Изобретение относится к способу изготовления плит на основе гидравлического связующего, в частности гипсовых плит с утонченными кромками. Этот способ содержит следующие этапы: 1) выполнение метки на материале облицовки предварительно отформованной заготовки; 2) обнаружение указанной метки; 3) подачу сигнала на приведение в действие устройства разрезания предварительно отформованной заготовки. Причем перед этапом 2) дополнительно определяют метку и в предварительно отформованной заготовке выполняют отпечаток. Изобретение также относится к технологической линии по производству таких плит, а также к устройству, предназначенному, в частности, для выполнения отпечатка на предварительно отформованной заготовке. Это устройство содержит станину, два первых и вторых ролика или зубчатых колеса, два передаточных ремня или две цепи, охватывающих соответственно ролики или зубчатые колеса, а также по меньшей мере одну проволоку, проходящую между ремнями или цепями таким образом, чтобы ее продольная ось была параллельна осям роликов или зубчатых колес. Технический результат изобретения заключается в упрощении процесса изготовыления гипсовых плит с утонченными кромками за счет обеспечения возможности определения длины плиты в момент формования ее заготовки. 7 н. и 35 з.п. ф-лы, 18 ил.
1. Способ изготовления плит на основе гидравлического связующего из предварительно отформованной заготовки (5), предназначенной для разрезания, согласно которому
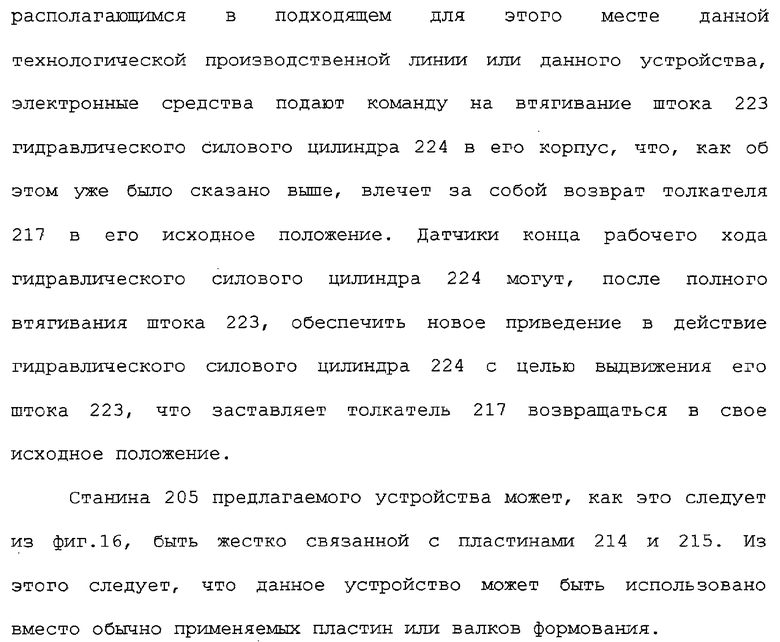
1) выполняют, по меньшей мере, одну метку (301) на материале облицовки (2 или 3) упомянутой предварительно отформованной заготовки (5);
2) обнаруживают указанную метку (301);
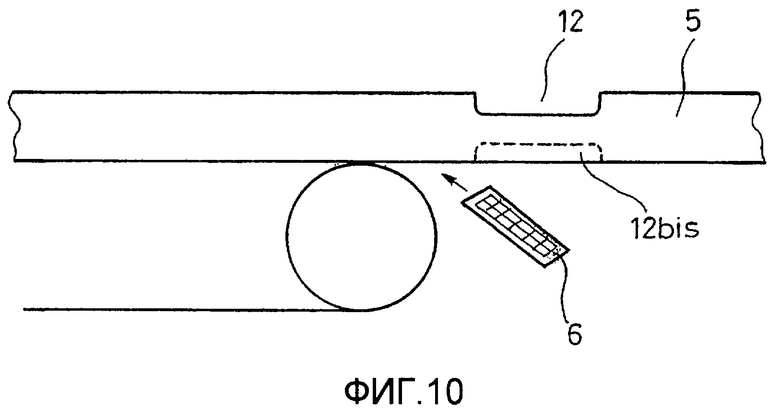
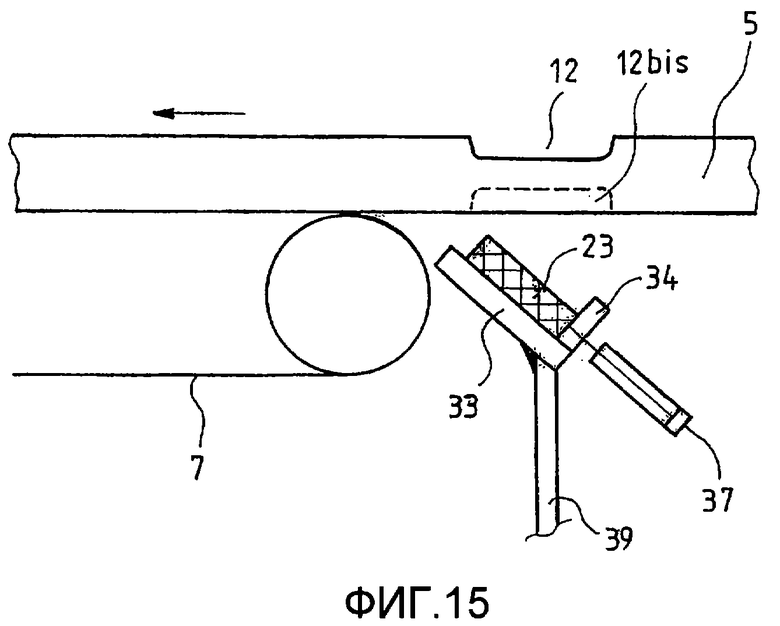
3) подают сигнал на приведение в действие устройства разрезания (9) предварительно отформованной заготовки (5), отличающийся тем, что перед этапом 2) дополнительно определяют метку (301), а затем реализуют отпечаток (12 или 12 bis) в предварительно отформованной заготовке (5).
2. Способ по п.1, отличающийся тем, что на этапе 1) метку (301) выполняют посредством детали, образующей пропитанную краской подушечку.3. Способ по одному из п.1 или 2, отличающийся тем, что на этапе 2) метку (301) обнаруживают при помощи фотоэлектрического датчика (302).4. Способ по п.1, отличающийся тем, что метку (301) наносят перед формованием заготовки (5).5. Способ по п.1, отличающийся тем, что после дополнительного обнаружения метки (301) вводят рейки (6, 23) под предварительно отформованную заготовку (5), обеспечивают гидравлическое схватывание раствора гидравлического связующего и извлекают рейку (6, 23).6. Способ по п.5, отличающийся тем, что этапы введения рейки (6, 23) под предварительно отформованную заготовку (5), обеспечения гидравлического схватывания раствора гидравлического связующего и извлечения рейки (6, 23) проводят после осуществления этапа реализации отпечатка (12 или 12 bis).7. Способ по п.6, отличающийся тем, что введение каждой рейки (6, 23) осуществляют в том месте, где был реализован отпечаток (12 bis), или в месте, противоположном тому месту, где был реализован отпечаток (12).8. Способ по п.1, отличающийся тем, что упомянутое гидравлическое связующее содержит строительный гипс.9. Способ по п.4, отличающийся тем, что упомянутое гидравлическое связующее содержит строительный гипс.10. Технологическая линия по производству плит на основе гидравлического связующего, имеющая в своем составе a) средства маркировки (300) материала облицовки (2 или 3) предварительно отформованной заготовки (5), размещенные в передней по ходу зоне технологической производственной линии; b) средства обнаружения (302) метки (301), реализованной при помощи средств маркировки (300), размещенные в задней по ходу зоне технологической производственной линии; c) устройство разрезания (9); d) приводные средства, предназначенные для приведения в действие упомянутого устройства разрезания (9) после получения сигнала обнаружения метки, поступающего из упомянутых средств обнаружения (302), отличающаяся тем, что дополнительно содержит средства (303) детектирования для обнаружения метки (301) и средства реализации (101-123, 201-224) отпечатка (12 или 12 bis) в предварительно отформованной заготовке (5).11. Технологическая линия по п.10, отличающаяся тем, что упомянутые средства маркировки содержат деталь, образующую пропитанную краской подушечку.12. Технологическая линия по одному из п.10 или 11, отличающаяся тем, что упомянутые средства обнаружения содержат фотоэлектрический датчик.13. Технологическая линия по п.10, отличающаяся тем, что дополнительно содержит дополнительные средства привода для приведения в действие упомянутых средств (101-123, 201-224) реализации отпечатка (12 или 12 bis) в предварительно отформованной заготовке (5) после получения сигнала об обнаружении метки, поступающего от дополнительных средств (303) обнаружения.14. Технологическая линия по п.10, отличающаяся тем, что дополнительно содержит средства (20-22, 24-39) введения реек (6, 23) под предварительно отформованную заготовку (5); дополнительные приводные средства, предназначенные для приведения в действие упомянутых средств (20-22, 24-39) введения реек (6, 23) под предварительно отформованную заготовку (5) после получения сигнала обнаружения метки, поступающего из дополнительных средств (303) обнаружения.15. Технологическая линия по п.10, отличающаяся тем, что дополнительно содержит средства (20-22, 24-39) введения реек (6, 23) под предварительно отформованную заготовку (5); дополнительные приводные средства, предназначенные для приведения в действие, после получения сигнала обнаружения метки, поступающего из дополнительных средств (303) детектирования, упомянутых средств реализации отпечатка (12 или 12 bis) в предварительно отформованной заготовке (5), а также упомянутых средств (20-22, 24-39) введения реек (6, 23) под предварительно отформованную заготовку (5).16. Технологическая линия по п.15, отличающаяся тем, что дополнительные приводные средства предусматривают, что введение каждой рейки (6, 23) будет осуществляться по существу в том месте, где был реализован отпечаток (12 bis), или в месте, противоположном тому месту, где был реализован отпечаток (12).17. Технологическая линия по п.13, отличающаяся тем, что средства реализации (101-123) отпечатка (12 или 12 bis) образованы устройством (101-123), имеющим в своем составе по меньшей мере станину (101); два первых ролика (102, 103), закрепленных на первом конце (104) станины (101), и два вторых ролика (105, 106), закрепленных на втором конце (107) этой станины (101), причем первые ролики (102, 103) и вторые ролики (105, 106) располагаются в параллельных плоскостях, а располагающиеся друг (102, 103) против друга (105, 106) ролики являются идентичными; два передаточных ремня (108, 109), охватывающих соответственно первые ролики(102),103) и вторые ролики (105, 106); по меньшей мере, одну проволоку (111), закрепленную съемным образом на упомянутых передаточных ремнях (108, 109) и проходящую между этими ремнями (108, 109) таким образом, чтобы ее продольная ось была параллельна оси вращения роликов (102, 103, 105, 106).18. Технологическая линия по п.10, отличающаяся тем, что упомянутое гидравлическое связующее содержит строительный гипс.19. Технологическая линия по п.13, отличающаяся тем, что упомянутое гидравлическое связующее содержит строительный гипс.20. Технологическая линия по п.17, отличающаяся тем, что упомянутое гидравлическое связующее содержит строительный гипс.21. Устройство, предназначенное