых колебаний, вызывающих колебания аппликатора, причем способ включает формирование аппликатора, удлинителя и бустера как единого целого посредством процесса ковки и/или литья.
Процесс, используемый для интегрального формирования интегральных компонентов, может включать процесс ковки, например холодную ковку, горячую ковку и ковку в закрытых штампах, литейный процесс, например фасонное литье, кокильное литье и литье под низким или высоким давлением и/или другие подходящие процессы, известные специалистам в данной области техники, например экструзию или обработку в вакуумной электродуговой печи.
Конкретный производственный процесс интегрального формирования интегральных компонентов будет зависеть от специфических требований к рассматриваемому устройству и, следовательно, от желаемых свойств интегральных компонентов, как очевидно специалистам в данной области техники.
Например, типичный процесс фасонного литья, кокильного литья и литья под низким или высоким давлением включает заливку расплавленного металла в литейное устройство с формированием тела отливки, после чего части с центральным литником и загрузочными каналами удаляют и остается заготовка. Преимущество таких типичных литейных процессов заключается в их низкой стоимости, однако после них в отливке могут оставаться дефекты, например полости, поры, усадочные раковины и вкрапления оксидов. Однако с помощью литья с однонаправленным затвердеванием можно получать отливки с более высоким качеством внутренней металлической структуры.
Альтернативно или дополнительно в типичном процессе ковки компоненты формируют путем изменения формы горячего металла с помощью молотов, прессов и т.п. в управляемой последовательности производственных стадий, в противоположность случайному втеканию материала в желаемые формы. Кованые компоненты могут иметь относительно высоконаправленную ориентацию (направление зерна), которая влияет на прочность, пластичность и сопротивление ударной нагрузке и усталости, ударную вязкость, структурную целостность (благодаря по существу отсутствию внутренних газовых карманов или раковин), отношение прочность/вес и реакцию на термическую обработку, по сравнению с компонентами, сформированными другими производственными процессами.
Способ согласно настоящему изобретению предпочтительно включает прокатку и ковку материала с целью формирования компонента, например стержня, из которого формируют интегральные компоненты. Затем компоненты, полученные прокаткой и ковкой, предпочтительно разрезают до приблизительных размеров и подвергают механической обработке с формированием интегральных аппликатора, удлинителя и бустера. При этом было обнаружено, что при использовании ковки рупор более эффективно передает мощность средам, в которые он помещен, обеспечивая повышение амплитуды колебаний на рабочих поверхностях до 20% по сравнению с аналогичными рупорами, возбуждаемыми от того же самого источника энергии.
Особенно предпочтительный способ изготовления интегральных компонентов для использования в настоящем изобретении включает так называемый горячий изостатический процесс. В таком процессе на материал, из которого должны быть сформированы интегральные компоненты, в замкнутом контейнере воздействуют высокой температурой и давлением. Высокая температура размягчает материал, и при приложении к нему давления можно сжать материал и повысить его плотность. Таким образом удается по существу избежать образования в материале внутренних газовых карманов и раковин, и в результате конечный продукт имеет относительно высокую структурную целостность. Нагрев контейнера может быть осуществлен, например, с помощью резистивных элементов (например, из молибдена), а давление может быть подано, например, путем вдувания в камеру газа (например, инертного газа типа аргона) под высоким давлением.
Полученные ковкой и/или литьем интегральные компоненты могут быть подвергнуты дальнейшей обработке. Например, интегральные компоненты могут быть подвергнуты отжигу, электрополировке, нанесению PVD-покрытия, ионной имплантации, цементации, науглероживанию, нитроцементации, процессу нитрирования поверхности в расплаве цианат-цианидных солей с использованием продувки расплава сжатым воздухом (процесс "Tufftriding"™), индукционной обработке и глубокому охлаждению.
