Изобретение относится к машиностроению, в частности к конструкции систем управления оборудованием для обработки материалов давлением.
Известна система управления молотом, содержащая задатчик программы, блок сравнения, датчик хода бабы молота, формирователь, счетчик, регистр текущей высоты и регистр предыдущей высоты [1]
Недостатком известной системы является то, что она не может быть приспособлена для вибрационного прессования, так как в этой системе отсутствует контроль за усилием прессования. Кроме того, система работает на частотах, недостаточных для вибрационного прессования.
Известна систем программного управления инерционным вибропресс-молотом, содержащая программируемый контроллер, связанный с аналого-цифровым и цифроаналоговыми преобразователями и тензоусилителем, исполнительный цилиндр, шток которого жестко связан с вибростолом, на котором укреплена матрица, цилиндр статического прижима, инерционный пригруз с устройством управления инерционными грузами, траверсу с закрепленным на ней пуансоном, датчик линейных перемещений вибростола, соединенный с нормирующим преобразователем перемещений вибростола, датчик нагрузки, измерители амплитуды и частоты вибрации, пульт управления контроллером, регуляторы амплитуды и частоты вибрации [2]
Данная система программного управления может быть применена для вибрационного прессования, однако она имеет ряд недостатков.
Известная система характеризуется косвенным способом регулирования. Она обладает низкой точностью регулирования усилия прессования, так как эта точность зависит одновременно от нескольких параметров, а именно точности поддержания силы цилиндром статического прижима, точности подбора инерционной массы грузов, точности регулятора амплитуды колебаний, точности работы регулятора частоты вибраций, точности поддержания давления в гидросистеме. Следовательно общая относительная ошибка задания усилия прессования будет равна сумме ошибок регулирования по всем вышеперечисленным параметрам процесса.
Вторым недостатком системы является высокая сложность конструкции, которая обусловлена наличием дополнительного цилиндра статического прижима и устройства управления инерционными грузами с манипулятором и программируемым контроллером. Это усложнение вызвано косвенным способом получения усилия прессования за счет сил инерции.
Известная система обладает малым диапазоном изменения частоты вибрации, так как частота вибрации обусловлена процессами обмена энергии в гидромеханической системе.
Известная система сложна в перестройке на новый образец и объем исходного материала для прессования, так как необходимо изменить и подобрать большое количество параметров (силу статического прижима, количество инерционных грузов, рабочее давление, величину расхода масла через золотник).
Задачей изобретения является устранение вышеперечисленных недостатков.
Решение поставленной задачи выражается в следующем:
повышение точности регулирования усилия прессования за счет использования в качестве параметра обратной связи сигнала датчика силы (процесс регулирования однопараметрический, следовательно дополнительная погрешность отсутствует);
упрощение конструкции за счет применения одного силового гидроцилиндра, который создает усилие прессования и производит операции по отводу и прижиму изделия;
расширение диапазона частоты вибрации, так как колебания генерируются блоком программного управления электронным способом;
возможность воспроизводить динамическое силовое воздействие сложной формы с высокой степенью повторяемости;
простота перестройки на новый вид образца достигается примененным способом регулирования прессования и генерирования управляющих сигналов.
Поставленная задача решается за счет того, что система управления следящим приводом вибрационного пресса, содержащая программируемый контроллер, связанный с аналого-цифровым и двумя цифроаналоговыми преобразователями, силовой цилиндр, шток которого жестко связан с вибростолом, на котором укреплена матрица, а также траверсу с закрепленным на ней пуансоном и датчик линейных перемещений вибростола, соединенный с нормирующим преобразователем перемещений вибростола, снабжена основным контуром регулирования, содержащим датчик силы, соединенный с нормирующим преобразователем усилия прессования, выход которого связан с инвертирующим входом выделителя сигнала рассогласования, при этом неинвертирующий вход последнего соединен с выходом первого цифроаналогового преобразователя, а выход выделителя сигнала рассогласования связан с входом пропорционально-интегрально-дифференциального регулятора, выход которого связан с первым входом усилителя мощности, а выход последнего соединен с электрогидравлическим преобразователем, который связан с силовым цилиндром. Кроме того, система управления снабжена вспомогательным контуром регулирования, содержащим датчик линейных перемещений штока силового цилиндра, соединенный со входом нормирующего преобразователя перемещения штока, выход которого связан с инвертирующим входом вспомогательного регулятора, при этом неинвертирующий вход последнего соединен с выходом второго цифроаналогового преобразователя, а выход вспомогательного регулятора соединен со вторым входом усилителя мощности, выход последнего связан с электрогидравлическим преобразователем, который соединен с силовым цилиндром.
