Изобретение относится к области изготовления изделий из термореактивного полимерного материала (ТПМ), а конкретно к разработке способа герметизации элементов формообразующей оснастки при изготовлении изделий из ТПМ, в том числе и из смесевого ракетного твердого топлива (СРТТ).
Формообразующая оснастка (оснастка) для изготовления изделий из ТПМ предназначена для получения изделия необходимой формы и размеров и должна обеспечить герметичность узлов уплотнения оснастки в процессе заполнения и отверждения изделия. Задача обеспечения герметичности узлов уплотнения оснастки становится сложной при наличии в конструкции изделия внутренних магистральных каналов.
На чертеже показана принципиальная схема расположения элементов оснастки и узла уплотнения в изделии с внутренним расположением магистралей.
Оснастка состоит из формообразующей иглы 1, крышки 2, которые соединяются с корпусом 3 через проставку 4 и бандаж 5. Из корпуса 3 выводится магистраль 6, свободный конец которой выступает от торцевой поверхности полимерного материала 7. Образующаяся полость в оснастке между крышкой 2 и магистралью 6 герметизируется составом 8. Герметизируемая полость в процессе отверждения закрывается технологической крышкой 9.
Анализом отечественной и зарубежной литературы установлено, что известен способ вулканизации при комнатной температуре в течение 12-72 часов (Химическая энциклопедия под ред. И.Л.Кнунянц, том 1, М., БРЭ, 1998, стр.534-535) герметиков на основе жидких линейных полисульфидных олигомеров, линейных полиорганосилоксандиолов, синтетических смол (фенолоформальдегидных, эпоксидных). Способ вулканизации обеспечивает получение герметиков с высокими механическими свойствами (с высокой твердостью).
Также известен способ герметизации изделий из полиметилметакрилата и полиэтилакрилата (патент РФ №1574617, 06.08.87.), который принят авторами в качестве наиболее близкого аналога, предусматривающий, с целью повышения прочности соединения нанесение слоя метилтриацетоксисилана толщиной 20-40 мкм и заливку поверхности изделия жидкой полисилоксановой композицией низкотемпературной вулканизации.
Использование данного способа герметизации изделий и известных аналогов приводит к поломкам конструкционных элементов изделия при разборке оснастки из-за высокой твердости герметика после окончания цикла полимеризации изделия, что является его недостатком.
Технической задачей изобретения является создание способа герметизации элементов формообразующей оснастки для изготовления изделия из термореактивного полимерного материала, обеспечивающего высокие механические свойства герметика в начале и низкие в конце отверждения изделия и тем самым обеспечивающего герметичность узла уплотнения оснастки до отверждения изделия и исключающего механическое воздействие на конструкционные элементы изделия при разборке оснастки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе герметизации элементов формообразующей оснастки для изготовления изделия из термореактивного полимерного материала, включающем заливку герметизирующего состава в полость, образованную в формообразующей оснастке, и его отверждение, особенность заключается в том, что используют герметизирующий состав на основе диметилсилоксанового каучука, отверждение герметизирующего состава ведут при температуре 15-35°С в течение 2-5 часов при контакте его с окружающей средой, после чего полость, заполненную герметизирующим составом, изолируют технологической крышкой и проводят отверждение при температуре отверждения изделия 50-90°С.
Наличие в описываемом способе герметизации элементов формообразующей оснастки для изготовления изделия из термореактивного полимерного материала совокупности действий, порядка их выполнения во времени и условиями, обеспечивающими возможность выполнения этих действий, позволяют в частности за счет:
- использования герметизирующего состава на основе диметилсилоксанового каучука обеспечить регулирование твердостью герметизирующего состава путем изменения параметров его отверждения;
- отверждения герметизирующего состава при температуре 15-35°С в течение 2-5 часов в условиях контакта с окружающей средой обеспечить высокие механические свойства герметика в начале отверждения изделия, исключить проход полимерной массы через узел уплотнения оснастки в процессе заполнения и отверждения изделия;
- отверждения герметизирующего состава, изолированного от окружающей среды технологической крышкой, при температуре отверждения изделия 50-90°С обеспечить низкие механические свойства герметика к концу процесса отверждения изделия. В процессе отверждения изделия под воздействием температуры (50-90°С) и давления в формообразующей оснастке происходит деструкция герметика с переходом его из твердого в жидкообразное, вязкотекучее состояние. Переход герметика в узле уплотнения оснастки в желеобразное состояние исключает механическое воздействие и поломку конструкционных элементов изделия при разборке оснастки.
Примеры конкретного исполнения способа приведены в таблице.
В опытах использован герметизирующий состав на основе диметилсилоксанового каучука, отвержденного в присутствии компонентов - тетраэтоксисилана и диэтилдикаприлата олова, взятых в соотношении (в вес.%) 1,0-2,5; 1,0-5,0 соответственно. Опыты проводились на образцах, форма и геометрические размеры которых соответствовали узлу уплотнения формообразующей оснастки, приведенному на чертеже, в следующем порядке: готовился состав герметика, заливался узел уплотнения и образец отверждался при температуре 8-40°С с открытой крышкой в течение 1-6 часов. Затем узел уплотнения закрывался технологической крышкой и термостатировался при температуре 50-90°С до истечения 10 суток. В процессе термостатирования периодически снималась крышка и контролировались физическое состояние и твердость образца.
