Область техники, к которой относится изобретение
Изобретение относится к внешней детали для часового устройства и системе ее изготовления.
Уровень техники
Известно использование сапфиров, обладающих высокой устойчивостью к образованию царапин, в качестве стекол наручных часовых. Подобные часовые стекла обычно изготавливают путем соприкосновения вращающегося шлифовального круга с поверхностью барабана, в котором установлены несколько часовых стекол. В результате шлифовальной обработки можно получать часовое стекло цилиндрической или сферической формы. Между тем, иногда часовым стеклам перед их установкой, например, в циферблатах часовых изделий, которые не центрированы относительно корпуса часового изделия, необходимо придать асимметричную форму, что невозможно сделать с использованием существующих технологий серийного производства.
Раскрытие изобретения
Цель настоящего изобретения заключается в том, чтобы устранить все или часть вышеуказанных недостатков, предложив новую систему изготовления, позволяющую серийно изготавливать часовые стекла особой формы, продольные закругления которых не зависят от поперечных закруглений.
Изобретение, таким образом, относится к системе изготовления внешней детали для часового изделия, содержащей крепежное устройство, включающее в себя барабан, вращательно установленный вдоль первой оси, с находящейся в нем по меньшей мере одной заготовкой указанной детали, устройство механической обработки, содержащее абразивные средства, вращательно установленные вдоль второй оси и предназначенные для механической обработки указанной по меньшей мере одной заготовки с целью формирования первого закругления, характеризующейся тем, что устройство механической обработки дополнительно включает в себя средства перемещения указанной второй оси таким образом, чтобы устройство было подвижно установлено вдоль директрисы закругления для выборочного формирования второго закругления у указанной по меньшей мере одной заготовки, а также тем, тем, что указанная первая ось и указанная вторая ось проходят перпендикулярно, таким образом, чтобы линии механической обработки пересекались.
В этой связи следует понимать, что по меньшей мере одно из закруглений внешней детали непосредственно образуется выборочным, т.е. абсолютно свободным и управляемым перемещением оси вращения абразивных средств. В результате появляется возможность серийного изготовления часовых стекол очень сложной формы с минимальным количеством брака, что упрощает этап их последующего полирования.
По другим предпочтительным признакам изобретения:
- директриса средств перемещения является симметричной, что позволяет формировать указанное второе закругление с единственным радиусом;
- директриса средств перемещения является асимметричной, что позволяет формировать указанное второе закругление с несколькими радиусами;
- по первому варианту осуществления барабан имеет форму кольца, к внутренней стенке которого крепится указанная по меньшей мере одна заготовка, а абразивные средства перемещаются в полости указанного кольца, формируя первое и второе вогнутые закругления;
- по второму варианту осуществления барабан имеет форму диска, к внешней стенке которого крепится по меньшей мере одна заготовка, а абразивные средства перемещаются спереди указанного диска, формируя первое и второе выгнутые закругления;
- абразивные средства образованы шлифовальным кругом;
- по первой вариации средства перемещения образованы приводом, перемещаемым вперед-назад относительно профиля неподвижного кулачка, соответствующего указанным вторым закруглениям;
- по второй вариации средства перемещения образованы автоматизированным устройством, которого запрограммировано для перемещения вдоль указанного второго закругления;
- указанная деталь изготовлена из кристаллического глинозема.
Кроме этого, изобретение относится к внешней детали, содержащей верхнюю поверхность и нижнюю поверхность, характеризующейся тем, что по меньшей мере одна из поверхностей имеет продольное закругление и поперечное закругление, которые отличаются, а также тем, что по меньшей мере одно из указанных продольных и поперечных закруглений является ассиметричным.
Таким образом, следует понимать, что внешняя деталь может иметь сложную форму и может, например, образовывать асимметричное часовое стекло, контур которого визуально кажется ассиметричным, устанавливаемое, например, в часовые циферблаты, которые не центрированы относительно корпуса часового устройства.
По другим предпочтительным признакам изобретения:
- нижняя и верхняя поверхности включают в себя продольное закругление и поперечное закругление, которые отличаются;
- внешняя деталь изготовлена из кристаллического глинозема.
Наконец, изобретение относится к часовому изделию, характеризующемуся тем, что оно включает в себя внешнюю деталь по любой из рассмотренных ранее вариаций.
Краткое описание чертежей
Другие признаки и преимущества станут понятны из последующего описания, предлагаемого исключительно в качестве иллюстративного, неограничивающего примера, со ссылкой на прилагаемые чертежи, где:
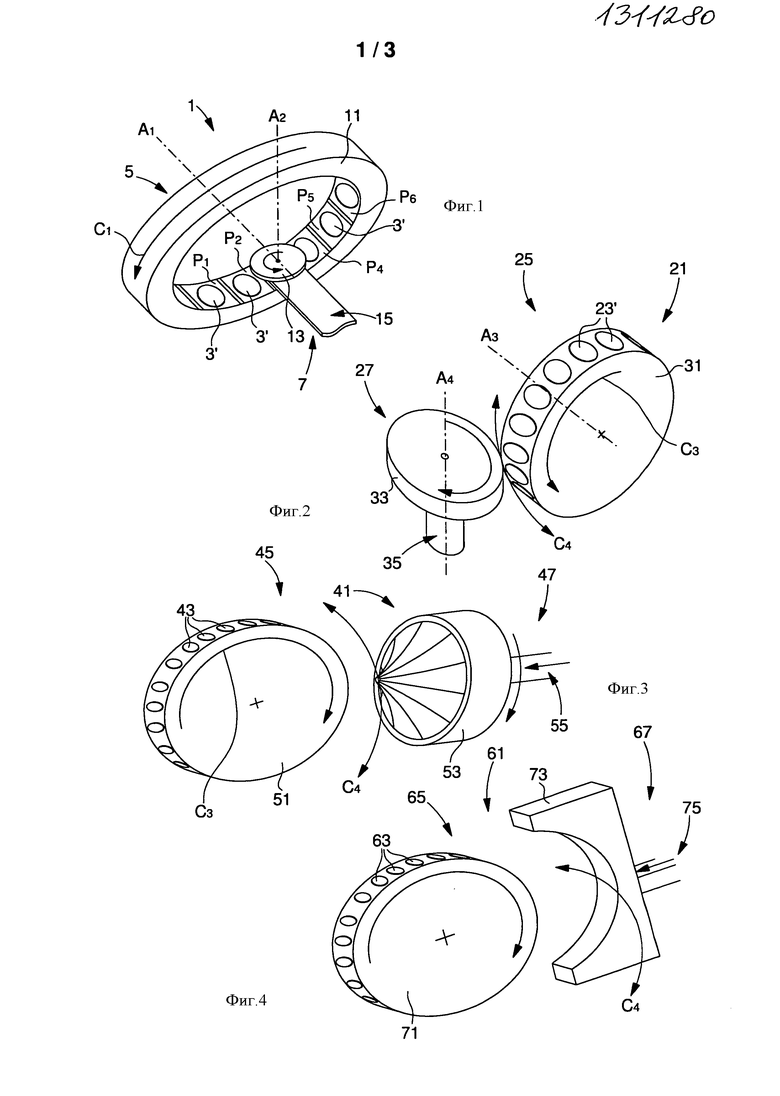
- на фиг.1 показан вид системы изготовления по первому варианту осуществления изобретения;
- на фигурах 2-4 показаны виды системы изготовления по второму варианту осуществления изобретения;
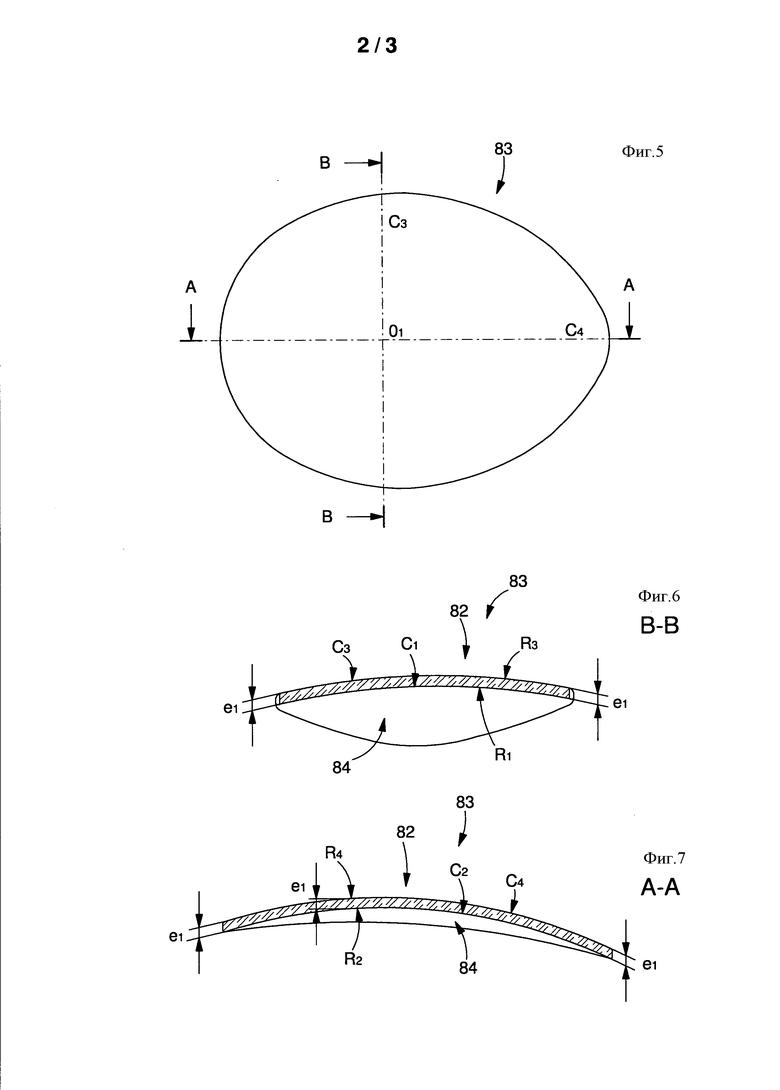
- на фигурах 5-7 схематически показана внешняя деталь по первой вариации изобретения;
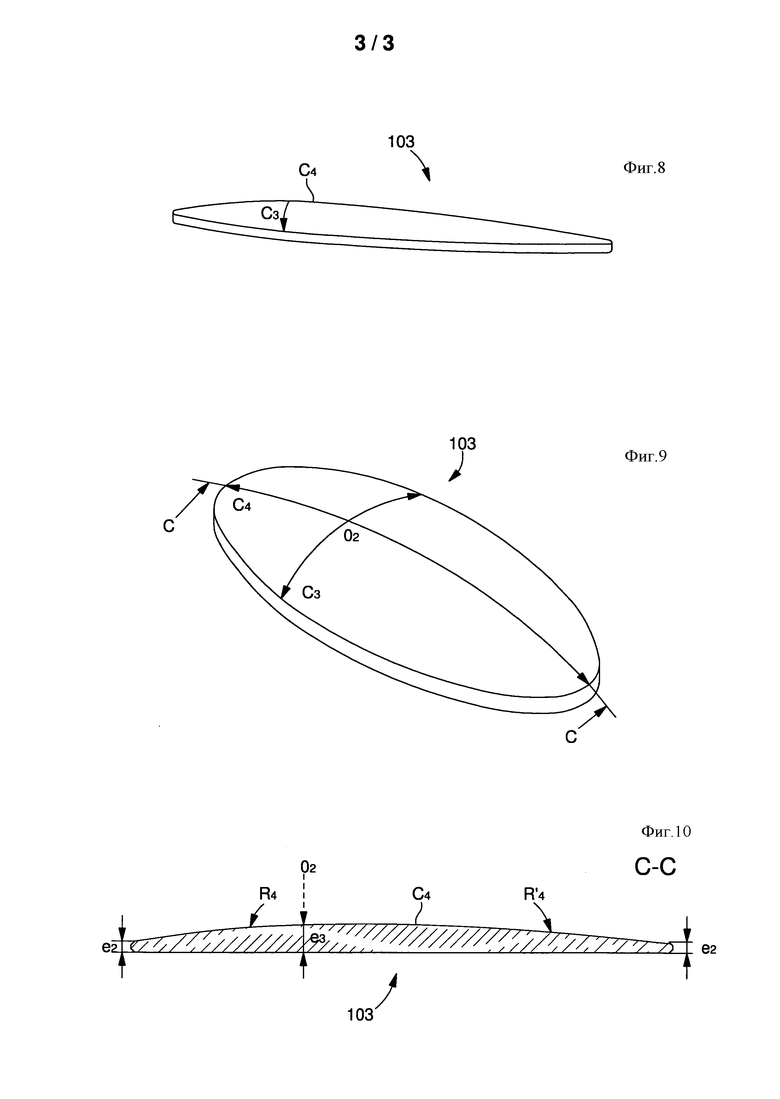
- на фигурах 8-10 схематически показана внешняя деталь по второй вариации изобретения.
Осуществление изобретения
Изобретение относится к несимметричной, внешней детали, такой как часовое стекло, корпус или циферблат, изготовленной из материала на основе кристаллического глинозема, такого как сапфир, корунд или рубин. Для производства подобных новых деталей, которые могут быть приспособлены для часовых циферблатов, не центрированных относительно корпуса часового изделия, были разработаны новые системы изготовления. Например, корпус может иметь, по существу, форму слезы и/или непланарную форму, предусматривающую, для гармонизации часового изделия, использование циферблата со смещенным центром.
Хотя изобретение было разработано для часовой отрасли, разумеется, оно не ограничено только ей. Возможны также другие области применения, такие как оптика, столовая посуда или электроника.
По первому варианту осуществления, изображенному на фиг.1, для производства внешних деталей 3, содержащих поверхности, закругления C1, C2 которых являются вогнутыми, была разработана система 1 изготовления. Система 1 изготовления включает в себя крепежное устройство 5 и устройство 7 механической обработки.
Крепежное устройство 5 включает в себя барабан 11, вращательно установленный вдоль первой оси A1, в котором находится по меньшей мере одна заготовка 3′ будущей детали 3. Предпочтительно, как показано на фиг.1, барабан 11 является кольцом, содержащим граненную внутреннюю стенку, т.е. снабженную последовательно расположенными плоскостями Px. Как изображено на фиг.1, в каждую последовательно расположенную плоскость Px помещается заготовка 3′, которая может крепиться, например, при помощи склеивания.
Устройство 7 механической обработки включает в себя абразивные средства 13, которые вращательно установлены вдоль второй оси A2 и которые предназначены для механической обработки каждой заготовки 3′. Предпочтительно абразивные средства 13 перемещаются в полости кольцеобразного барабана 11. Абразивные средства 13 по фиг.1 образованы традиционным шлифовальным кругом, т.е. контактная область которого не имеет какой-то определенной формы. Разумеется, абразивные средства 13 могут отличаться и иметь, например, форму закругленной или конической колодки.
Предпочтительно по изобретению устройство 7 механической обработки включает в себя средства 15 перемещения второй оси A2 таким образом, чтобы указанное устройство было подвижно установлено вдоль директрисы C2 закругления для выборочного формирования у каждой из заготовок 3′ второго закругления. Поэтому следует понимать, что система 1 изготовления позволяет формировать первое и второе вогнутые закругления C1, C2.
Согласно изобретению средства 15 перемещения могут быть неограниченным образом образованы приводом, перемещаемым вперед-назад относительно профиля неподвижного кулачка, соответствующего второму закруглению C2 или, например, автоматизированным устройством, запрограммированным для перемещения вдоль указанного второго закругления.
Таким образом, первое закругление C1 создается перпендикулярно оси A1 радиусом, проходящим между осью A1 и контактной областью между абразивными средствами 13 и каждой из заготовок 3′. Поскольку барабан 11, вращаясь, перемещается вдоль оси A1, выборка в каждой из заготовок 3′ осуществляется поперечно единственному радиусу, образуя первое вогнутое закругление C1.
Помимо этого, предпочтительно по изобретению второе закругление C2 непосредственно получают за счет выборочного перемещения второй оси A2. Поэтому, во время формирования первого закругления C1, контактная область между абразивными средствами 13 и каждой из заготовок 3′ постепенно перемещается по толщине кольцеобразного барабана 11. В результате, в каждой заготовке 3′ осуществляется выборка вдоль директрисы закругления, образуя второе вогнутое закругление C2.
Следовательно, совершенно очевидно, что для формирования второго закругления C2 на одном или нескольких радиусах директриса закругления средств 15 перемещения может быть или не быть симметричной.
Наконец, согласно изобретению предпочтительно первая ось A1 и вторая ось A2 расположены перпендикулярно таким образом, чтобы линии механической обработки пересекались. Данный признак предпочтительно упрощает последующее полирование внешних деталей 3.
По второму варианту осуществления, изображенному на фигурах 2-4, для формирования внешних деталей 23, содержащих поверхности, закругления C3, C4 которых являются выгнутыми, была разработана система 21 изготовления. Система 21 изготовления включает в себя крепежное устройство 25 и устройство 27 механической обработки.
Крепежное устройство 25 включает в себя барабан 31, вращательно установленный вдоль первой оси A3, в котором находится по меньшей мере одна заготовка 23′ будущей детали 23. Предпочтительно, как показано на фиг.2, барабан 21 является диском, к внешней стенке которого, например, при помощи склеивания крепится каждая из заготовок 23′.
