Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гнутых изделий из коротких толстостенных труб, в частности, типа колено.
Известен способ изготовления гнутых изделий из коротких труб в штампе, заключающийся в размещении в полости заготовки оправок и гибке ее деформирующим пуансоном (Ковка и штамповка: справочник /ред. А.Д. Матвеев. - М.: Машиностроение, 1987. - С.111, рис.57, в).
Недостатком этого способа является пониженное качество получаемых гнутых изделий вследствие возникновения растягивающих напряжений в стенке трубы на участке внешнего закругления, вызывающих утонение стенки трубы и большую вероятность появления трещин на этом участке.
Известен способ получения гнутых изделий из коротких труб в штампе, заключающийся в заполнении полости заготовки наполнителем и гибке ее деформирующим пуансоном посредством проталкивания через ручей штампа с противодавлением, прикладываемым к наполнителю (Ковка и штамповка: справочник /ред. А.Д. Матвеев. - М.: Машиностроение, 1987. - С.109-110, рис.54).
Названный способ имеет узкую сферу применения, так как он может быть осуществлен только при использовании очень коротких заготовок при гибке с большим радиусом закругления. В противном случае неизбежно заклинивание заготовки в ручье штампа в процессе гибки.
Известен также способ получения гнутых изделий из коротких труб в штампе, заключающийся в заполнении полости заготовки наполнителем и гибке ее деформирующим пуансоном в рычажной матрице. Гибку осуществляют с приложением к концевым участкам заготовки усилий, направленных перпендикулярно продольной оси заготовки, внешними плечами рычагов. Это позволяет облегчить процесс гибки трубы и дает возможность получать изделия с малыми углом гибки и радиусом закругления (Романовский В.П. Справочник по холодной штамповке /В.П. Романовский. - М. - Л.: Машиностроение, 1979. - С.77, рис.75).
Это техническое решение является наиболее близким к заявленному по совокупности существенных признаков (прототипом).
Существенным недостатком известного способа является повышенное качество получаемых изделий вследствие возникновения значительных растягивающих напряжений в стенке трубы на участке внешнего закругления, вызывающих утонение стенки трубы и большую вероятность появления трещин на этом участке.
Предлагаемым изобретением решается задача повышения качества изготовления гнутых изделий из коротких толстостенных труб.
Для достижения этого технического результата в способе изготовления гнутых изделий из коротких труб в штампе, заключающемся в заполнении полости заготовки наполнителем и гибке ее деформирующим пуансоном в рычажной матрице, гибку осуществляют с приложением к нижним половинам торцевых поверхностей заготовки противонаправленных сжимающих усилий кулачками, являющимися внешними концевыми элементами рычагов матрицы. При этом длину пути кулачка при повороте его на половину угла гибки заготовки определяют по формуле
где rк - радиус поворота кулачка;
αг - угол гибки заготовки, град.
Длину lк пути кулачка определяют с учетом смещения торцов заготовки в глубину рычажной матрицы в процессе гибки и компенсации утонения нижней стенки трубы на участке внешнего закругления:

где lсм - величина смещения торца заготовки в глубину рычажной матрицы в процессе гибки;
lсж - величина продольной деформации сжатия нижней стенки трубы на половине участка внешнего закругления, необходимая для компенсации утонения стенки трубы на этом отрезке участка.
Величину смещения lсм торца заготовки в глубину рычажной матрицы в процессе гибки определяют из геометрического соотношения:
где L - длина заготовки.
Величина lсж продольной деформации сжатия равна:

где lизг - длина участка внешнего закругления с учетом утонения стенки трубы;
l'изг - длина участка внешнего закругления при отсутствии утонения стенки трубы.
где К=0,94 - коэффициент утонения (6%) стенки трубы (Ковка и штамповка: справочник /ред. А.Д. Матвеев. - М.: Машиностроение, 1987. - С.111).

где m - длина концевого участка заготовки, не подвергаемого изгибу.
Процесс изготовления гнутых изделий из коротких толстостенных труб с приложением к нижним половинам торцевых поверхностей заготовки противонаправленных сжимающих усилий значительно снижает величину растягивающих напряжений в нижней стенке трубы на участке внешнего закругления, что значительно уменьшает утонение стенки трубы и исключает появление трещин на этом участке, т.е. существенно повышает качество получаемых изделий.
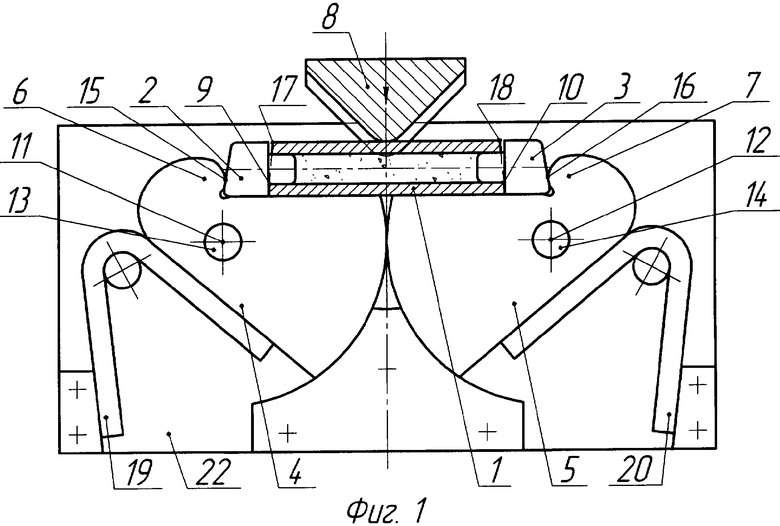
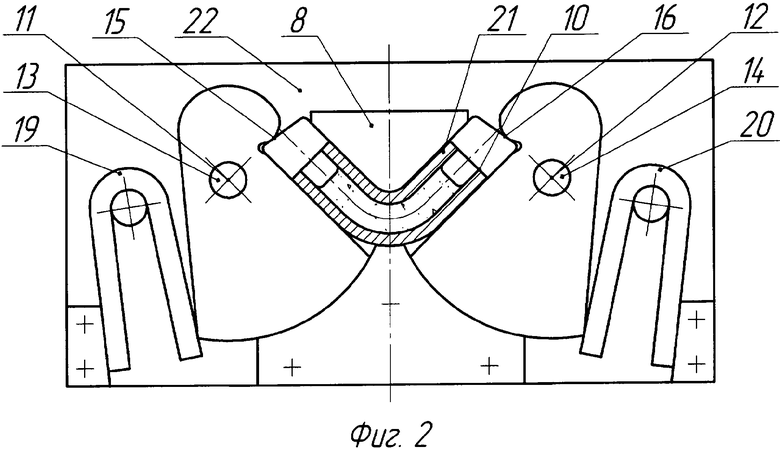
Способ изготовления гнутых изделий из коротких толстостенных труб в штампе поясняется чертежом, где на фиг.1 представлено положение основных объектов для осуществления способа в момент контакта деформирующего пуансона с исходным материалом; на фиг.2 - положение основных объектов в момент завершения формирования изделия.
Кроме того, на фиг.1 вертикальной стрелкой обозначено направление действия деформирующего пуансона на заготовку.
Способ изготовления гнутых изделий из коротких толстостенных труб в штампе осуществляется следующим образом.
Полость заготовки 1 заполняют наполнителем, например кварцевым песком, с обеих сторон заглушают заглушками 2 и 3. Затем заготовку 1 укладывают в ручьи матрицы, выполненной в виде рычагов 4 и 5, между кулачками 6 и 7 (см. фиг.1). Далее под действием деформирующего пуансона 8, на рабочей поверхности которого также выполнен ручей, осуществляют гибку заготовки 1 с приложением к нижним половинам 9 и 10 торцовых поверхностей заготовки 1 противонаправленных сжимающих усилий кулачками 6 и 7, являющимися внешними концевыми элементами рычагов матрицы 4 и 5 (см. фиг.2). При этом кулачки 6 и 7, поворачиваясь вокруг центров 11 и 12 осей 13 и 14 рычагов 4 и 5, своими точками 15 и 16 контакта с заглушками 2 и 3 перемещаются на длину пути соответственно половине угла гибки заготовки 1 и радиусу поворота кулачка, равному расстоянию от точки 15 или 16 контакта кулачка 6 (7) центра 11 (12) оси 13 (14) (фиг.1).
В процессе гибки кулачки 6 и 7 воздействуют через заглушки 2 и 3 на нижние половины 9 и 10 торцовых поверхностей заготовки 1, создавая противонаправленные сжимающие усилия преимущественно вдоль нижней стенки заготовки 1, так как точки 15 и 16 контакта кулачков 6 и 7 с заглушками 2 и 3 располагают на уровне середин нижних половин 9 и 10 торцовых поверхностей заготовки 1. Концентрации сжимающих напряжений в нижней стенке заготовки 1 способствуют также скосы 17 и 18, выполненные на верхних половинах торцовых поверхностей заготовки 1 (см. фиг.1).
Величина скосов 17 и 18 торца заготовки 1 должна соответствовать величине lсж продольной деформации сжатия нижней стенки заготовки 1 на половине участка внешнего закругления (см. пояснения к формуле (2)). Угол γ скоса верхней половины торцовой поверхности заготовки 1 находят из выражения:
где Dн - наружный диаметр трубы.
Рычаги 4 и 5, поворачиваясь на осях 13 и 14, сжимают упругие элементы 19 и 20, которые после гибки возвращают рычаги 4 и 5 в исходное положение (см. фиг.1). Полученное изделие - колено 21 - снимают с рычагов 4 и 5. Все основные объекты для реализации способа монтируют на вертикальной стойке 22, связанной с другой вертикальной стойкой (на чертеже не показана).
Пример. Проведена опытная гибка труб в рычажной матрице. Наружный диаметр трубы Dн=96 мм, длина заготовки L=315 мм, толщина стенки трубы t=18 мм. Материал - сталь 45. Угол гибки αг=90°. Температура нагрева участка гибки 1100°С. Полость трубы предварительно заполнена кварцевым песком.
Длину lк пути поворота кулачка рассчитывают по формуле (2) в следующем порядке:
1) определяют величину lсм смещения торца заготовки по формуле (3):