На фиг. 1 показана структурная схема системы управления следящим приводом вибрационного пресса; на фиг. 2 гидравлическая схема вибрационного пресса; на фиг. 3 структурная схема основного контура регулирования; на фиг. 4
структурная схема вспомогательного контура регулирования.
Система управления следящим приводом вибрационного пресса содержит программируемый контроллер 1, связанный с аналого-цифровым преобразователем (АЦП) 2, первым и вторым цифроаналоговыми преобразователями (ЦАП) 3, 4, силовой цилиндр 5 с размещенным внутри его штока 6 датчиком линейных перемещений 7, шток цилиндра 6 жестко связан с вибростолом 8, с укрепленной на нем матрицей 9, а также траверсу 10, с закрепленным на ней пуансоном 11, датчиком силы 12, который соединен с нормирующим преобразователем усилия прессования 13 и датчиком линейных перемещений вибростола 14, электрически связанным с нормирующим преобразователем перемещений вибростола 15.
Выходы нормирующих преобразователей 13, 15, 16 и 17 связаны со входами АЦП 2. Выход нормирующего преобразователя усилия прессования 13 связан, кроме того, с инвертирующим входом выделителя сигнала рассогласования 18, а выход нормирующего преобразователя 17 с инвертирующим входом вспомогательного регулятора 19. Неинвертирующий вход выделителя сигнала рассогласования 18 соединен с выходом первого ЦАП 3, а выход выделителя сигнала рассогласования 18 со входом пропорционально-дифференциально-интегрального регулятора (ПИД) 20. Выход ПИД 20 соединен с первым входом усилителя мощности 21, второй вход усилителя мощности 21 связан с выходом вспомогательного регулятора 19, а выход усилителя мощности 21 соединен с электрогидравлическим преобразователем 22. Контроллер 1 связан с аналого-цифровым преобразователем 2 и цифроаналоговыми преобразователями 3, 4. ЦАП 3 связан с неинвертирующим входом выделителя сигнала рассогласования 18, а ЦАП 4 связан с неинвертирующим входом вспомогательного регулятора 19.
Гидромеханическая часть вибрационного пресса содержит основание 23, четыре колонны 24 и перемещаемую траверсу 10, которая замыкает силовой контур, необходимый для получения усилия прессования. На основании 23 установлен силовой гидроцилиндр 5 с закрепленной на штоке 6 матрицей 9. Пуансон 11 связан с траверсой 10 через датчик силы 12 и, совместно с матрицей 9, образует форму для прессования изделий.
Силовой цилиндр 5 соединен с электрогидравлическим преобразователем 22, который представляет собой высококачественный пропорциональный электрически управляемый золотник. В зависимости от величины и направления тока, протекающего по его обмотке, электрогидравлический преобразователь соединяет одну из полостей гидроцилиндра 5 с линией рабочего давления, а другую с линией слива. Для устойчивой работы вибрационного пресса на высоких частотах в линию рабочего давления включен гидропневматический аккумулятор 25. Давление создается гидронасосом 26, масло сливается в сливной бак 27.
Система управления содержит датчик давления 28, встроенный в матрицу 9, по величине сигнала которого можно судить о плотности изделия.
Датчик линейных перемещений вибростола 14 позволяет контролировать геометрические размеры прессуемого изделия.
Система управления образована программируемым контроллером, основным и вспомогательным контурами регулирования.
Основной контур регулирования служит для обеспечения прессования изделия, задания режима процесса прессования и поддержания его стабильности.
Вспомогательный контур регулирования служит для выполнения служебных операций загрузки, выгрузки изделий и управления положением вибростола 8.