Ниже один из вариантов выполнения настоящего изобретения описан подробно со ссылками на сопровождающие чертежи, где:
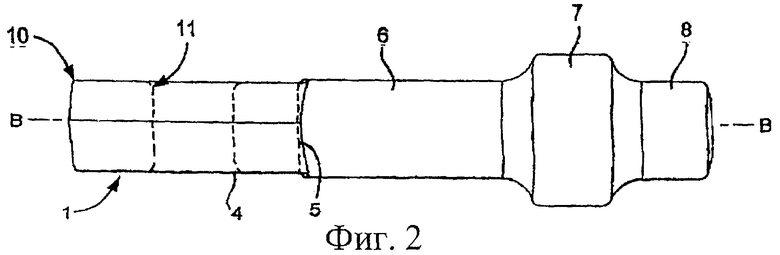
на фиг.1 показан вид сбоку кованого интегрального компонента для формирования интегральных компонентов ультразвукового рупора согласно варианту выполнения настоящего изобретения;
на фиг.2 показан вид сверху компонента, показанного на фиг.1; и
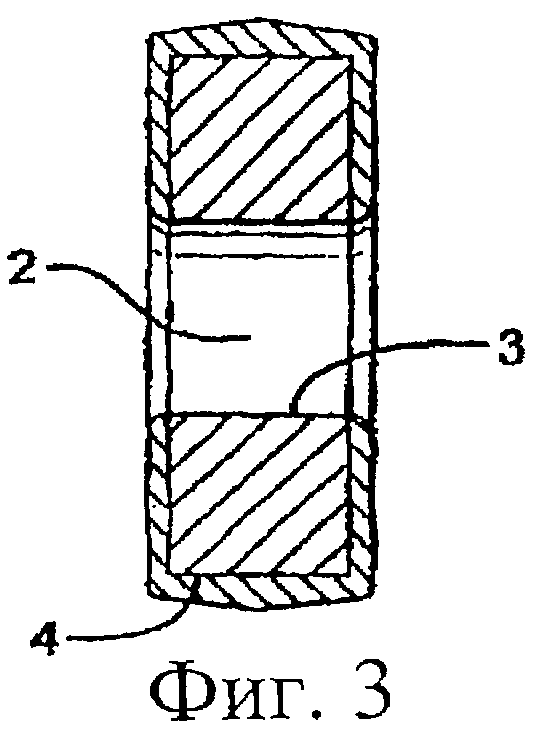
на фиг.3 показан разрез по линии А-А на фиг.1.
На фиг.1, 2 и 3 сплошная линия показывает форму компонента после ковки. Штриховая линия показывает конечную форму интегральных компонентов после механической обработки.
Обратимся к чертежам, на которых одинаковые элементы обозначены одинаковыми позициями. Тороидальный аппликатор 1 имеет центральное отверстие 2, окруженное круглой внутренней поверхностью 3. Наружная поверхность 4 аппликатора 1 также является по существу круглой, но имеет уплощенную область 5, от которой интегрально выполненный удлинитель 6 отходит по существу в радиальном направлении относительно аппликатора 1.
На конце удлинителя 6, удаленном от аппликатора 1, имеется интегрально выполненный фланцевый бустер 7, предназначенный как для усиления амплитуды ультразвуковых колебаний, подаваемых в него из электроакустического генератора (не показан), который, как предполагается, известным образом соединен с открытой областью 8 бустера 7, так и для монтажа ультразвукового устройства в промышленном оборудовании. Например, устройство может быть установлено обычным образом путем навесного монтажа и герметизировано с помощью плоских прокладок или посредством установочной пластины, предназначенной для установки ультразвукового устройства в емкости, при этом бустер устанавливают на внутренней, относительно емкости, поверхности установочной пластины. В результате этого бустер выступает внутрь емкости. Частоты обычно составляют от 20 до 35 кГц.
Ультразвуковая мощность, должным образом усиленная удлинителем 6 и бустером 7, передается по непрерывному механическому контакту через интегрально выполненные компоненты к аппликатору 1, где заставляет внутреннюю и наружную поверхности 3 и 4 эффективно вибрировать в радиальном направлении с выбранной рабочей частотой. Предпочтительно, чтобы жидкая среда, например взвесь сточных вод, которая должна быть подвергнута колебаниям аппликатора 1, текла или находилась в пределах апертуры 2. Однако такая жидкая среда может также течь вокруг наружной поверхности 4 аппликатора 1.
Как показано на фиг.1 и 2, края 10 и 11 аппликатора 1 скруглены. Очевидно, что эти края особенно подвержены напряжениям и могут быть ослаблены кавитационной точечной коррозией. При округлении, например с радиусом 3 мм, такие напряжения можно снизить.
