Изобретение относится к области восстановительных и упрочняющих методов обработки в машиностроении, а именно - к технологии и оборудованию, которые применяются в процессе ультразвуковой обработки наружного или внутреннего конического резьбового участка таких составных элементов нефтяной колонны, как насосно-компрессорная, бурильная и обсадная труба, или же таких, как переводник и муфта, посредством которых производится соединение труб в нефтяную колонну. Настоящее изобретение может быть использовано для восстановительно-упрочняющей ультразвуковой обработки резьбовых участков составных элементов нефтяной колонны после завершения их нормативной эксплуатации в скважине или же для упрочняюще-корректирующей ультразвуковой обработки резьбовой поверхности новых, т.е. только что изготовленных, составных элементов нефтяной колонны.
Известен способ ультразвуковой обработки конической резьбы деталей, в частности ниппельного конца насосно-компрессорной трубы (далее НКТ), при осуществлении которого ультразвуковое воздействие на обрабатываемый резьбовой участок проводят после окончания его свинчивания с резьбовым участком рабочего инструмента, которому вместе с колебаниями ультразвуковой частоты сообщают и продольное возвратно-поступательное перемещение, обеспечивающее поочередный прижим его резьбовых поверхностей к фронтальным (вставная поверхность конической резьбы) и к тыльным (нагрузочная поверхность конической резьбы) поверхностям резьбы обрабатываемого участка [1].
Основной недостаток этого способа, который предназначен в наибольшей степени для упрочняюще-корректирующей ультразвуковой обработки новых, т.е. еще не бывших в эксплуатации составных элементов нефтяной колонны, заключается в том, что навинчивание и развинчивание резьбовых участков инструмента и обрабатываемой детали, характеризующееся явлениями приработки с улучшением качества поверхности, проводят без ультразвукового воздействия.
В результате этого степень ультразвукового конструкционного упрочнения резьбовой поверхности обрабатываемого участка, качество ее обработки и глубина создаваемого упрочненного слоя не достигают возможного уровня показателей, который обеспечил бы обрабатываемому элементу наиболее высокие эксплуатационные возможности.
Известен также способ ультразвуковой обработки конической резьбы деталей, который достаточно эффективно может быть использован не только при обработке новых составных элементов нефтяной колонны, но и позволяет с достижением достаточно хороших результатов проводить восстановительно-упрочняющую ультразвуковую обработку элементов после их продолжительной эксплуатации в составе нефтяной колонны, т.е. таких элементов, которые имеют значительно деформированный резьбовой участок.
Данный способ, заключающийся в одновременно проводимых ультразвуковом воздействии на обрабатываемый резьбовой участок и пластическом деформировании его резьбовой поверхности, включает посадку резьбовых участков обрабатываемой детали и инструмента по вершинам их резьбы (глубина такой посадки применительно к нефтепромысловым трубам именуется также осевым натягом при установке ниппеля в муфту) и цикл операций с относительным винтовым перемещением резьбовых участков в направлениях навинчивания и развинчивания и преимущественно с выстоем свинченных участков при введении в ходе операции ультразвуковых колебаний в зоны контакта резьбовых участков, при осуществлении которого выполняют активный контроль глубины посадки резьбового участка инструмента на резьбовой участок детали, винтовое перемещение в ходе операции с навинчиванием останавливают при достижении предварительно заданного (рабочего) значения крутящего момента, цикл операций завершают при достижении заданного геометрического показателя, преимущественно натяга по калибру, причем ультразвуковые колебания начинают вводить во время первой операции с навинчиванием, продолжают при выстое и/или при развинчивании и заканчивают вводить колебания после достижения заданной глубины посадки резьбовых участков навинчиванием [2].
