(54) СТАНОК ДЛЯ ОЧИСТКИ И НАМОТКИ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| Устройство для перемотки и очистки проволоки | 1983 |
|
SU1224039A1 |
| УСТРОЙСТВО ДЛЯ РАСКЛАДКИ ПРОВОДА ПРИ НАМОТКЕ | 1992 |
|
RU2024089C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПРЕЦИЗИОННЫЕ МЕТАЛЛИЧЕСКИЕ НИТИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2751355C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ТРУБ | 1994 |
|
RU2089310C1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАМОТКИ ТРУБ В БУХТУ И ДЛЯ ОБЕРТЫВАНИЯ ПОЛУЧЕННОЙ БУХТЫ | 2013 |
|
RU2543809C2 |
| Устройство для очистки и укладки проволоки на барабан моталки | 1989 |
|
SU1738413A2 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ, ХРАНЕНИЯ И ВЫДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА | 1992 |
|
RU2067964C1 |
| Станок для намотки электрических катушек | 1983 |
|
SU1112420A1 |

1
Изобретение относится к обработке металлов давлением, в частности к переработке сварочной проволоки.
Известно устройство для перемотки и очистки электродной проволоки, содержащее разматыватель и моталку, между которыми размещен узел очистки, выполненный в виде стального троса, один конец которого закреплен неподвижно, а другой связан с поворотной вокруг продольной оси проволоки втулкой для винтообразного наматывания троса вокруг пропускаемой через эту втулку электродной проволоки.
Недостатком данной конструкции является плохая очистка проволоки малого диаметра.
Известен также станок для очистки и намотки проволоки, содержащий смоточный барабан, узел очистки проволоки с парой абразивных кругов, а также кассету для намотки проволоки.и механизм укладки проволоки.
Однако очистка проволоки малых диаметров известным устройством затруднена частыми обрывами ее из-за значительных усилий, возникающих при протягивании проволоки через перекрученные ветви стального
троса. При ослаблении же натяжения троса снижается качество очистки проволоки. Кроме того, узел тонкой очистки известного устройства также не обеспечивает требуемого качества обработки проволоки диаметром, отличным в меньщую сторону от размеров профиля выработанных канавок на периферии абразивных кругов. Для качественной очистки в этом случае требуется смена абразивных кругов с установкой кругов, имеющих рамеры профильных канавок, соответ10ствующие размерам проволоки, а это уменьщает производительность очистки и степень универсальности при необходимости обработки проволоки равных диаметров.
Целью изобретения является повышение 15 производительности и улучщения качества очистки.
Указанная цель достигается тем, что станок для очистки и намотки проволоки, содержащий смоточный барабан, узел очистки проволоки с парой абразивных кругов, а
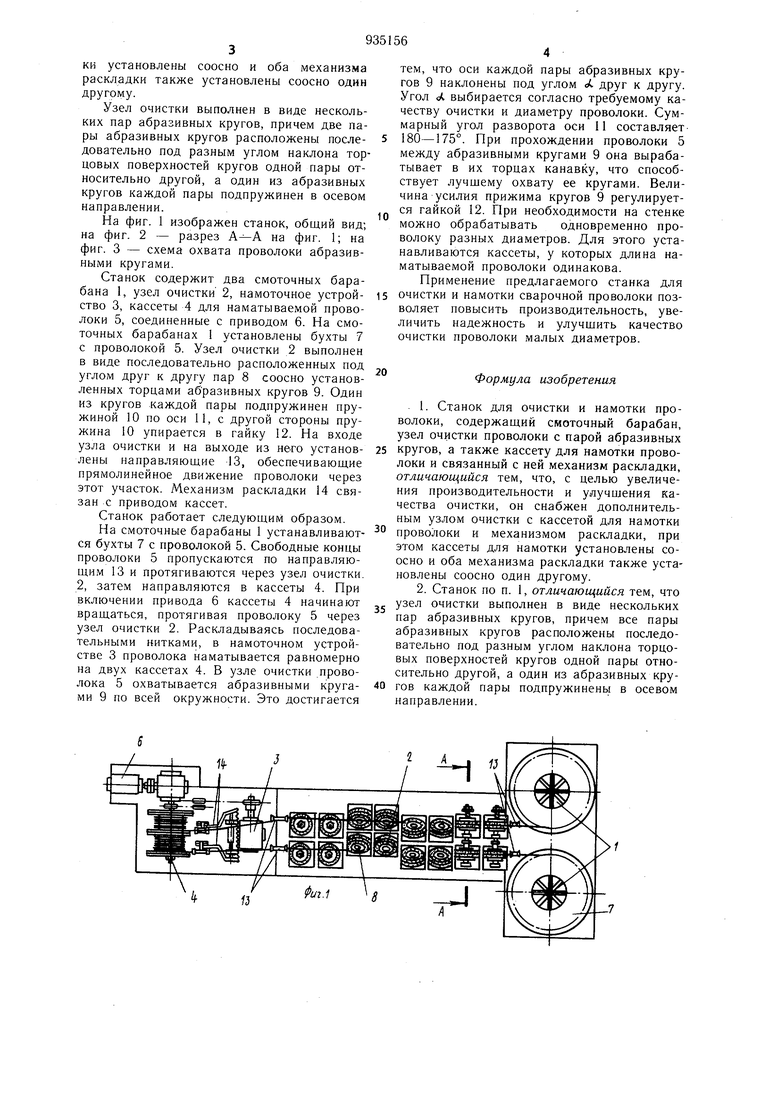
