Изобретение относится к области дефектоскопии и может быть использовано при радиографическом контроле сварных соединений.
Известен способ оценки размеров дефекта в направлении просвечивания, основанный на визуальном сравнении оптических плотностей изображений канавок эталона-имитатора и выявляемых на снимке дефектов контролируемого сварного соединения (Румянцев С.В. Радиационная дефектоскопия, М., Атомиздат, 1974, стр.62-263).
Способом, наиболее близким по своей технической сути заявляемому и принятым в качестве прототипа, является способ оценки размеров дефектов в направлении просвечивания (патент РФ №2240538, МПК G01N 23/18, официальный бюллетень ФСпоИСПТЗ «Изобретения. Полезные модели» №32 (111), 2004 года), основанный на установке на контролируемое изделие эталонов-имитаторов с эталонными дефектами различной ширины, но одинаковой глубины, фотометрировании полученного снимка, построении по данным фотометрирования изображений эталонных дефектов кривой распределения ΔD/γD=f(b), где ΔD - контраст изображения дефекта, γD - коэффициент контрастности радиографической пленки в районе изображения дефекта, b - ширина эталонного дефекта, и оценке размера реальных дефектов в направлении просвечивания путем сравнения распределения ΔD/γD=f(b) для эталонных дефектов и фотометрически замеренных значений ΔD/γD реальных дефектов.
Задачей, на решение которой направлено заявляемое изобретение, является снижение трудоемкости, повышение надежности и точности оценки размеров дефектов в направлении просвечивания.
Поставленная задача решается за счет того, что в способе оценки размера дефекта в направлении просвечивания Δdр.д., заключающемся в радиографировании эталонных и реальных дефектов, фотометрировании полученных изображений (при ширине изображения не менее требуемой чувствительности контроля k, мм) и сравнении значений их контрастов ΔD, отнесенных к коэффициенту контрастности γD, выполняют следующие операции:
1) предварительно строят или выбирают из ранее построенных зависимости величины ΔD/γD эталонных канавок и эталонных отверстий от ширины b (диаметра ⊘) эталонного дефекта, соответствующие просвечиваемой толщине контролируемого изделия, которые получают по данным фотометрирования радиографических снимков образцов с эталонными канавками и отверстиями различной ширины (диаметра), но одинаковой глубины, просвеченных при заданных параметрах радиографического контроля изделия;
2) просвечивают контролируемое изделие с размещенным на нем каким-либо эталонным дефектом - канавкой, отверстием, выступом, проволочкой известного размера Δdэт.д - и по полученному снимку фотометрически замеряют величины ΔD/γD эталонного (эт.д) и реальных (р.д) дефектов;
3) определяют поправочный коэффициент, учитывающий различие в ширине сравниваемых эталонного и реальных дефектов
kb=(ΔD/γD)распр. (b, ⊘)эт.д./(ΔD/γD)распр. (b.⊘)р.д.,
где (ΔD/γD)распр. (b, ⊘)эт.д., (ΔD/γD)распр. (b.⊘)р.д. - ординаты кривой распределения ΔD/γD=f(b, ⊘) при значениях абцисс соответственно b(⊘)=b(⊘)эт.д. и b(⊘)=b(⊘)р.д., при этом для эталонного дефекта типа отверстия используется зависимость ΔD/γD=(ΔD/γD)распр.(отв)=f(⊘) для цилиндрических отверстий, а для эталонного дефекта типа канавки, выступа, проволочки - зависимость ΔD/γD=(ΔD/γD)распр.кан=f(b) для прямоугольных канавок;
4) определяют поправочный коэффициент, учитывающий различие в форме (соотношение l/b длины дефекта к его ширине) сравниваемых эталонного и реальных дефектов

где  - ординаты кривой распределения ΔD/γD=f(b, ⊘),соответствующего применяемому эталонному элементу (отверстие, канавка) при b=bр.д. или ⊘=⊘р.д., а величину
- ординаты кривой распределения ΔD/γD=f(b, ⊘),соответствующего применяемому эталонному элементу (отверстие, канавка) при b=bр.д. или ⊘=⊘р.д., а величину
 определяют интерполированием по длине реального дефекта bр.д.≤lр.д.≤3bр.д. или bр.д.≤lр.д.≤10 мм при 3bр.д.≥10 мм между точками кривых зависимостей
определяют интерполированием по длине реального дефекта bр.д.≤lр.д.≤3bр.д. или bр.д.≤lр.д.≤10 мм при 3bр.д.≥10 мм между точками кривых зависимостей
ΔD/γD кан=f(b) и ΔD/γD отв=f(⊘) на линии b(⊘)=bр.д., при этом
[ΔD/γD]интерполир=ΔD/γD кан при lр.д.≥3bр.д. или lр.д.≥10 мм и
[ΔD/γD]интерполир=ΔD/γD отв при lр.д.≥bр.д.;
5) определяют размер в направлении просвечивания реального дефекта по выражению Δdр.д.=kз kв kф [(ΔD/γD)р.д./(ΔD/γD)эт.д.]Δdэт.д., где коэффициент kз=l для пустотелых дефектов (поры, непровары, утяжины, проплавы) и kз=μ/(μ-μд)≅ρ/(ρ-ρд) для дефектов с заполнением (шлаковые включения), μ, μд.; ρ, ρд - соответственно линейные коэффициенты ослабления излучения и плотность для основного металла и вещества заполнения дефекта.
Сущность изобретения поясняется графиком.
На чертеже показана зависимость контраста изображения ΔD/γD эталонных дефектов типа прямоугольных канавок и цилиндрических отверстий от поперечного размера дефекта b, ⊘; стальной образец с просвечиваемой толщиной d=40 мм, гамма-источник Ir-192, радиографическая пленка D4, параметры радиографирования соответствуют требованиям ГОСТ 7512-82, чувствительность контроля по проволочному эталону k=⊘пр.эт. min=0,5 мм.
Представленные на чертеже зависимости ограничены диапазоном поперечных размеров дефектов b(⊘)≥k, поскольку при ширине изображения дефекта менее требуемой чувствительности контроля оценка по снимкам размера Δdр.д. не может считаться достаточно надежной из-за перекрытия геометрической и собственной нерезкостей с противоположных сторон(границ) изображения и возрастания погрешностей фотометрирования.
Зависимость контраста изображения ΔD/γD дефекта заданной ширины b от его длины l, т.е. от соотношения l/b, имеет место при l/b≤3 (l<10 мм) и практически не наблюдается при l/b>3 и l>10 мм (см. Зуев В.М. Оценка выявляемости дефектов при радиографическом контроле сварных соединений, Дефектоскопия, 1997, №12, стр.33-42, а также фиг.1).
Пример конкретного выполнения способа.
Заявленным способом проводилась оценка размеров в направлении просвечивания дефектов типа непроваров, вертикально (в направлении просвечивания) вытянутых пор (свищей) и шлаковых включений при радиографировании труднодоступного для контроля сварного соединения толщиной 40 мм. Просвечивание проводилось гамма-излучением источника Ir-192 на радиографическую пленку D4. Параметры радиографирования соответствовали требованиям ГОСТ 7512-82. Чувствительность контроля по проволочному эталону k=⊘пр.эт. min=0,5 мм. Дополнительно для целей оценки Δdр.д. был установлен канавочный эталон №3 по ГОСТ 7512-82 (канавки одинаковой ширины b=3 мм).
Предварительно проводилось просвечивание стального образца толщиной 40 мм с установленными на нем эталонами-имитаторами с канавками и отверстиями глубиной Δd=3 мм и шириной b, ⊘=0,5; 1; 2; 3; 5; 10; 20 мм (длина канавок l=20 мм). Источник излучения - Ir-192, радиографическая пленка D4, чувствительность контроля k=⊘пр.эт. min=0,5 мм. По данным фотометрирования снимков построены зависимости ΔD/γD кан.,отв=f(b, ⊘), которые представлены на чертеже (в относительном выражении).
Для радиографической пленки типа D4 в рабочем диапазоне оптической плотности D=1-4 коэффициент контрастности γD≅kD, где k=const, что позволяет при оценке Δdр.д. вместо значений ΔD/γD использовать непосредственно замеряемые по снимку значения ΔD/Dф, где Dф - оптическая плотность фона.
В рассматриваемом примере реальные дефекты сравнивались с эталонной канавкой глубиной Δdэт.д.=4 мм, шириной bэт.д.=3 мм, длиной lэт.д.=14 мм (стандартный канавочный эталон). Фотометрически замеренное значение ΔD/Dэт.д. ф=0,07.
На снимках сварного соединения были выявлены дефекты:
непровар Н30 длиной l=30 мм, шириной b=5 мм, ΔD/DH30 ф=0,07;
непровар H15 длиной l=15 мм, шириной b=0,7 мм, ΔD/DH15 ф=0,07;
пора (свищ) П1,2 диаметром ⊘=1,2 мм, ΔD/DП1,2 ф=0,07;
шлаковое включение Ш5×3 длиной l=5 мм, шириной b=3 мм, ΔD/DШ5×3 ф=0,03.
С помощью графиков зависимостей ΔD/γD=f(b, ⊘), представленных на чертеже, были определены значения поправочных коэффициентов kв и kф:
kв Н30=0,71/0,77=0,92; kф Н30=1,00;
kв Н15= 0,71 /0,62=1,15; kф Н30=1,00;
kв П1,2= 0,71 /0,65=1,10; kф П1,2=0,65/0,55=1,18;
kв Ш5×3=0,71/0,71=1,0; kф Ш5×3=0,71/0,68=1,04.
Коэффициент заполнения для шлаковых включений в стали при ρст=7,8 г/см3, ρш≅2,3 г/см3 составляет: kз≅ρст/(ρст-ρш)=7,8/5,5≅1,4.
Размер дефектов в направлении просвечивания, рассчитанный по выражению Δdр.д.=kз kв kф [(ΔD/γD)р.д./(ΔD/γD)эт.д.]Δdэт.д. составил:
ΔdН30=0,92×[0.07/0,07]×4=3,7 мм;
ΔdН15=1,15×[0,07/0,07]×4=4,6 мм;
ΔdП1,2=1,10×1,18×[0,07/0,07]×4=5,2 мм;
ΔdШ5×3=1,4×1,04×[0,03/0,07]×4=2,5 мм.
Приведенный пример показывает необходимость при оценке по снимку размеров дефектов в направлении просвечивания учета различий в поперечных размерах и форме сравниваемых эталонных и реальных дефектов. При оценке размера Δdр.д. лишь по соотношению контрастов или оптических плотностей изображений эталонных и реальных дефектов, что имеет место в применяемом на практике методе дефектометров, указанные выше дефекты Н30; Н15; П1,2 были бы классифицированы (ΔD/Dр.д. ф=ΔD/Dэт.д. ф=0,07) как имеющие одинаковый размер Δd=4 мм, существенно различаясь при этом своим фактическим размером Δdр.д.. При обычном допускаемом нормативном размере Δdр.д.=10%d это привело бы в рассматриваемом случае к 50% недобраковке выявленных дефектов сварного соединения.
Таким образом заявляемый способ позволяет существенно повысить надежность и точность оценки размера дефекта в направлении просвечивания и снизить трудоемкость радиографического контроля в тех случаях, когда установка на контролируемое изделие специальных эталонов с набором отверстий и канавок различной ширины невозможна или затруднена, или приводит, вследствие больших габаритов эталонов-имитаторов, к искажениям в построении зависимостей ΔD/γD=f(b, ⊘). Получение таких зависимостей на образцах не представляет сложности. Предложенный способ позволяет ограничиться установкой на контролируемое изделие лишь одного какого-либо эталонного элемента (канавки, проволочки), что практически решает существующую проблему оценки размера Δdр.д. дефектов конструктивно сложных сварных соединений: швов приварки патрубков и труб к корпусам и трубным доскам, кольцевых сварных соединений 1 трубопроводов малого диаметра и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ | 2006 |
|
RU2315979C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2240538C2 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1988 |
|
SU1526381A1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2392609C1 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПО РЕЗУЛЬТАТАМ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ | 2006 |
|
RU2318204C1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| Способ измерения высоты объемного дефекта объекта контроля на цифровом радиографическом изображении | 2024 |
|
RU2830996C1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2243541C2 |
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2399908C1 |
| Способ фотометрической оценки размеров дефектов в направлении просвечивания | 1988 |
|
SU1536215A1 |
Использование: для оценки размеров дефектов в направлении просвечивания. Сущность: заключается в том, что осуществляют радиографирование эталонных и реальных дефектов, фотометрирование полученных изображений и сравнение значений их контрастов ΔD, отнесенных к коэффициенту контрастности γD, строят или выбирают из ранее построенных зависимости величины ΔD/γD эталонных канавок и эталонных отверстий от ширины b (диаметра ⊘) эталонного дефекта, соответствующие просвечиваемой толщине контролируемого изделия, которые получают по данным фотометрирования радиографических снимков образцов с эталонными канавками и отверстиями различной ширины (диаметра), но одинаковой глубины, просвеченных при заданных параметрах радиографического контроля изделия, просвечивают контролируемое изделие с размещенным на нем каким-либо эталонным дефектом - канавкой, отверстием, выступом, проволочкой известного размера Δdэт.д. и по полученному снимку фотометрически замеряют величины ΔD/γD эталонного (эт.д.) и реальных (р.д.) дефектов, затем определяют поправочный коэффициент (kb), учитывающий различие в ширине сравниваемых эталонного и реальных дефектов, поправочный коэффициент (kф), учитывающий различие в форме (соотношение l/b длины дефекта к его ширине) сравниваемых эталонного и реальных дефектов, а также коэффициент (kз), характеризующий пустотелость дефектов или их заполнение какими-либо включениями, после чего с использованием данных коэффициентов определяют размер дефекта в направлении просвечивания. Технический результат: снижение трудоемкости, повышение надежности и точности оценки размеров дефектов в направлении просвечивания. 1 ил.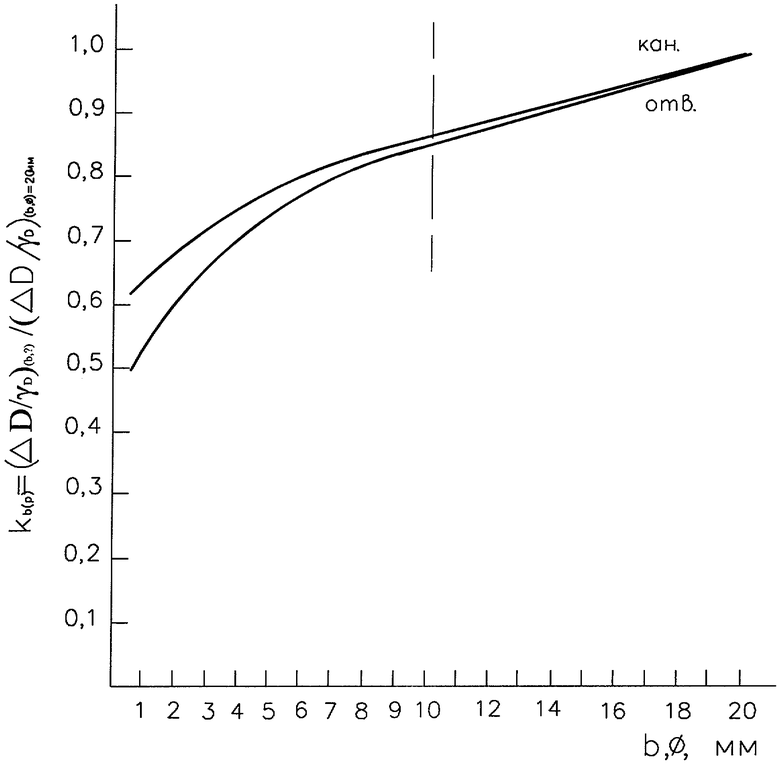
Способ оценки размеров дефектов в направлении просвечивания Δdр.д., заключающийся в радиографировании эталонных и реальных дефектов, фотометрировании полученных изображений (при ширине изображения не менее требуемой чувствительности контроля k, мм) и сравнении значений их контрастов ΔD, отнесенных к коэффициенту контрастности γD, отличающийся тем, что предварительно строят или выбирают из ранее построенных зависимости величины ΔD/γD эталонных канавок и эталонных отверстий от ширины b (диаметра ⊘) эталонного дефекта, соответствующие просвечиваемой толщине контролируемого изделия, которые получают по данным фотометрирования радиографических снимков образцов с эталонными канавками и отверстиями различной ширины (диаметра), но одинаковой глубины, просвеченных при заданных параметрах радиографического контроля изделия, просвечивают контролируемое изделие с размещенным на нем каким-либо эталонным дефектом - канавкой, отверстием, выступом, проволочкой известного размера Δdэт.д. и по полученному снимку фотометрически замеряют величины ΔD/γD эталонного (эт.д.) и реальных (р.д.) дефектов, затем определяют поправочный коэффициент, учитывающий различие в ширине сравниваемых эталонного и реальных дефектов
kb=(ΔD/γD)распр. (b, ⊘)эт.д./(ΔD/γD)распр. (b.⊘)р.д.,
где (ΔD/γD)распр. (b, ⊘)эт.д., (ΔD/γD)распр. (b.⊘)р.д. - ординаты кривой распределения ΔD/γD=f(b,⊘) при значениях абцисс, соответственно, b(⊘)=b(⊘)эт.д. и b(⊘)=b(⊘)p.д.,
при этом для эталонного дефекта типа отверстия используется зависимость ΔD/γD=(ΔD/γD)распр.(отв)=f(⊘) для цилиндрических отверстий, а для эталонного дефекта типа канавки, выступа, проволочки - зависимость ΔD/γD=(ΔD/γD)распр.(кан)=f(b) для прямоугольных канавок и поправочный коэффициент, учитывающий различие в форме (соотношение l/b длины дефекта к его ширине) сравниваемых эталонного и реальных дефектов

где ΔD/γD=(ΔD/γD)распр.(кан) (b, ⊘)р.д. - ординаты кривой распределения ΔD/γD=f(b, ⊘), соответствующего применяемому эталонному элементу (отверстие, канавка) при b=bр.д. или ⊘=⊘р.д., а величину

определяют интерполированием по длине реального дефекта bр.д.≤lр.д.≤3bр.д. или bр.д.≤lр.д.≤10 мм при 3bр.д.≥10 мм между точками кривых зависимостей ΔD/γD распр.(кан)=f(b) и ΔD/γD распр.(отв)=f(⊘) на линии b(⊘)=bр.д.,
при этом [ΔD/γD]интерполир=ΔD/γD распр.(кан) при lр.д.≥3bр.д. или lр.д.≥10 мм и [ΔD/γD]интерполир=ΔD/γD распр.(отв) при lр.д.=bр.д., после этого определяют размер в направлении просвечивания реального дефекта по выражению Δdр.д.=kзkвkф[(ΔD/γD)р.д./(ΔD/γD)эт.д.]Δdэт.д.,
где коэффициент kз=1 для пустотелых дефектов (поры, непровары, утяжины, проплавы) и kз=μ/(μ-μд)≅ρ/(ρ-ρд) для дефектов с заполнением (шлаковые включения), μ, μд.;
ρ, ρд - соответственно линейные коэффициенты ослабления излучения и плотность для основного металла и вещества заполнения дефекта.
| СПОСОБ ОЦЕНКИ РАЗМЕРОВ ДЕФЕКТОВ В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2240538C2 |
| Способ фотометрической оценки размеров дефектов в направлении просвечивания | 1988 |
|
SU1536215A1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2243541C2 |
| JP 8203691 A, 09.08.1996 | |||
| JP 61155843 A, 15.07.1986 | |||
| US 6157699 A, 05.12.2000. | |||