Данный способ принят за прототип. Недостатком этого способа является "запоздалое" начало ультразвукового воздействия - его начинают осуществлять только после завершения посадки участков на 90-95% нормативной глубины посадки навинчиванием. В результате этого недоиспользуются резервы конструкционного упрочнения резьбы упрочняюще-корректирующей ультразвуковой обработки. Недостаточно высока и плотность зон контакта резьбовых поверхностей, т.е. зон интенсивной обработки вставной (В) и нагрузочной (G) граней резьбы при неуправляемом делении сил прижима между фронтальной и тыльной гранями при контакте инструмента и детали в ходе цикла операций. Не эффективно окончание ультразвуковой обработки по критерию "годности по калибру", нормативно [3] применяемому для приемки вновь изготовленных резьбовых участков, поскольку требуется характеристика прочности на разрыв частично изношенного соединения, оцениваемой, например, классом резьбы по нормативным документам [4].
Данный способ ультразвуковой обработки конической резьбы деталей может быть осуществлен посредством установки, включающей станину с расположенными на ней упором-фиксатором положения торца детали, узлом зажима обрабатываемой детали и приводами, осуществляющими свинчивание обрабатываемого участка с инструментом и их развинчивание, каретку, установленную на станине с возможностью поступательного перемещения по направляющим, систему контролирующих датчиков, обеспечивающих измерение крутящего момента и глубины посадки резьбового участка инструмента на резьбовой участок детали, а также и ультразвуковую колебательную систему, которая с помощью механизма плавающей пружинной подвески установлена в каретке с возможностью вращательного и поступательного перемещения относительно ее геометрического центра и включает связанные между собой ультразвуковой преобразователь (например, магнитострикционный) и трубчатый или стержнеобразный рабочий инструмент, резьбовой участок которого расположен на его свободном конце [1].
Недостатком этой установки, которая принята в качестве прототипа, является отсутствие технических средств учета случайного разброса положений торца детали после остановки ее на упоре-фиксаторе и закрепления ее в узле зажима, неопределенное распределение усилий прижима инструмента к фронтальной и тыльной граням резьбы. Как следствие, увеличивается разброс итоговых значений натяга по калибру и рабочей высоты профиля резьбы на обработанных деталях, гарантированный ресурс деталей по износостойкости резьбы ниже возможного, запас прочности соединения на разрыв также ниже возможного.
Технический результат, на достижение которого направлено изобретение, состоит в увеличении ресурса нормальной службы резьбового участка детали по износостойкости и в повышении стабильности запаса прочности резьбы, в соответствии с ее классом по нормативным документам, что достигается повышением точности обработки резьбы и повышением стабильности показателей качества обработанной поверхности в рабочих контактных зонах резьбы.
Данный технический результат в способе ультразвуковой обработки конической резьбы деталей, преимущественно резьбового участка нефтепромысловой трубы, включающем подачу детали до остановки торца ее резьбового участка посредством упора-фиксатора, закрепление продольного положения детали узлом ее зажима, посадку резьбовых участков обрабатываемой детали и рабочего инструмента по вершинам их резьбы, цикл операций, включающих относительное винтовое перемещение резьбовых участков в направлениях навинчивания и развинчивания, при осуществлении которого контролируют глубину посадки резьбового участка инструмента на резьбовой участок детали, а ультразвуковое воздействие осуществляют, вводя колебания в зоны контакта резьбовых участков, преимущественно через инструмент, начиная ультразвуковое воздействие во время первой операции с навинчиванием и заканчивая его во время последней операции с развинчиванием не ранее одновременного достижения заданных значений рабочего крутящего момента и глубины посадки навинчиванием, согласно настоящему изобретению достигается за счет того, что при завершении посадки резьбовых участков инструмента и детали по вершинам резьбы измеряют глубину их посадки, относительное винтовое перемещение резьбовых участков выполняют с фронтальным или с тыльным прижимом их поверхностей, который осуществляют в продольном направлении относительно оси резьбового участка обрабатываемой детали, а при достижении заданного значения крутящего момента определяют величину разности между глубиной посадки резьбовых участков по навинчиванию и глубиной их посадки по вершинам резьбы, при этом ультразвуковое воздействие начинают осуществлять после завершения 1-3 оборотов вращения, следующих за посадкой резьбовых участков по вершинам их резьбы, а заканчивают его после одновременного достижения предварительно заданных значений рабочего крутящего момента, глубины посадки навинчиванием и величины разности между глубиной посадки резьбовых участков по навинчиванию и глубиной их посадки по вершинам резьбы.
Достижению указанного технического результата способствует и то, что переход от фронтального прижима к тыльному или от тыльного прижима к фронтальному выполняют, по меньшей мере, один раз, по завершении одного полного оборота вращения, прижим выполняют с длительностью не менее одного полного периода вращения, с усилием 0,5-10000 H, с постоянным или с изменяющимся (преимущественно на 25-50%) усилием, в частности, при монотонном изменении усилия прижима. При этом тыльный прижим начинают осуществлять не ранее завершения по меньшей мере одного оборота вращения в направлении навинчивания, следующего за посадкой резьбовых участков по вершинам резьбы.
Указанный технический результат в установке для ультразвуковой обработки конической резьбы деталей, преимущественно резьбового участка нефтепромысловой трубы, включающей станину, узел зажима обрабатываемой детали, каретку с узлом крепления рабочего инструмента, установленную на станине с возможностью возвратно-поступательного перемещения, приводные механизмы относительного вращения и поступательного продольного движения детали и инструмента, упор-фиксатор продольного положения торца детали в зоне обработки, средство измерения глубины посадки резьбовых участков в виде измерителя линейных перемещений и ультразвуковую колебательную систему, которая посредством корпуса и пружин механизма плавающей подвески установлена в каретке с возможностью ограниченных вращательного и поступательного движений относительно каретки и включает соединенные между собой ультразвуковой преобразователь и рабочий (стержнеобразный или трубчатый) инструмент, резьбовой участок которого расположен на его свободном конце и выполнен ответным резьбовому участку обрабатываемой детали, согласно настоящему изобретению достигается за счет того, что она дополнительно снабжена установленными преимущественно на каретке и связанными преимущественно с ультразвуковой колебательной системой датчиками-регуляторами фронтального и тыльного прижима, соединенными с цепью управления приводными механизмами, а средство измерения глубины посадки установлено с обеспечением дополнительной возможности взаимодействия с инструментом до начала первой операции с навинчиванием и измерения глубины посадки резьбовых участков по вершинам их резьбы.
Достижению указанного технического результата способствует и то, что средство измерения глубины посадки резьбовых участков установлено с возможностью попеременного взаимодействия с упором-фиксатором и с рабочим инструментом или с одним из элементов узла его крепления, а также и то, что приводной механизм продольного движения инструмента выполнен в виде двух силовых цилиндров, один из которых установлен на станине и связан с кареткой, а второй - установлен в каретке и связан с корпусом механизма подвески ультразвуковой колебательной системы.
Настоящее изобретение иллюстрируется следующими чертежами:
на фиг.1 представлен продольный разрез установки;
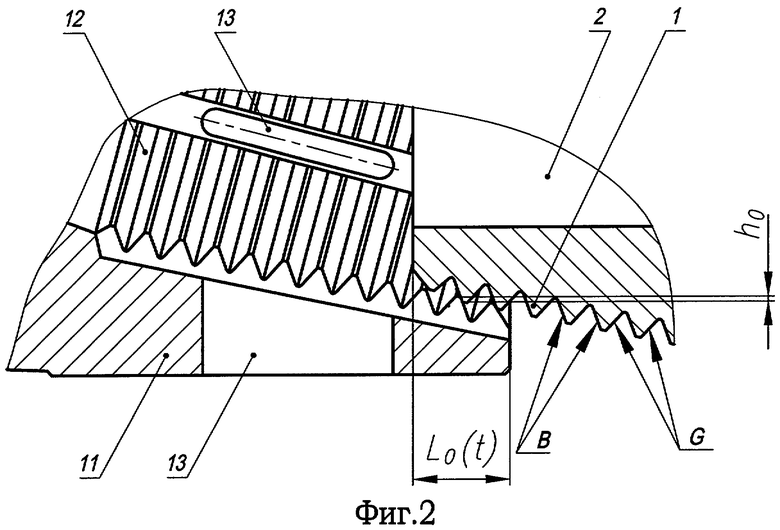
на фиг.2 показано расположение резьбовых участков обрабатываемой детали и инструмента в момент завершения их посадки по вершинам резьбы.
Ниже приводится пример конкретного выполнения установки для ультразвуковой обработки конического резьбового участка детали и пример осуществления предлагаемого способа в стационарных условиях, не исключающие других вариантов их выполнения в объеме формулы изобретения.
Установка для ультразвуковой обработки конической резьбы деталей (см. фиг.1), в частности, резьбового участка 1 ниппельного конца насосно-компрессорной трубы 2, оснащенная автоматизированной системой управления (далее АСУ), включает станину 3, выполненную с продольными направляющими 4, каретку 5, которая снабжена опорами в виде колес 6 и силовым пневмоприводом 7, сообщающим ей через кронштейн 8 продольное поступательное перемещение, ультразвуковую колебательную систему, которая посредством корпуса механизма подвески установлена в каретке 5, систему датчиков и расположенный на станине 3 пневмоцилиндр упора-фиксатора положения торца участка 1 и узел зажима трубы 2, а также привод, обеспечивающий вращение НКТ.
Ультразвуковая колебательная система установки включает непосредственно связанные между собой с помощью резьбовой шпильки (позицией не обозначена) источник ультразвуковых колебаний, образованный магнитострикционным преобразователем 9 и концентратором 10, выполненным с узловым фланцем, и сменный рабочий инструмент 11, выполненный трубчатым. Конический резьбовой участок 12 инструмента (см. фиг.2) расположен на внутренней поверхности его свободного конца, выполнен со стружкоотводящими выемками (позицией не обозначены) и со сквозными пазами 13. Резьбовой участок 12 по конусности и по параметрам профиля своей резьбовой поверхности соответствует нормативной внутренней резьбе муфтового составного элемента конического резьбового соединения.
Механизм подвески ультразвуковой колебательной системы образован бачком 14 охлаждения магнитострикционного преобразователя 9 (подводы охлаждающей среды и электропитания к преобразователю не показаны), подвижной в продольном направлении гильзой 15, выполненной в виде полого цилиндра, помещенного в кольцах 16, которые жестко соединены с корпусом каретки 5 и по скользящей посадке соединены с внешней поверхностью гильзы 15. Симметрично расположенные пружины 17 связывают внутреннюю поверхность гильзы 15 с внешней поверхностью бачка охлаждения 14 преобразователя и обеспечивают, в первом приближении, соосность расположения инструмента 11 и обрабатываемой трубы 2 перед началом их свинчивания.
На станине 3 жестко закреплен пневмоцилиндр 18, на штоке которого расположена пластина 19 упора-фиксатора.
Узел зажима НКТ смонтирован на стойке 20, жестко соединенной со станиной 3, и образован полым клиновым патроном 21, зажимными кулачками 22 и полым гидроприводом 23, обеспечивающим перемещение зажимных кулачков.
В установке привод вращения НКТ включает взаимосвязанные между собой электродвигатель 24, ведущую 25 и ведомую 26 шестерни, последняя из которых жестко соединена с патроном 21. Привод продольного перемещения механизма подвески ультразвуковой колебательной системы выполнен в виде пневмоцилиндра 27, который жестко закреплен на каретке 5 и штоком (позицией не обозначен) соединен с гильзой 15.