20 также кассету для намотки проволоки и связанный с ней механизм раскладки, снабжен дополнительным узлом очистки с кассетой для намотки проволоки и механизмом раскладки, при этом обе кассеты для намотки установлены соосно и оба механизма раскладки также установлены соосно один другому. Узел очистки выполнен в виде нескольких пар абразивных кругов, причем две пары абразивных кругов расположены последовательно под разным углом наклона торцовых поверхностей кругов одной пары относительно другой, а один из абразивных кругов каждой пары подпружинен в осевом направлении. На фиг. 1 изображен станок, общий вид; на фиг. 2 разрез на фиг. 1; на фиг. 3 - схема охвата проволоки абразивными кругами. Станок содержит два смоточных барабана 1 узел очистки 2, намоточное устройство 3, кассеты 4 для наматываемой проволоки 5, соединенные с приводом 6. На смоточных барабанах 1 установлены бухты 7 с проволокой 5. Узел очистки 2 выполнен в виде последовательно расположенных под углом друг к другу пар 8 соосно установленных торцами абразивных кругов 9. Один из кругов каждой пары подпружинен пружиной 10 по оси 11, с другой стороны пружина 10 упирается в гайку 12. На входе узла очистки и на выходе из него установлены направляющие 13, обеспечивающие прямолинейное движение проволоки через этот участок. Механизм раскладки 14 связан с приводом кассет. Станок работает следующим образом. На смоточные барабаны 1 устанавливаются бухты 7 с проволокой 5. Свободные концы проволоки 5 пропускаются по направляющим 13 и протягиваются через узел очистки. 2, затем направляются в кассеты 4. При Z,, OU J V.1V1 Л а iipa oi/i/i ivji /ii-iv-i-v -f включении привода 6 кассеты 4 начинают вращаться протягивая проволоку 5 через узел очистки 2 Раскладываясь последовательными нитками, в намоточном устройстве 3 проволока наматывается равномерно на двух кассетах 4 В узле очистки проволока 5 охватывается абразивными кругами 9 по всей окружности. Это достигается
lO--чЧ ем, что оси каждой пары абразивных кругов 9 наклонены под углом Я друг к другу. Угол Л выбирается согласно требуемому качеству очистки и диаметру проволоки. Суммарный угол разворота оси 11 составляет 180-175°. При прохождении проволоки 5 между абразивными кругами 9 она вырабатывает в их торцах канавку, что способствует лучшему охвату ее кругами. Величина усилия прижима кругов 9 регулируется гайкой 12. При необходимости на стенке можно обрабатывать одновременно проволоку разных диаметров. Для этого устанавливаются кассеты, у которых длина наматываемой проволоки одинакова. Применение предлагаемого станка для очистки и намотки сварочной проволоки поз воляет повысить производительность, yjJe личить надежность и улучшить качество очистки проволоки малых диаметров. Формула изобретения 1- Станок для очистки и намотки проволоки, содержащий снеточный барабан, узел очистки проволоки с парой абразивных кругов, а также кассету для намотки проволоки и связанный с ней механизм раскладки. отличающийся тем, что, с целью увеличения производительности и улучшения качества очистки, он снабжен дополнительным узлом очистки с кассетой для намотки проволоки и механизмом раскладки, при этом кассеты для намотки установлены соосно и оба механизма раскладки также установлены соосно один другому. 2. Станок по п. 1, отличающийся тем, что узел очистки выполнен в виде нескольких пар абразивных кругов, причем все пары абразивных кругов расположены последовательно под разным углом наклона торцовых поверхностей кругов одной пары относительно другой, а один из абразивных кругов каждой пары подпружинены в осевом направлении.
1-Л поёернуто
щ
9
U1.