2) по формуле (6) определяют длину l'изг участка внешнего закругления при отсутствии утонения стенки трубы:
l'изг=L-2m=315-2·72=171 мм;
m=1,2Dв=1,2·60=72 мм;
внутренний диаметр Dв трубы равен Dв=Dн-2·t=96-2·18=60 мм;
3) находят длину lизг участка внешнего закругления с учетом утонения стенки трубы по формуле (5):

4) по формуле (4) рассчитывают величину 1 сж продольной деформации сжатия:
lсж=0,5(lизг-l'изг)=0,5·(182-171)=5,5 мм;
5) определяют по формуле (2) длину lк пути кулачка:
lк=lсм+lсж=64,5+5,5=70 мм;
6) используя формулу (1) рассчитывают радиус rк поворота кулачка:

7) рассчитывают угол γ скоса верхней половины торцовой поверхности заготовки по формуле (7):

В результате гибки получены изделия хорошего качества без заметного утонения нижней стенки на участке внешнего закругления. При этом угол скоса верхней половины торцовой поверхности изделия закрывается. Дефекты не наблюдались.
Таким образом, изготовление гнутых изделий из коротких толстостенных труб с приложением к нижним половинам торцовых поверхностей заготовки противонаправленных сжимающих усилий позволяет уменьшить утонение стенки трубы на участке внешнего закругления и исключить возможность появления трещин на внешней поверхности трубы на этом участке, т.е. существенно повысить качество изделий. Кроме того, предлагаемое техническое решение расширяет технологические возможности процесса гибки труб, так как позволяет осуществлять гибку заготовок с малыми углами гибки и радиусами закругления.
Предлагаемый способ может быть использован также для производства изделий из коротких толстолистовых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ИЗДЕЛИЯ С КОНЦЕВЫМИ УТОЛЩЕНИЕМ И ЗАОСТРЕНИЕМ | 2006 |
|
RU2325244C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 2011 |
|
RU2481915C1 |
| СПОСОБ ГИБКИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2012 |
|
RU2486982C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН В ШТАМПЕ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ | 2009 |
|
RU2399456C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| Штамп для гибки скоб и калибровки их угловых частей | 1990 |
|
SU1750791A1 |
| Способ штамповки полых изделий с наружным фланцем | 1988 |
|
SU1669630A1 |
| Гибочный штамп | 1990 |
|
SU1724407A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления гнутых изделий из коротких толстостенных труб. Полость заготовки заполняют наполнителем и осуществляют гибку в рычажной матрице деформирующим пуансоном. При этом к нижним половинам торцовых поверхностей заготовки прикладывают противонаправленные сжимающие усилия кулачками в виде внешних концевых элементов рычагов матрицы. Длину пути каждого кулачка при повороте на половину угла гибки заготовки определяют по приведенной формуле. В результате обеспечивается повышение качества гнутых изделий. 2 ил.
Способ изготовления гнутых изделий из коротких толстостенных труб в штампе, включающий заполнение полости заготовки наполнителем и гибку ее в рычажной матрице деформирующим пуансоном, отличающийся тем, что гибку осуществляют с приложением к нижним половинам торцовых поверхностей заготовки противонаправленных сжимающих усилий кулачками в виде внешних концевых элементов рычагов матрицы, причем длину пути кулачка при повороте его на половину угла гибки заготовки определяют по формуле
где rк - радиус поворота кулачка;
αг - угол гибки заготовки, град.
| РОМАНОВСКИЙ В.П | |||
| Справочник по холодной штамповке | |||
| - Ленинград, Машиностроение, 1979, с.77 | |||
| Способ гибки труб | 1976 |
|
SU614846A1 |
| Способ гибки труб | 1977 |
|
SU659234A1 |
| Способ гибки трубок | 1960 |
|
SU141730A1 |
| JP 7328726 A, 19.12.1995 | |||
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |

