Изобретение относится к обработке металлов давлением, в частности к гибке U-об- разных деталей из.пластичных металлов на штампах.
В различных металлоконструкциях, конвейерах и т.п. встречаются гнутые U-об- разные детали невысокой точности, порядка 14 квалитета, и в небольшом количестве (мелкой серией), для изготовления которых необходимы штампы.
Известна конструкция простого гибочного штампа, содержащего пуансон, матрицу, упоры, применение которой для случая U-образной гибки затруднено необходимостью преодоления при извлечении согнутой детали значительных сил, удерживающих ее в матрице.
Указанный недостаток устранен в гибочных штампах, оснащенных выталкивателем. Так, известны штампы для гибки деталей, которые состоят из верхней и нижней плит, колонок и втулок, пуансона, матрицы с установочными упорами и выталкивателя, приводимого в действие буферным устройством.
В этих штампах освобождение детали из матрицы осуществляется выталкивателем.
Известен также гибочный штамп, содержащий подвижный пуансон и составную матрицу с упорами для установки изгибаемой заготовки, одна часть которой выполнена в виде кулачков с рабочим участком, установленных с возможностью ограниченного поворота вокруг оси, на осях кулачков имеются пружины, а вторая часть матрицы выполнена в виде неподвижно установленной колодки с гибочными кромками и полостью с цилиндрическим дном. В этом штампе освобождение согнутой детали осуществляется за счет пружин, приводящих в действие кулачки.
Известный гибочный штамп, как и указанные штампы, оснащенные выталкивателем, сложен по конструкции и в изготовлении, следствие чего - его дороговизна и высокая себестоимость изгибаемых деталей.
Цель изобретения - снижение себестоимости изготовления U-образных деталей путем упрощения конструкции штампа.
Указанная цель достигается тем, что в известном гибочном штампе, содержащем подвижный пуансон и оснащенную упорами для установки изгибаемой заготовки составную матрицу, одна часть которой выполнена в виде кулачка с рабочим участком и установленного с возможностью ограниченного поворота вокруг оси, а вторая выполнена в виде неподвижно установленной
колодки с гибочной кромкой и полостью с цилиндрическим дном, эта часть матрицы выполнена с торцовым пазом, кулачок установлен в торцовом пазу матрицы с возможностью взаимодействия с дном паза со стороны пуансона, рабочий участок кулачка выполнен в виде полуцилиндрического выступа с радиусом,равным радиусу гибочной кромки неподвижной части матрицы, а его
ось поворота закреплена на станках паза ниже центра радиуса полуцилиндрического выступа причем, в полости неподвижной части матрицы со стороны кулачка выполнена ступень - освобождение от ее зеркала до
уровня, расположенного ниже центра радиуса цилиндрического дна полости матрицы на величину, большую чем 0,1 величины этого радиуса.
На фиг. 1 изображен гибочный штамп,
общий вид; на фиг. 2 - то же,.нижняя часть. Гибочный штамп состоит из пуансона 1, выполненной в виде неподвижной колодки матрицы 2, в правой стороне которой сделано углубление и торцовый паз, в котором
установлен кулачок 3 с возможностью ограниченного поворота на оси 4 и с возможностью взаимодействия с дном паза со стороны пуансона. Рабочий участок кулачка выполнен в виде полуцилиндрического выступа с радиусом гк, равным радиусу гибочной кромки неподвижной части матрицы гм, плечи кулачка конструктивно уравновеша- ны относительно оси поворота, а его ось закреплена на стенках паза ниже центра
радиуса полуцилиндрического выступа на величину h:
Г-SinOo
h lf+
cos a
где I - расстояние от рабочего участка кулачка до его оси;
f- коэффициент трения между кулачком и изгибаемой деталью;.
г- радиусоси кулачка, r :
d -диаметр оси кулачка;
Оо -угол трения между кулачком и осью, Оо arc tg f0;
fo - коэффициент трения между кулач- ком и осью;
а- угол трения между кулачком и изгибаемой деталью,
tg f.
в полости же неподвижной части матрицы со стороны кулачка выполнена ступень от ее зеркала до уровня, расположенного ниже центра радиуса цилиндрического дна полости матрицы на величину, большую чем 0,1 величины этого радиуса и равную
hi Rwsin2aoi7
где RM - радиус цилиндрического дна полости матрицы;
угол трения между матрицей и согнутой деталью,
ooi arc tg foi;
foi коэффициент трения между матрицей и согнутой деталью.
На матрице также имеются упоры 5 и 6, служащие для необходимой установки изгибаемой заготовки, а в нижней части полости матрицы выполнен паз для удаления согнутой детали толкателем, расположенным против полости матрицы.
Работа на штампе осуществляется следующим образом.
Заготовка устанавливается на верхней поверхности матрицы 2 по упорам 5 и 6 и производится гибка, в начале которой кулачок 3 неподвижен и прижимается изгибаемой деталью к дну торцового паза матрицы со стороны пуансона, далее при продвижении пуансона 1 на участке от линии совмещения центров радиусов матрицы гн , кулачка гк и пуансона г,, в одну прямую, до нижней точки рабочей полости матрицы кулачок также неподвижен, пружинно поджат изгибаемой деталью и находится в состоянии неустойчивого равновесия на оси 4. При ударе в конце хода пуансона кулачок выходит из состояния неустойчивого равновесия и поворачивается вверх, освобождая согнутую деталь, которая, благодаря наличию в полости неподвижной части матрицы со стороны кулачка.ступени, выполненной от зеркала матрицы до уровня, расположенного ниже центра радиуса цилиндрического дна полости матрицы на величину hi, при которой исключается заклинивание согнутой детали, свободно извлекается из штампа любым толкателем, расположенным против полости матрицы или пневмосду- вом.
Выполнение неподвижной части матрицы с торцовым пазом с установкой кулачка
в торцовом пазу матрицы с возможностью взаимодействия с дном паза со стороны пуансона, выполнение рабочего участка кулачка в виде полуцилиндрического выступа с
радиусом, равным радиусу гибочной кромки неподвижной части матрицы, закрепление оси поворота кулачка на стенках паза ниже центра радиуса полуцилиндрического выступа кулачка и наличие в полости неподвижной части матрицы со стороны кулачка ступени от ее зеркала до уровня, расположенного ниже центра радиуса цилиндрического дна полости матрицы на величину, большую чем 0,1 величины этого радиуса,
позволили значительно упростить конструкцию штампа и, как следствие этого, снизить себестоимость изгибаемых деталей. Формула изобретений Гибочный штамп для гибки U-образных
деталей, содержащий подвижный пуансон и составную матрицу с упорами для установки изгибаемой заготовки, одна часть которой выполнена в виде кулачка с рабочим участком, установленного с возможностью ограничейного поворота вокруг оси, а вторая часть матрицы выполнена в виде неподвижно установленной колодки с гибочной кромкой и полостью с цилиндрическим дном, о тл ича ющийся тем, что, с целью
снижения себестоимости изготовления деталей путем упрощения конструкции штампа, неподвижная часть матрицы выполнена с торцовым пазом, кулачок установлен в торцовом пазу с возможностью взаимодействия с дном паза со стороны пуансона, рабочий участок кулачка выполнен в виде полуцилиндрического выступа с радиусом, равным радиусу гибочной кромки неподвижной части матрицы. , а его ось закреплена на стенках паза ниже центра радиуса полуцилиндрического выступа, причем в полости неподвижной части матрицы со стороны кулачка выполнена ступень от зеркала матрицы до уровня, расположенного ниже
центра радиуса цилиндрического дна полости матрицы на величину большую, чем 0,1 величины этого радиуса.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный штамп для пробивки,надрезки,последовательной гибки и отрезки | 1981 |
|
SU1007788A1 |
| Штамп для гибки | 1986 |
|
SU1315079A1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |
| Штамп для гибки | 1985 |
|
SU1444028A1 |
| Штамп для гибки деталей | 1985 |
|
SU1287967A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
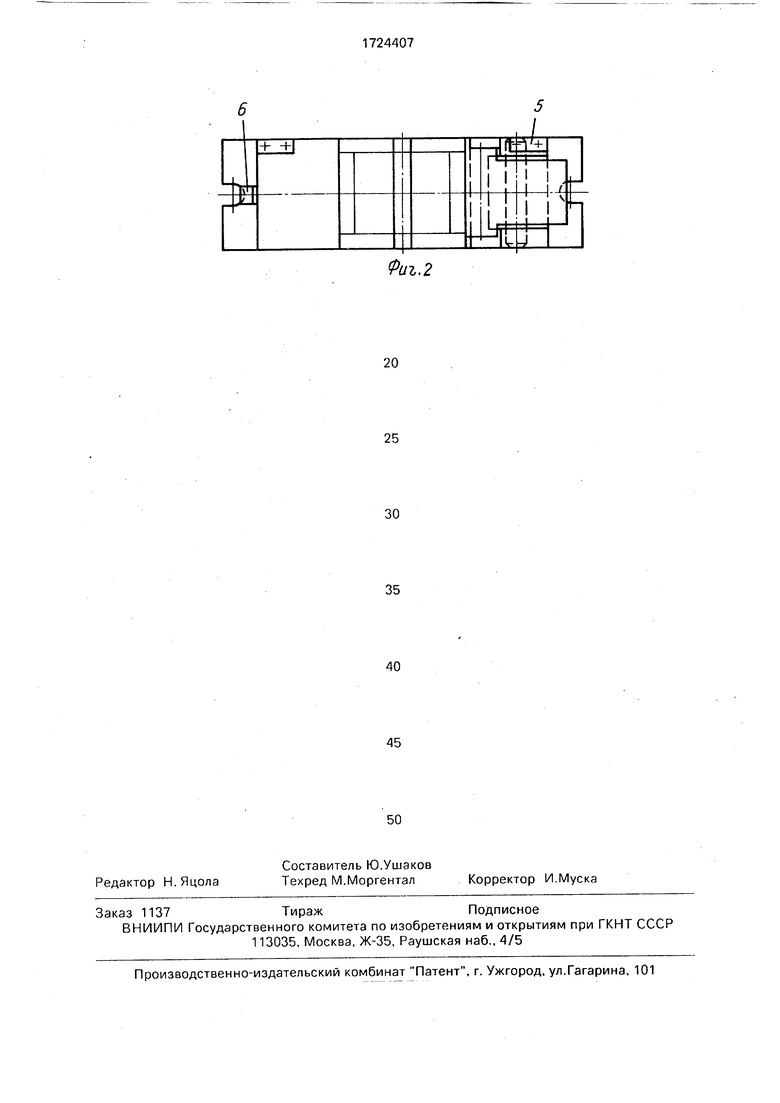
Использование: при гибке U-образных деталей из пластичных металлов. Сущность изобретения: гибочный штамп состоит из подвижного пуансона 1 и составной матрицы 2 с упорами для установки изгибаемой заготовки. Одна часть составной матрицы выполнена в виде кулачка 3 с рабочей поверхностью, имеющего ось 4 и установленного с возможностью ограниченного поворота, а другая выполнена с полостью, гибочной кромкой и установлена неподвижно. Эта часть матрицы выполнена с пазом, кулачок установлен в пазу матрицы, а его ось закреплена на стенках паза, кулачок выполнен с возможностью взаимодействия с дном паза со стороны пуансона, рабочая часть кулачка выполнена в виде полуцилиндрического выступа со стороны пуансона, рабочая поверхность кулачка размещена на выступе и выполнена с радиусом, равным радиусу закругления гибочной кромки неподвижной части матрицы, а центр оси поворота кулачка расположен ниже центра радиуса закругления выступа кулачка. В матрице со стороны кулачка выполнено освобождение от ее зеркала до уровня, расположенного ниже центра радиуса закругления полости матрицы на величину, большую чем 0,1 величины этого радиуса. 2 ил. сл
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| - Л.: Машиностроение, 1971,0 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Спускная труба при плотине | 0 |
|
SU77A1 |