для реализации отпечатка (12 или 12 bis) в предварительно отформованной заготовке (5) на основе гидравлического связующего, содержащее, по меньшей мере станину (101); два первых ролика или зубчатых колеса (102, 103), закрепленных на первом конце (104) станины (101), и два вторых ролика или зубчатых колеса (105, 106), закрепленных на втором конце (107) этой станины (101), причем первые ролики или зубчатые колеса (102, 103) и вторые ролики или зубчатые колеса (105, 106) располагаются в параллельных плоскостях, а располагающиеся друг (102, 103) против друга (105, 106) ролики или зубчатые колеса являются идентичными; два передаточных ремня или цепи (108, 109), охватывающие соответственно первые ролики (102, 103) и вторые ролики (105, 106) или первые зубчатые колеса (102, 103) и вторые зубчатые колеса (105, 106); по меньшей мере, одну проволоку (111), закрепленную съемным образом на упомянутых передаточных ремнях или цепях (108, 109) и проходящую между этими ремнями или цепями (108, 109) таким образом, чтобы ее продольная ось была параллельна оси вращения роликов или зубчатых колес (102, 103, 105, 106).22. Устройство по п.21, отличающееся тем, что содержит множество проволок (111), располагающихся параллельно друг другу, размещенных вдоль передаточных ремней или цепей (108, 109) и закрепленных съемным образом.23. Устройство по п.22, отличающееся тем, что упомянутые проволоки (111) удерживаются на цепях посредством опорных деталей (113) и осей (114) сжатия проволоки.24. Устройство по п.21, отличающееся тем, что дополнительно содержит средства приведения во вращательное движение, по меньшей мере, одного из роликов или зубчатых колес (102, 103, 105, 106).25. Устройство по п.21, отличающееся тем, что дополнительно содержит верхнюю пластину (214) и нижнюю пластину (215) формования, между которыми могут проходить упомянутые проволоки (111).26. Использование устройства по одному из пп.21-25 в технологической линии по производству плит на основе гидравлического связующего, в частности, строительного гипса.27. Способ изготовления плиты на основе гидравлического связующего из предварительно отформованной заготовки (5), предназначенной для разрезания, причем этот способ содержит этап, в процессе осуществления которого реализуют посредством устройства в соответствии с одним из пп.21-25 отпечаток (12 или 12 bis) предварительно отформованной заготовке (5).28. Способ по п.27, отличающийся тем, что разрезают предварительно отформованную заготовку на уровне отпечатка (12) или на уровне, противоположном месту, где был выполнен отпечаток (12 bis).29. Способ по п.27, отличающийся тем, что 1) на материал облицовки (1), опирающийся на ленту транспортера (7), наливают раствор гидравлического связующего (2) таким образом, чтобы получить предварительно отформованную заготовку (5), после чего вводят под эту предварительно отформованную заготовку (5) рейку (6, 23), длина которой по меньшей мере примерно равна ширине данной предварительно отформованной заготовки (5); 2) обеспечивают возможность осуществления гидравлического схватывания раствора гидравлического связующего (2) и извлекают упомянутую рейку (6, 23); 3) разрезают предварительно отформованную заготовку (5) на уровне утончения (8), создаваемого при помощи упомянутой рейки (6, 23), причем перед введением рейки (6, 23) реализуют посредством устройства в соответствии с одним из пп.21-25 отпечаток (12) в предварительно отформованной заготовке (5) против того места, где предусмотрено введение рейки (6, 23), или отпечаток (12 bis) в том месте, где предусматривается введение этой рейки (6, 23).30. Способ по одному из пп.27-29, отличающийся тем, что упомянутое гидравлическое связующее содержит строительный гипс.31. Технологическая линия по производству плит на основе гидравлического связующего из предварительно отформованной заготовки (5), содержащей облицовочный материал (1), покрывающий раствор гидравлического связующего (2) и удерживаемый транспортерной лентой (7), отличающаяся тем, что содержит устройство по п.21, причем расстояние между передаточными ремнями (108, 109, 206) этого устройства, по меньшей мере, равно ширине предварительно отформованной заготовки (5), причем устройство располагается таким образом, что в том случае, когда его передаточные ремни (108, 109, 206) вращаются, его проволока или проволоки (111) создают отпечаток (12 или 12bis) в предварительно отформованной заготовке (5).32. Технологическая линия по п.31, отличающаяся тем, что она дополнительно содержит в непосредственной близости от транспортерной ленты (7), средства (20-22, 24-39) для введения рейки (6, 23), длина которой, по меньшей мере, приблизительно равна ширине предварительно отформованной заготовки (5) между этой предварительно отформованной заготовкой (5) и транспортерной лентой (7) на уровне отпечатка (12 bis) или в месте, противоположном тому месту предварительно отформованной заготовкой (5), где был реализован отпечаток (12).33. Технологическая линия по одному из п.31 или 32, отличающаяся тем, что каждый из ее передаточных ремней или цепей (206) содержит толкающий палец (216) и предусмотрены толкатели (217), опирающиеся на пластину (215), причем эти толкатели выполнены с возможностью продвижения упомянутыми толкающими пальцами (216) в направлении предварительно отформованной заготовки (5) и при своем перемещении с возможностью приведения в движение рейки (23) таким образом, чтобы она была введена под предварительно отформованную заготовку (5), а также средства для перевода толкателя (217) в его исходное положение.34. Технологическая линия по п.31, отличающаяся тем, что она дополнительно содержит средства перекрытия слоя раствора гидравлического связующего (2) при помощи второго облицовочного материала (3).35. Технологическая производственная линия по п.31, отличающаяся тем, что гидравлическое связующее содержит строительный гипс.36. Технологическая производственная линия по п.34, отличающаяся тем, что гидравлическое связующее содержит строительный гипс.37. Технологическая линия по производству плит на основе гидравлического связующего из предварительно отформованной заготовки (5), содержащей облицовочный материал (1), покрывающий раствор гидравлического связующего (2) и удерживаемый транспортерной лентой (7), отличающаяся тем, что содержит устройство по п.25, причем расстояние между передаточными ремнями (108, 109, 206) этого устройства, по меньшей мере, равно ширине предварительно отформованной заготовки (5), причем устройство располагается таким образом, что в том случае, когда его передаточные ремни (108, 109, 206) вращаются, его проволока или проволоки (111) создают отпечаток (12 или 12 bis) в предварительно отформованной заготовке (5).38. Технологическая линия по п.37, отличающаяся тем, что она дополнительно содержит средства перекрытия слоя раствора гидравлического связующего (2) при помощи второго облицовочного материала (3).39. Технологическая линия по п.37, отличающаяся тем, что это устройство располагается над предварительно отформованной заготовкой (5) и заменяет плиту формования или валок формования, причем упомянутые проволоки (111) проходят в этом случае между верхней пластиной (214) и нижней пластиной (215).40. Технологическая производственная линия по п.37, отличающаяся тем, что гидравлическое связующее содержит строительный гипс.41. Технологическая производственная линия по п.38, отличающаяся тем, что гидравлическое связующее содержит строительный гипс.42. Технологическая производственная линия по п.39, отличающаяся тем, что гидравлическое связующее содержит строительный гипс.