Устройство 27 механической обработки включает в себя абразивные средства 33, которые вращательно установлены вдоль второй оси A4 и которые предназначены для механической обработки каждой из заготовок 23′. Предпочтительно абразивные средства 33 перемещаются спереди барабана 31. Абразивные средства 33 по фиг.2 образованы традиционным шлифовальным кругом, т.е. контактная область которого не имеет какой-то определенной формы. Разумеется, абразивные средства 33 могут отличаться и иметь, например, форму закругленной или конической колодки, как это будет рассмотрено ниже.
Предпочтительно по изобретению устройство 27 механической обработки включает в себя средства 35 перемещения второй оси A4 таким образом, чтобы указанное устройство было подвижно установлено вдоль директрисы C4 закругления для выборочного формирования у каждой из заготовок 23′ второго закругления. Поэтому следует понимать, что система 21 изготовления позволяет формировать первое и второе выгнутые закругления C3, C4.
Согласно изобретению средства 35 перемещения могут быть неограниченны образом образованы приводом, перемещаемым вперед-назад относительно профиля неподвижного кулачка, соответствующего второму закруглению C4 или, например, автоматизированным устройством, запрограммированным для перемещения вдоль указанного второго закругления.
Таким образом, первое закругление C3 создается перпендикулярно оси A3 радиусом, проходящим между осью A3 и контактной областью между абразивными средствами 33 и каждой из заготовок 23′. Поскольку барабан 31, вращаясь, перемещается вдоль оси A3, выборка в каждой из заготовок 23′ осуществляется поперечно единственному радиусу, образующему первое выгнутое закругление C3.
Помимо этого, предпочтительно по изобретению второе закругление C4 непосредственно получают за счет выборочного перемещения второй оси A4. Поэтому при формировании первого закругления C3 контактная область между абразивными средствами 33 и каждой из заготовок 23′ постепенно перемещается по толщине кольцеобразного барабана 31. В результате, выборка в каждой из заготовок 23′ осуществляется продольно, вдоль директрисы закругления, образуя второе выгнутое закругление C4.
Следовательно, совершенно очевидно, что для формирования второго закругления C4 на одном или нескольких радиусах директриса закругления средств 35 перемещения может быть или не быть симметричной.
Наконец, согласно изобретению предпочтительно первая ось A3 и вторая ось A4 расположены перпендикулярно таким образом, чтобы линии механической обработки пересекались. Данный признак предпочтительно упрощает последующее полирование внешних деталей 23. Полирование, например, может осуществляться за счет размещения крепежных устройств и устройств механической обработки рядом с крепежным устройством 25 и устройством 27 механической обработки, используемыми для формирования заготовки 23, как это было рассмотрено выше. Между тем, поскольку на этапе полирования происходит не столь значительное уменьшение толщины, модифицируют преимущественно лишь абразивные средства.
На фигурах 3 и 4 показаны два примера полирования. По первой разновидности второго варианта осуществления, изображенной на фиг.3, для полирования внешних деталей 43, включающих в себя поверхности с выгнутыми закруглениями C3, C4, была разработана система 41 изготовления. Система 41 изготовления включает в себя крепежное устройство 45 и устройство 47 механической обработки.
Крепежное устройство 45 включает в себя вращательно установленный барабан 51, в котором находится по меньшей мере одна полируемая деталь 43. Устройство 47 механической обработки включает в себя абразивные средства 53, предназначенные для полирования каждой из деталей 43. Предпочтительно абразивные средства 53 перемещаются спереди барабана 51. Абразивные средства 53 по фиг.3 предпочтительно образованы конической колодкой, изготовленной, например, из металла, равномерно покрытого полировальной жидкостью. Разумеется, также можно использовать другие типы абразивных средств, таких как, по существу, плоские средства.
Согласно изобретению устройство 47 механической обработки предпочтительно включает в себя средства 55 перемещения и прижимания, заставляющие абразивные средства 53 тереться о каждую из деталей 43 для выборочного полирования указанных деталей вдоль второго закругления C4. Поэтому следует понимать, что система 41 изготовления позволяет полировать первое и второе выгнутые закругления C3, C4.
Согласно изобретению средства 55 перемещения могут быть неограниченным образом образованы приводом, перемещаемым вперед-назад относительно профиля неподвижного кулачка, соответствующего второму закруглению C4 или, например, автоматизированным устройством, запрограммированным для перемещения вдоль указанного второго закругления.
По второй разновидности второго варианта осуществления, изображенной на фиг.4, для полирования внешних деталей 63, содержащих поверхности, закругления C3, C4 которых являются выгнутыми, была разработана система 61 изготовления. Система 61 изготовления включает в себя крепежное устройство 65 и устройство 67 механической обработки.