Основной контур регулирования представляет собой электрогидравлический усилитель, преобразующий входной электрический сигнал в разность давлений внутри силового цилиндра и охваченный отрицательной обратной связью по усилию прессования. Таким образом, сигнал, вырабатываемый программируемым контроллером 1, преобразуется основным контуром регулирования в пропорциональное ему усилие прессования.
Вспомогательный контур регулирования представляет собой электрогидравлический усилитель, охваченный отрицательной обратной связью по положению, преобразующий входной электрический сигнал в пропорциональное ему перемещений вибростола.
Система управления работает следующим образом. После включения программируемый контроллер 1 вырабатывает сигнал, который преобразуется ЦАП 4 в аналоговую форму и удерживает вибростол 8, с укрепленной на нем матрицей 9, в нижнем положении. После заправки дозы прессуемого материала в матрицу 9 программируемый контроллер 1 через ЦАП 4 подает на неинвертирующий вход вспомогательного регулятора 19 управляющее напряжение, соответствующее верхнему положению вибростола 8. Вспомогательный регулятор 19 сравнивает напряжение управления и напряжение обратной связи, поступающее с нормирующего преобразователя 17, вырабатывает сигнал рассогласования, который усиливается усилителем мощности 21 и с помощью электрогидравлического преобразователя 22 вынуждает перемещаться шток силового гидроцилиндра 5 до тех пор, пока сигналы на обоих входах вспомогательного регулятора 19 не сравняются. В этом положении пуансон 11 контактирует с прессуемым материалом, обеспечивая небольшое начальное усилие. По команде программируемого контроллера 1 подключается основной контур регулирования, а вспомогательный перестает управлять силовым гидроцилиндром.
Программируемый контроллер 1 формирует динамический управляющий сигнал произвольной, ранее выбранной формы согласно программе в соответствии с количеством, видом прессуемого материала, влажностью и другими условиями. Цифроаналоговым преобразователем 3 сигнал преобразуется в аналоговую форму и поступает на неинвертирующий вход выделителя сигнала рассогласования 18. На инвертирующий вход выделителя сигнала рассогласования 18 подается сигнал обратной связи с нормирующего преобразователя 13. С выхода выделителя сигнала рассогласования 18, сигнал пропорциональный разности входных сигналов, поступает на ПИД 20 и далее на вход усилителя мощности 21. Усилитель мощности 21 преобразует его в токовый сигнал управления электрогидравлическим преобразователем 22, а преобразователь создает разность давлений в полостях силового гидроцилиндра 5 и усилие на штоке 6. Нарастание усилия прессования продолжается до тех пор, пока сигналы на входах выделителя сигнала рассогласования 18 не сравняются. Основной контур регулирования в динамике с высокой точностью поддерживает усилие прессования, пропорциональное управляющему сигналу. Программирующий контроллер 1 в процессе прессования анализирует состояние датчиков 14, 28 и останавливает прессование по достижении необходимой плотности детали и геометрических размеров изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивная система программного управления инерционным вибропресс-молотом | 1989 |
|
SU1687351A1 |
| Система программного управления инерционным вибропресс-молотом | 1986 |
|
SU1366271A1 |
| АВТОНОМНЫЙ ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД С КОМБИНИРОВАННЫМ УПРАВЛЕНИЕМ СКОРОСТИ ВЫХОДНОГО ЗВЕНА | 2005 |
|
RU2305211C2 |
| АВТОНОМНЫЙ ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД С КОМБИНИРОВАННЫМ УПРАВЛЕНИЕМ СКОРОСТИ ВЫХОДНОГО ЗВЕНА | 2005 |
|
RU2305210C2 |
| Автоматизированный гидроимпульсный вертикальный вибропресс | 1991 |
|
SU1784395A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД НЕПОСРЕДСТВЕННОГО УПРАВЛЕНИЯ С АДАПТИВНЫМИ СВОЙСТВАМИ | 2008 |
|
RU2368932C1 |
| Цифровой автоматический регулятор усилия гидравлического пресса | 1990 |
|
SU1773484A1 |
| ИСПЫТАТЕЛЬНЫЙ СТЕНД ДЛЯ СОЗДАНИЯ РЕГУЛИРУЕМЫХ ДИНАМИЧНЫХ НАГРУЗОК | 2008 |
|
RU2352912C1 |
| ВИБРОВОЗБУДИТЕЛЬ С УПРАВЛЯЕМОЙ ЧАСТОТОЙ И НАПРАВЛЕНИЕМ КОЛЕБАНИЙ | 2005 |
|
RU2284870C1 |
| Автоматизированная система управления блочно-модульного построения нагружателем гидравлическим в стендах прочностных испытаний | 2016 |
|
RU2643198C1 |



Изобретение относится к машиностроению, в частности к конструкции систем обработки давлением. Задача, решаемая изобретением - расширение технологических возможностей, упрощение конструкции и улучшение качества обрабатываемых изделий. Система осуществляет точное управление режимом прессования за счет применения программируемого контроллера и принципа следящего регулирования по усилию прессования. Управление вибропрессованием осуществляется от программируемого контроллера сигналом сложной формы в широком диапазоне частот. Система существенно упрощена против аналога, так как прижим, вспомогательные операции по загрузке - выемке детали и вибрационное прессование выполняются одним силовым гидроцилиндром. 4 ил.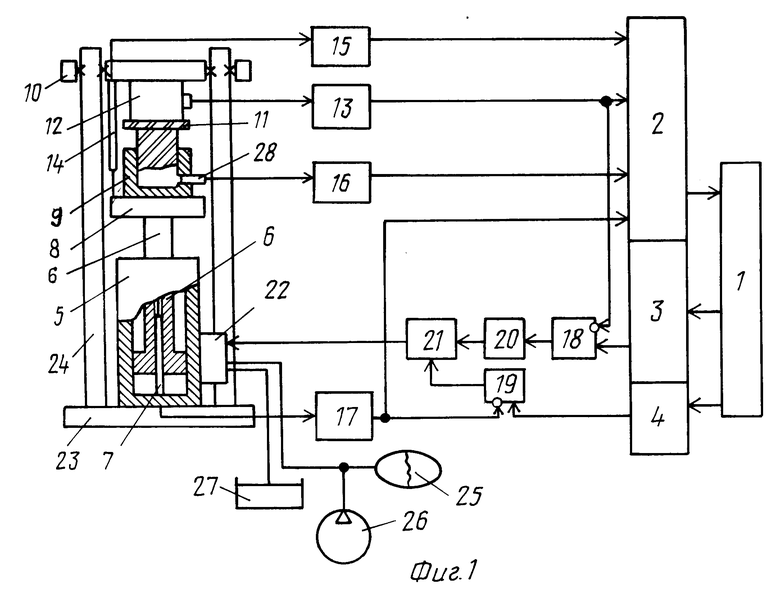
Система управления следящим приводом вибрационного пресса преимущественно с силовым цилиндром, шток которого жестко соединен с вибростолом, на котором укреплена матрица, траверсой с закрепленным на ней пуансоном, содержащая программируемый контроллер, соединенный с аналого-цифровым и двумя цифроаналоговыми преобразователями, датчик линейных перемещений вибростола, отличающаяся тем, что она снабжена тремя нормирующими преобразователями, выделителем сигнала рассогласования, ПИД-регулятором, усилителем мощности, электрогидравлическим преобразователем, датчиком линейных перемещений штока силового цилиндра, датчиком силы, вспомогательным регулятором, входы которого соединены с выходом первого цифроаналогового преобразователя и выходом первого нормирующего преобразователя, датчик линейных перемещений штока силового цилиндра соединен с входом первого нормирующего преобразователя, выход которого соединен с входом аналого-цифрового преобразователя, входы выделителя сигнала рассогласования соединены с выходом второго цифроаналогового преобразователя и выходом второго нормирующего преобразователя, выход выделителя сигнала рассогласования через ПИД-регулятор и усилитель мощности соединен с электрогидравлическим преобразователем, выход вспомогательного регулятора соединен с вторым входом усилителя мощности, датчик силы через второй нормирующий преобразователь соединен с входом аналого-цифрового преобразователя, датчик линейных перемещений вибростола через третий нормирующий преобразователь соединен с входом аналого-цифрового преобразователя, электрогидравлический преобразователь соединен с силовым цилиндром.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 1609548, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство 1368271, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