Система контроля работы установки, входящая в состав АСУ, включает датчик 28 крутящего момента, датчик 29 количества оборотов вращения, датчик 30 глубины (L(t), см. фиг.2) посадки резьбовых участков 1 и 12 друг на друга и два датчика прижима. Датчик 31 фронтального прижима и датчик 32 тыльного прижима установлены на внутренней поверхности гильзы 15. При этом датчики 31 и 32 связаны с кольцеобразной пластиной 33, закрепленной на бачке охлаждения 14 ультразвуковой колебательной системы, которая в полости гильзы 15 установлена на пружинах 17 и, вследствие этого, имеет возможность ограниченного вращения вокруг своей продольной оси, перемещений вдоль нее и в других направлениях относительно геометрического центра гильзы 15. Датчик 30 глубины посадки резьбовых участков закреплен на станине 3, а его подвижное измерительное звено (позицией не обозначено) установлено с обеспечением дополнительной возможности взаимодействия до начала навинчивания инструмента с фланцем концентратора 10, который во время работы установки совершает поступательное движение совместно с инструментом 11. В качестве датчика-индикатора соприкосновения детали 2 с пластиной 19 упора-фиксатора на ней установлен акселерометр 34 продольных перемещений, а в качестве датчика-индикатора 35 замедления относительного вращения на бачке 14 колебательной системы установлен акселерометр угловых ускорений.
При подготовке установки к работе, например после замены инструмента, производят настройку системы контролирующих датчиков на получение конической резьбы необходимого класса, например I класса, годной по стандарту, например [5], или соответствующей II или III классу по нормативным документам, например [4]. Для этого в позицию обрабатываемой детали устанавливают эталонные образцы резьбы, соответственно, I, II или III класса. Регулируют датчик 30 на соответствие показаний параметрам эталона. Например, для резьбы НК 73 гл. [3], годной по рабочей высоте профиля (h=1,336 мм) по норме [3], задают норму глубины L1 посадки навинчиванием (L1=48±2,5 мм при моменте 100±10 Нм и норму разности глубин посадки (L1-L0) задают равной 42,7±2,5 мм при измерении L0 в ходе относительного вращения с фронтальным поджимом (50 Н) в направлении развинчивания в момент скачкообразного перемещения инструмента к детали на величину, соизмеримую с шагом (Р) резьбы, когда начальное значение рабочей высоты профиля h0=КР, где К - конусность резьбы. Датчики 31 и 32 настраивают на порог срабатывания 50 Н.
В соответствии с группой прочности (Д) материала трубы и установленными режимами ультразвуковой обработки (частота 18,5 кГц, амплитуда 5±2 мкм) для комнатной температуры таймер АСУ настраивают на продолжительность ультразвуковой обработки при выстое резьбовых участков в навинченном положении, равную 40 сек, и на суммарную продолжительность обработки при выстоях, составляющую 120 сек.
В исходном положении каретка 5 находится в крайнем левом положении, зажимные кулачки 22 клинового патрона 21 разжаты, а шток пневмоцилиндра 18 с установленной на нем пластиной 19 упора-фиксатора с размещенным на ней датчиком 34 соприкосновения находится в его крайнем верхнем (рабочем) положении.
Процесс восстановительно-упрочняющей ультразвуковой обработки резьбового участка трубы, использованной в составе колонны НКТ, например трубы НК 73 гл. по ГОСТ [3], согласно предлагаемому способу может быть осуществлен следующим образом.
С помощью рольганга 36 ниппельный резьбовой участок 1 трубы 2 через полости гидропривода 23 и клинового патрона 21 подают в зону его обработки. При сигнале датчика 34 о соприкосновении торца участка 1 трубы с пластиной 19 отключают привод рольганга 36, и труба 2 под воздействием гидропривода 23 зажимается кулачками 22 клинового патрона 21. При этом с датчика 30 для уточненного контроля натяга по калибру [3] считывается и запоминается в АСУ показание поправки ΔL0 начала отсчета глубины посадки резьбовых участков. После этого пластина 19 упора-фиксатора пневмоцилиндром 18 отводится в ее нижнее (исходное) положение, а датчик 30 переключается на последующее взаимодействие с инструментом 11 через фланец концентратора 10. Включается силовой пневмоцилиндр 7 и через кронштейн 8 сообщает каретке 5 поступательное движение по направляющим 4, в результате чего рабочий инструмент 11 приближается к обрабатываемому участку 1 НКТ. По сигналу датчика 31 о завершении посадки по вершинам с заданным прижимом (50 Н) отключают привод 7. Включают электродвигатель 24 (60 об/мин) в направлении, соответствующем направлению вращения трубы при осуществлении развинчивания.