Кроме того, при окончательной механической обработке область, примыкающую к аппликатору 1 и удлинителю 6, скругляют на поверхности 12 для уменьшения кавитационной коррозии в этой области. Эта поверхность представляет собой трехмерный стык, для которого в примере на фиг.1 выбран радиус округления 15 мм.
Если желательно, то два или более аналогичных устройства можно собрать в пакет, совместив их отверстия 2 и установив так, чтобы обрабатываемая жидкая среда проходила последовательно через все аппликаторы 1. Альтернативно отверстия 1 в таком пакете могут быть несовмещенными или задающими определенный путь для жидкой среды, например в форме меандра или спирали.
Кроме того, данный аппликатор 1 может быть выполнен интегрально с двумя или более удлинителями 6 и бустерами 7, в результате чего к каждому или к любому аппликатору 1 можно подсоединить более одного электроакустического генератора. В такой конструкции удлинители 6 предпочтительно соединяются с аппликатором 1 через равноотстоящие угловые интервалы, чтобы, например, два удлинителя 6, сформированные как одно целое с общим аппликатором 1, были бы расположены по обе стороны аппликатора 1, т.е. угол между ними составлял 180 градусов. Три удлинителя 6, интегрально сформированные с общим аппликатором 1, предпочтительно должны быть расположены с угловым интервалом 120 градусов. Альтернативно два удлинителя 6, интегрально сформированные с общим аппликатором 1, могут быть расположены ортогонально друг к другу, чтобы углы между ними относительно аппликатора 1 составляли 90 и 270 градусов.
В предпочтительной конструкции используется множество устройств, причем устройства через одно ориентируются одинаково в радиальном направлении. Таким образом, для конструкции с пятью устройствами первое, третье и пятое устройства могут быть ориентированы одинаково в радиальном направлении, так же как второе и четвертое устройства. Особенно предпочтительная конфигурация включает пять устройств, которые расположены радиально симметрично по обе стороны от центральной линии. Более предпочтительно, чтобы первое, третье и пятое устройства были по существу радиально ориентированы по одну сторону линии, а второе и четвертое устройства были по существу радиально ориентированы по другую сторону линии по существу с одинаковым сдвигом. В такой конфигурации первое, третье и пятое, а также второе и четвертое устройства предпочтительно расположены с угловым сдвигом в радиальном направлении по существу 45°.
Кованый интегральный компонент, показанный на фиг.1, 2 и 3, изготавливается путем создания сначала компонента большего размера из сплава, включающего титан, алюминий и ванадий в молярном отношении 6:4:1, с помощью ковки. Граница между частями пресс-формы показана на фиг.2 линией, идущей по линии В-В. Размеры кованого компонента близки к размерам интегральных компонентов конечного изделия, которое получают после механической обработки.
Интегральные компоненты устройства согласно данному варианту выполнения изобретения, описанные со ссылками на чертежи, формируют с использованием горячего изостатического процесса. В таком горячем изостатическом процессе на титановый сплав в замкнутом контейнере воздействуют высокой температурой и давлением. Под действием высокой температуры сплав размягчается, а под воздействием высокого давления сплав сжимается до более высокой плотности. Таким образом удается по существу избежать присутствия в сплаве газовых карманов и раковин, и следовательно, интегральные компоненты имеют относительно высокую структурную целостность. Нагрев контейнера обеспечивают с помощью резистивных элементов из молибдена, а давление создают путем вдувания в контейнер аргона под высоким давлением.
В связи с этим было обнаружено, что при использовании ковки рупор более эффективно передает мощность средам, в которые он помещен, обеспечивая повышение амплитуды колебаний на рабочих поверхностях до 20% по сравнению с аналогичными рупорами, возбуждаемыми от того же самого источника энергии. Например, рупор согласно настоящему изобретению может обеспечить амплитуду колебаний 15 микрон на рабочих поверхностях по сравнению с 12,5 микронами для сравнимых рупоров.
По своей сути процесс ковки позволяет создать заготовку, которая для превращения в конечный продукт требует дальнейшей механической обработки. Этот процесс может привести к напряжениям, передаваемым готовому изделию, особенно в областях, где необходима механическая обработка. Следовательно, после механической обработки можно произвести снятие напряжений в рупоре с использованием стандартных процессов, например, путем выдерживания рупора при температуре 538°С в течение 2 часов, а затем охлаждения его на воздухе.
Очевидно, что описанный вариант выполнения настоящего изобретения приведен только для иллюстрации. На практике изобретение может быть применено ко многим различным конструкциям, детализированные варианты которых очевидны для специалистов в данной области техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСЬ ИЗ БЕСШОВНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ОСИ ИЗ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2487951C2 |
| УЗЕЛ ФОРМИРОВАНИЯ ПУЧКА ДЛЯ СИСТЕМЫ НЕЙТРОН-ЗАХВАТНОЙ ТЕРАПИИ | 2020 |
|
RU2808527C2 |
| СИСТЕМА НЕЙТРОН-ЗАХВАТНОЙ ТЕРАПИИ | 2020 |
|
RU2783500C1 |
| СИСТЕМА НЕЙТРОН-ЗАХВАТНОЙ ТЕРАПИИ | 2023 |
|
RU2827433C1 |
| ИЗДЕЛИЯ, СИСТЕМЫ И СПОСОБЫ ДЛЯ КОВКИ СПЛАВОВ | 2014 |
|
RU2640112C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ФОРМОВАННОГО ТЕЛА | 2014 |
|
RU2631221C2 |
| УЛЬТРАЗВУКОВОЙ ГЕНЕРАТОР ВЫСОКОЙ МОЩНОСТИ ДЛЯ ПРИМЕНЕНИЯ В ХИМИЧЕСКИХ РЕАКЦИЯХ | 2004 |
|
RU2352026C2 |
| ПРОФИЛИРОВАННЫЙ МАТЕРИАЛ ДЛЯ КОМПОНЕНТА СКВАЖИННОГО ИНСТРУМЕНТА, КОМПОНЕНТ СКВАЖИННОГО ИНСТРУМЕНТА И СКВАЖИННЫЙ ИНСТРУМЕНТ | 2016 |
|
RU2697466C1 |
| Способ производства литой многослойной заготовки | 2019 |
|
RU2722844C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |
Использование: для подачи ультразвуковой мощности в материал, подвергаемый обработке. Сущность заключается в том, что устройство для подачи ультразвуковой мощности во взвесь сточных вод содержит аппликатор, имеющий наружную поверхность, удлинитель, который отходит от указанной наружной поверхности, и по меньшей мере один бустер на конце удлинителя, удаленном от аппликатора, для усиления прикладываемых к нему ультразвуковых колебаний, вызывающих колебания аппликатора, причем аппликатор, удлинитель и бустер сформированы как единое целое. Технический результат: повышение прочности и надежности устройства для подачи ультразвуковой мощности. 2 н. и 16 з.п. ф-лы, 3 ил.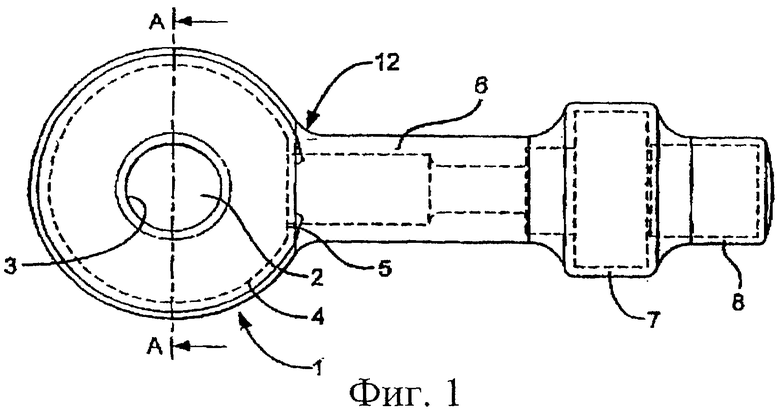
| WO 9901235 A1, 14.01.1999 | |||
| УСТРОЙСТВО ДЛЯ ЗАПАИВАНИЯ УЛЬТРАЗВУКОМ | 1994 |
|
RU2121911C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА С ПРОМЕЖУТОЧНЫМ РЕЗОНАТОРОМ | 1996 |
|
RU2106205C1 |
| Устройство для диспергирования материалов в жидкой среде при воздействии ультразвука | 1986 |
|
SU1452572A1 |
| DE 10153706 A1, 31.07.2003 | |||
| JP 6329287 A, 29.11.1994. | |||