Из анализа данных таблицы следует, что удалось выбрать такие режимы и последовательность выполнения способа, которые позволяют достичь поставленной технической задачи - обеспечить высокие механические свойства герметика в начале и низкие в конце термостатирования (опыты №№ 1-3). Отверждение образца с открытой крышкой менее 2 часов (опыт №4) и низкая температура отверждения образца с открытой крышкой (опыт № 5) не обеспечивает герметичность узла уплотнения из-за низкой начальной твердости состава. В опытах №№ 6, 7, на образцах, отвержденных с открытой крышкой в течение более 5 часов, и на образце, отвержденном при температуре выше 35°С с открытой крышкой (опыт №8), после термостатирования в течение 5-7 суток получены высокая твердость герметика, что не обеспечивает целостность конструкционных элементов изделия при разборке оснастки.
Применение способа герметизации элементов формообразующей оснастки для изготовления изделия из термореактивного полимерного материала обеспечивает герметичность узла уплотнения оснастки в процессе формования и отверждения изделий, исключает механическое воздействие на конструкционные элементы изделия при разборке оснастки.
Примеры исполнения способа герметизации элементов формообразующей оснастки
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ГЕРМЕТИЗАЦИИ ЭЛЕМЕНТОВ ФОРМООБРАЗУЮЩЕЙ ОСНАСТКИ | 2006 |
|
RU2303620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТЕРМОРЕАКТИВНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2314280C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ГЕРМЕТИЗАЦИИ | 2012 |
|
RU2502772C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2007 |
|
RU2361850C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2441861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2005 |
|
RU2303587C2 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА | 2006 |
|
RU2316527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2220935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2434830C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2444503C1 |
Изобретение относится к области изготовления изделий из термореактивного полимерного материала. Предложен способ герметизации элементов формообразующей оснастки для изготовления изделий из термореактивного полимерного материала, включающий заливку герметизирующего состава в полость, образованную в формообразующей оснастке, и его отверждение. В качестве герметизирующего состава используют состав на основе диметилсилоксанового каучука. Отверждение состава ведут при температуре 15-35°С в течение 2-5 часов при контакте его с окружающей средой, после чего полость, заполненную составом, изолируют технологической крышкой и проводят отверждение при температуре отверждения изделия 50-90°С. Изобретение обеспечивает герметичность узла уплотнения оснастки при заполнении изделия и исключает поломку конструкционных элементов изделия при разборке оснастки. 1 ил., 1 табл.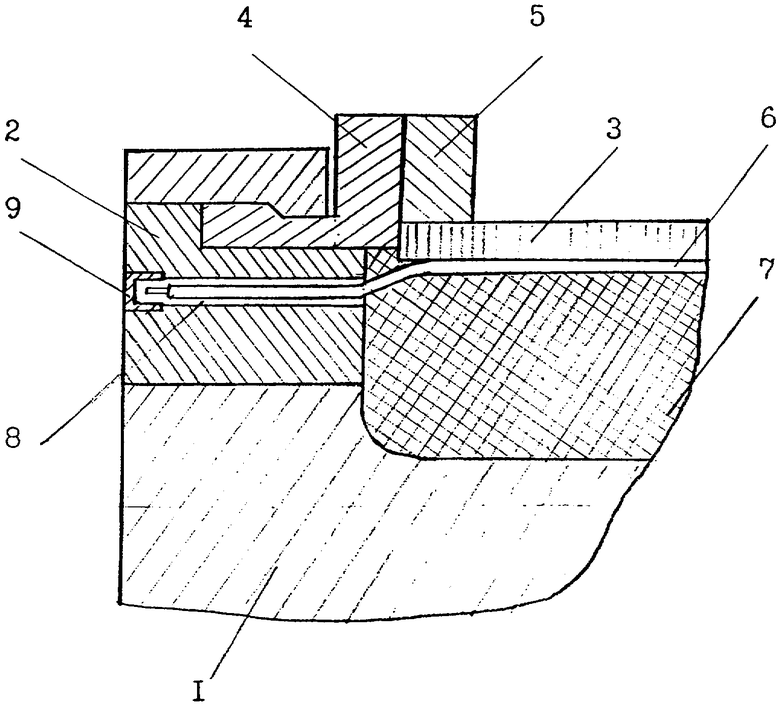
Способ герметизации элементов формообразующей оснастки для изготовления изделий из термореактивного полимерного материала, включающий заливку герметизирующего состава в полость, образованную в формообразующей оснастке, и его отверждение, отличающийся тем, что используют герметизирующий состав на основе диметилсилоксанового каучука, отверждение состава ведут при температуре 15-35°С в течение 2-5 ч при контакте его с окружающей средой, после чего полость, заполненную составом, изолируют технологической крышкой и проводят отверждение при температуре отверждения изделия 50-90°С.
| Способ герметизации изделий из полиметилметакрилата и полиэтилакрилата | 1987 |
|
SU1574617A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ герметизации изделия | 1990 |
|
SU1828805A1 |
| US 5047199 А, 10.09.1991 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 1999 |
|
RU2167135C2 |