Крепежное устройство 65 включает в себя вращательно установленный барабан 71, в котором находится по меньшей мере одна полируемая деталь 63. Устройство 67 механической обработки включает в себя абразивные средства 73, предназначенные для полирования каждой из деталей 63. Предпочтительно абразивные средства 73 перемещаются спереди барабана 71. Абразивные средства 73 по фиг.4 предпочтительно образованы конической колодкой, изготовленной, например, из металла, равномерно покрытого полировальной жидкостью.
Предпочтительно согласно изобретению устройство 67 механической обработки включает в себя средства 75 перемещения и прижимания, заставляющие абразивные средства 73 тереться о каждую из деталей 63 для выборочного полирования указанных деталей вдоль второго закругления C4. Поэтому следует понимать, что система 61 изготовления позволяет полировать первое и второе выгнутые закругления C3, C4.
Согласно изобретению средства 75 перемещения могут быть неограниченным образом образованы приводом, перемещаемым вперед-назад относительно профиля неподвижного кулачка, соответствующего второму закруглению C4 или, например, автоматизированным устройством, запрограммированным для перемещения вдоль указанного второго закругления.
Подобные первый и второй варианты осуществления и их вариации могут использоваться по-отдельности или в комбинации. В результате можно получать широкий ассортимент внешних деталей, в частности, в зависимости от того подвергается или нет механической обработке их верхняя и/или нижняя поверхность. Между тем, следует понимать, что предпочтительно по изобретению по меньшей мере одна из поверхностей: верхняя или нижняя поверхность, может включать в себя продольное закругление и поперечное закругление, которые отличаются.
Кроме этого, в зависимости от расположения каждой из деталей 3′, 23′, 43, 63 относительно крепежных устройств 5, 25, 45, 65 по меньшей мере одно из указанных продольных или поперечных закруглений может быть симметричным или ассиметричным. Поэтому следует понимать, что данный тип несимметричной внешней детали вполне может выступать, например, в качестве часового стекла, корпуса или циферблата часового изделия, изготовленных из материала на основе кристаллического глинозема, такого как сапфир, корунд или рубин.
На фигурах 5-7 и 8-10 показаны две вариации деталей 83, 103, используемых в качестве часовых стекол часовых изделий, которые могут быть изготовлены в соответствии с настоящим изобретением. Внешняя деталь 83 по первой вариации включает в себя верхнюю поверхность 82 и нижнюю поверхность 84, подвергаемые механической обработке для получения, по существу, постоянной толщины e1, несмотря на сложную форму детали 83.
На фиг.5 показан вид сверху, по существу, яйцевидной детали 83. Продольное закругление C4 пересекает поперечное закругление C3 в точке O1. Следует отметить, что точка O1 не центрирована относительно, по существу, яйцевидной формы, но находится ближе к расширенной части, чем к суженной части. Подобная компоновка детали 83, после ее установки в корпусе часового изделия, визуально усиливает нецентрированную форму циферблата часового изделия.
Из фиг.7, где показано сечение по линии A-A на фиг.5, т.е. продольное сечение, видно, что закругления C2 и C4 проходят параллельно. Следует отметить, что в примере по фигурам 5-7 закругления C2 и C4, на самом деле образуют единственный радиус R2 и R4, соответственно, таким образом, что R4=R2+e1.
Аналогичным образом из фиг.6, где показано сечение по линии B-B на фиг.5, т.е. поперечное сечение, видно, что закругления C1 и C3 проходят параллельно. Следует отметить, что в примере по фигурам 5-7 закругления C1 и C3, на самом деле образуют единственный радиус R1 и R3, соответственно, таким образом, что R3=R1+e1.
В результате деталь 83 сильно закруглена и может, например, образовывать часовое стекло, кажущееся визуально ассиметричным, которое устанавливается, например, в часовые изделия, нецентрированные относительно корпуса часовых изделий.
Внешняя деталь 103 по второй вариации включает в себя верхнюю поверхность 102 и нижнюю поверхность 104, при этом механической обработке подвергается лишь верхняя поверхность для получения по ее краям, по существу, постоянной толщины e2, несмотря на сложную форму детали 103.
На фиг.9 показан вид в перспективе, по существу, яйцевидной детали 103. Продольное закругление C4 пересекает поперечное закругление C4 в точке O2. Следует отметить, что точка O2 не центрирована относительно, по существу, яйцевидной формы, но находится ближе к расширенной части, чем к суженной части. Подобная компоновка детали 103, после ее установки в корпусе часового изделия, визуально усиливает нецентрированную форму циферблата часового изделия.