После завершения по таймеру АСУ двух периодов вращения трубы 2 (в направлении развинчивания), при котором дважды произойдет скачкообразное перемещение инструмента к детали на величину порядка шага Р резьбы, с датчика 30 считывается и запоминается максимальное показание глубины L0(t) посадки по вершинам резьбы, затем таймер, с учетом показаний датчика 31, выдает команды на реверсирование направления вращения электродвигателя 24 и на включение привода 7. Начинается навинчивание резьбовых участков трубы 2 и рабочего инструмента 11 при автоматическом поддержании датчиком 31 и АСУ постоянного фронтального прижима (50 Н), создаваемого приводом 7 через посредство пружин 17 подвеса. В ходе навинчивания подвижное измерительное звено датчика 30 глубины посадки контактирует своим торцом с поверхностью фланца концентратора 10, при этом датчик 30 передает свои показания L(t) в АСУ. После завершения двух периодов вращения в направлении навинчивания АСУ выдает команду ультразвуковому генератору, например УЗГ - 3-4, на "включение". АСУ обеспечивает регулированием привода 7 по датчику 31 поддержание постоянного усилия (50 Н) фронтального прижима в ходе ультразвуковой обработки. При этом ультразвуковые колебания (18,5 кГц, 5±2 мкм) от резьбового участка 12 инструмента 11 передаются зонам его контакта с участком 1 трубы, в результате чего осуществляется интенсифицированное ультразвуковое воздействие на вставную фронтальную грань (В) резьбовой поверхности с изменяющейся в ходе навинчивания и развинчивания рабочей высотой h профиля от h0=2 РК (см. фиг.2) до полной фактической по износу высоты профиля, вследствие чего происходит модифицирование физико-механических и профилометрических характеристик слоя металла в контактных зонах граней (В) резьбы.
В тот момент времени, когда при выполнении первой операции цикла с навинчиванием величина крутящего момента сопротивления вращению в первый раз, равно как и в последующие, достигнет заданного его значения (100±10 Нм), сработает датчик 28 и АСУ выдаст команды на остановку вращения, на выстой в течение 1-2 секунд и на последующее реверсирование направления вращения электродвигателя 24. Вследствие этого труба 2 совершает два полных оборота в направлении развинчивания, количество которых в АСУ задается по таймеру или по датчику 29, производится выстой 1-2 секунды. Затем вновь реверсируется направление относительного вращения. Оно продолжается в направлении навинчивания, до тех пор пока датчик 28 крутящего момента вновь не выдаст сигнала о достижении заданного значения крутящего момента. Такое реверсирование направлений относительного вращения при ультразвуковой обработке и создание фронтального прижима, например, с постоянным усилием (50 Н) при обработке сильно изношенных резьбовых поверхностей во время операций с навинчиванием и развинчиванием может проводиться несколько раз и повторяется до тех пор, пока АСУ не будет зафиксировано одновременное соответствие указанным заданным значениям крутящего момента (50 Нм), глубины L1 посадки навинчиванием (48,0±2,5 мм) и разности глубин посадки навинчиванием и по вершинам резьбы (L1-L0=42,7±2,5 мм). При этом электродвигатель 24 останавливается и проверяется соответствие суммарного времени ультразвуковой обработки при выстоях заданному минимуму (120 сек). Если указанный минимум не достигнут, то ультразвуковое воздействие на резьбовой участок при выстое продолжается в течение дополнительного (до суммарных 120 сек) времени, обеспечивающего на резьбовой поверхности обрабатываемого участка в контактных ее зонах требуемые физико-механические свойства, например, минимальную глубину модифицированного слоя толщиной в 20 мкм. При необходимости обработки НКТ особо ответственного назначения определяют уточненное значение глубины посадки навинчиванием L1 т по L1 за вычетом поправки ΔL0, по которому определяют уточненное значение Ат т натяга по резьбовому калибру Ат т=50,5 - (L1-ΔL0).
Затем включают электродвигатель 24 в направлении развинчивания и по измерению датчиком 30 уменьшения глубины посадки на 2 шага (Р) резьбы, что эквивалентно двум оборотам вращения, отключают ультразвуковой генератор и цепи управления приводами от датчиков-регуляторов прижима 31 и 32.
После разъединения резьбовых участков инструмента 11 и трубы 2, по сигналу датчика 31 или 32 об отсутствии прижима, каретка 5 под воздействием пневмоцилиндра 7 по направляющим 4 возвращается в свое исходное положение, а затем по команде таймера АСУ гидроцилиндр 23 отключается, кулачки 22 клинового патрона 21 разжимаются, и включается рольганг 36 на вывод трубы 2 из зоны обработки, а пневмоцилиндр 18 подает пластину упора-фиксатора 19 в рабочее положение.
К другим примерам конкретного осуществления настоящего изобретения в части устройства следует отнести создание механического контакта датчиков 31 фронтального прижима и 32 тыльного прижима непосредственно с рабочим инструментом 11, а в части способа к другим примерам можно отнести создание прижима одним пневмоцилиндром 27 или одновременно двумя пневмоцилиндрами 7 и 27, работающими одновременно или поочередно, создание только тыльного прижима или поочередно фронтального и тыльного прижимов с усилием в диапазоне от 0,5 до 10000 Н, а также и осуществление прижима с монотонно изменяющимся усилием или с началом осуществления фронтального или тыльного прижима после завершения по меньшей мере одного оборота вращения, следующего за посадкой резьбовых участков инструмента и детали по вершинам резьбы.
Сопоставительный анализ известного и предлагаемого способов ультразвуковой обработки конической резьбы деталей по документированным показателям повышения качества обработанной поверхности и точности рабочей высоты профиля, по меньшей мере, на 1 класс показывает значительные преимущества последнего из них. Эти преимущества позволяют повысить ресурс труб по количеству нормативных спуско-подъемных операций, проводимых на нефтяной скважине, по меньшей мере, в 4-5 раз при повышении надежности резьбовых соединений колонны.
Источники информации
1. Патент Российской Федерации №2191097, МПК В23G 1/22, 2002.
2. Патент Российской Федерации №2092291, МПК В23Р 6/00, 1992.
3. ГОСТ Р 52203-2004 Трубы насосно-компрессорные и муфты к ним.
4. РД 39-013-90 Инструкция по эксплуатации бурильных труб, Куйбышев, 1990 г.
5. ГОСТ 5286-75 Замки для бурильных труб.
Изобретение может быть использовано при восстановительно-упрочняющей обработке резьбового участка деталей, в частности, составных элементов нефтяной колонны. По завершении посадки резьбовых участков инструмента и детали по вершинам резьбы измеряют глубину их посадки. По достижении заданного значения крутящего момента определяют величину разности между глубиной посадки резьбовых участков по навинчиванию и глубиной их посадки по вершинам резьбы. Ультразвуковое воздействие осуществляют после завершения 1-3 оборотов вращения, следующих за посадкой резьбовых участков по вершинам их резьбы, а заканчивают после одновременного достижения заданных значений крутящего момента и указанной величины разности глубины посадки. Установка снабжена установленными кареткой и связанными с ультразвуковой системой датчиками-регуляторами фронтального и тыльного прижима, соединенными с цепью управления механическими приводами. Технический результат состоит в увеличении ресурса службы резьбового участка детали по износостойкости и в повышении стабильности запаса прочности резьбы. 2 н. и 12 з.п. ф-лы, 2 ил.
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092291C1 |
| СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ И/ИЛИ УПРОЧНЕНИЯ РЕЗЬБЫ НА ТРУБНОЙ ЗАГОТОВКЕ | 2001 |
|
RU2191097C1 |
| Способ ремонта конических резьб, преимущественно замковых резьб бурильных труб | 1987 |
|
SU1563884A1 |
| US 4420865 A1, 20.12.1983 | |||
| US 4751778 A1, 21.06.1988. | |||