Из фиг.10, где показано сечение по линии C-C на фиг.9, т.е. продольное сечении, видно, что закругление C3 является асимметричным. Следует отметить, что в примере по фигурам 8-10 закругление C3 на самом деле образует единственный радиус R3, а закругление C4 образует два смежных радиуса R4 и R′4. Поэтому радиус R4, расположенный между кромкой расширенной части и точкой O2, больше радиуса R′4, расположенного между краем суженной части и точкой O2.
В результате деталь 103 имеет очень сложную форму и может, например, образовывать ассиметричное часовое стекло, которое устанавливается, например, на циферблат часового изделия, нецентрированный относительно корпуса часового изделия. Соответственно максимальная толщина e3 детали 103 проходит по линии отвеса с воображаемой точкой O2, а минимальная толщина e2 проходит по всему краю детали 103.
Разумеется, изобретение не ограничено приведенным примером и допускает различные вариации и разновидности, очевидные специалистам в данной области техники. В частности, детали по другим вариациям могут быть получены после механической обработки верхней поверхности и/или нижней поверхности с одним или несколькими радиусами, проходящими как продольно, так и поперечно.
Изобретение относится к области внешних деталей для часовых изделий. Система для получения внешней детали часового изделия содержит крепежное устройство с барабаном, установленным с возможностью вращения вдоль первой оси, и предназначенным для установки в нем по меньшей мере одной заготовкой детали, устройство для механической обработки, содержащее абразивные средства, установленные с возможностью вращения вдоль второй оси и предназначенные для механической обработки указанной по меньшей мере одной заготовки с формированием первой кривизны ее поверхности. При этом устройство для механической обработки дополнительно содержит средства перемещения указанной второй оси, обеспечивающие его установку с возможностью перемещения вдоль направляющей для выборочного формирования поверхности второй кривизны на указанной по меньшей мере одной заготовке. Причем указанная первая ось и указанная вторая ось расположены перпендикулярно таким образом, что линии механической обработки пересекаются. Внешняя деталь (3, 23, 43, 63, 83, 103), содержащая верхнюю поверхность (82, 102) и нижнюю поверхность (84, 104), отличающаяся тем, что по меньшей мере одна из поверхностей внешней детали выполнена изогнутой и имеет отличающиеся друг от друга продольную кривизну и поперечную кривизну, при этом по меньшей мере одна из указанных продольной и поперечной кривизны является асимметричной. Часовое изделие содержит указанную внешнюю деталь. Расширяются технологические возможности. 3 н. и 10 з.п. ф-лы, 10 ил.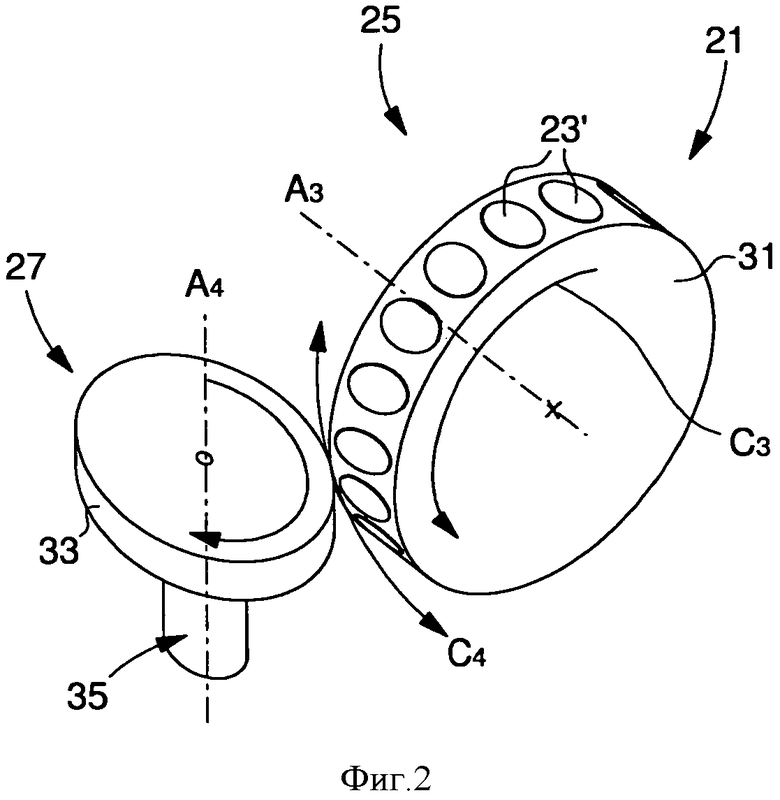
1. Система (1, 21, 41, 61) изготовления внешней детали (3, 23, 43, 63, 83, 103) часового изделия, содержащая крепежное устройство (5, 25, 45, 65), включающее барабан (11, 31, 51, 71), установленный с возможностью вращения вдоль первой оси (А1, A3), предназначенный для установки в нем по меньшей мере одной заготовки (3′, 23′) указанной детали, устройство (7, 27, 47, 67) для механической обработки, содержащее абразивные средства (13, 33, 53, 73), установленные с возможностью вращения вдоль второй оси (А2, А4) и предназначенные для механической обработки указанной по меньшей мере одной заготовки с формированием первой кривизны (C1, С3) ее поверхности, отличающаяся тем, что устройство (7, 27, 47, 67) для механической обработки дополнительно содержит средства (15, 35, 55, 75) перемещения указанной второй оси (А2, А4), обеспечивающие его установку с возможностью перемещения вдоль направляющей для выборочного формирования поверхности второй кривизны (С2, С4) на указанной по меньшей мере одной заготовке, при этом указанная первая ось (А1, А3) и указанная вторая ось (А2, А4) расположены перпендикулярно таким образом, что линии механической обработки пересекаются.
2. Система (1, 21, 41, 61) по п. 1, отличающаяся тем, что она выполнена с возможностью формирования на указанной заготовке поверхности второй кривизны с единым радиусом.
3. Система (1, 21, 41, 61) по п. 1, отличающаяся тем, что она выполнена с возможностью формирования на указанной заготовке поверхности второй кривизны с несколькими радиусами.
4. Система (1) по п. 1, отличающаяся тем, что барабан (11) выполнен в форме кольца, к внутренней стенке которого прикреплена указанная по меньшей мере одна заготовка (3), при этом абразивные средства (13) выполнены с возможностью перемещения в полости указанного кольца и формирования вогнутой поверхности первой и второй кривизны (С1, С2).
5. Система (21, 41, 61) по п. 1, отличающаяся тем, что барабан (31, 51, 71) выполнен в форме диска, к внешней стенке которого прикреплена указанная по меньшей мере одна заготовка (23′, 43, 63), при этом абразивные средства (33, 53, 73) выполнены с возможностью перемещения снаружи указанного диска и формирования выгнутой поверхности первой и второй кривизны (С3, С4).
6. Система (1, 21, 41, 61) по п. 1, отличающаяся тем, что абразивные средства (13, 33, 53, 73) выполнены в виде шлифовального круга.
7. Система (1, 21, 41, 61) по п. 1, отличающаяся тем, что средства (15, 35, 55, 75) перемещения выполнены в виде привода с возможностью возвратно-поступательного перемещения относительно профиля неподвижного кулачка, соответствующего профилю поверхности указанной второй кривизны.
8. Система (1, 21, 41, 61) по п. 1, отличающаяся тем, что средства (15, 35, 55, 75) перемещения выполнены в виде автоматизированного устройства, запрограммированного для перемещения вдоль указанной поверхности второй кривизны.
9. Система (1, 21, 41, 61) по п. 1, отличающаяся тем, что она предназначена для изготовления указанной детали из кристаллического глинозема.
10. Внешняя деталь (3, 23, 43, 63, 83, 103) часового изделия, содержащая верхнюю поверхность (82, 102) и нижнюю поверхность (84, 104), отличающаяся тем, что по меньшей мере одна из поверхностей (82, 84, 102, 104) выполнена изогнутой и имеет отличающиеся друг от друга продольную кривизну и поперечную кривизну, при этом по меньшей мере одна из указанных продольной и поперечной кривизны является асимметричной.
11. Деталь (3, 23, 43, 63, 83, 103) по п. 10, отличающаяся тем, что верхняя и нижняя поверхности (82, 84, 102, 104) выполнены с отличающимися друг от друга продольной кривизной (С2, С4) и поперечной кривизной (С1, С3).
12. Деталь (3, 23, 43, 63, 83, 103) по п. 10, отличающаяся тем, что она изготовлена из кристаллического глинозема.
13. Часовое изделие, содержащее внешнюю деталь (3, 23, 43, 63, 83, 103) по любому из пп. 10-12.
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2003 |
|
RU2228694C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ обработки асферических поверхностей | 1973 |
|
SU528181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |

