Изобретение относится к изготовлению несущих узлов специального назначения для тяжелых машин, состоящих из разъемных вращающихся относительно друг друга тонкостенных сложнопрофильных по диаметру кольцевых деталей больших диаметров (более 1500 мм), по крайней мере, с ответственными трущимися рабочими поверхностями.
Получение тонкостенных сложнопрофильных кольцевых деталей большого диаметра с рабочими поверхностями точных геометрических размеров и требуемой твердости с сохранением конфигурации и размеров в пределах допускаемых величин является одной из серьезных и сложных задач машиностроения, т.к. при изготовлении указанных деталей возникают существенные отклонения от заданных геометрических размеров, а именно овальность, кривизна, которую корректируют с помощью оправки, и т.д.
Известен способ правки кольцевых деталей, в котором правку совмещают с термообработкой и осуществляют вне печи на оправке, создавая температурный градиент между оправкой и деталью, обеспечивающий заданный натяг (авторское свидетельство №245825, МПК C21d, опубл. 11.VI.1969, бюллетень №20).
Недостатком известного способа является высокая трудоемкость правки тонкостенной кольцевой заготовки большого диаметра после формирования профиля рабочих поверхностей с использованием операций механической обработки и поверхностного закаливания и невозможность получения готовой детали с рабочими поверхностями точных геометрических размеров.
Задачей изобретения является получение сложнопрофильных кольцевых деталей больших диаметров, подвергаемых в процессе формирования профиля основных рабочих поверхностей механической обработке и поверхностной закалке токами высокой частоты, с геометрическими размерами в пределах допустимых величин без правки заготовки и требуемой твердости основных ответственных рабочих поверхностей.
Поставленная задача достигается тем, что в способе изготовления тонкостенных кольцевых деталей большого диаметра с рабочими поверхностями точных геометрических размеров и требуемой твердости с использованием приспособления-спутника вначале осуществляют чистовую механическую обработку поверхностей исходной кольцевой заготовки, по меньшей мере, сопрягаемых с приспособлением-спутником, и предварительно формируют профиль, по меньшей мере, одной основной кольцевой рабочей поверхности заготовки под поверхностную закалку токами высокой частоты, оставляя при этом припуск не менее 2 мм для устранения деформации указанных поверхностей при чистовой механической обработке, завершая механическую обработку высоким объемным отпуском заготовки без защитной среды для снятия внутренних напряжений, затем заготовку заневоливают в осевом и радиальном направлениях с помощью приспособления-спутника, при этом приспособление-спутник и заготовка образуют неподвижное соединение, жесткость приспособления-спутника, по меньшей мере, в 2 раза превышает жесткость заготовки, а коэффициент линейного расширения материала, из которого выполнено приспособление-спутник, равен или приближен к коэффициенту линейного расширения материала, из которого выполнена заготовка, после заневоливания заготовки основные кольцевые рабочие поверхности подвергают поверхностной закалке токами высокой частоты на глубину не менее 4 мм до получения заданной твердости с последующим принудительным охлаждением закаливаемой поверхности и объемным низким или средним, или местным отпуском за счет тепла внутренних слоев металла заготовки, завершают изготовление тонкостенной кольцевой детали, по меньшей мере, чистовой механической обработкой закаленной токами высокой частоты основной кольцевой рабочей поверхности с последующим стабилизирующим низкотемпературным объемным отпуском заготовки и отсоединяют деталь от приспособления-спутника.
Если деталь, кроме закаливаемых токами высокой частоты кольцевых рабочих поверхностей, содержит, по меньшей мере, одну дополнительную основную точную (ответственную) рабочую поверхность, например кольцевую, при формировании профиля которой требуется только механическая обработка, которая вызывает деформацию заготовки, то формирование профиля основной дополнительной рабочей поверхности заготовки осуществляют на заневоленной заготовке после поверхностной закалки токами высокой частоты основной кольцевой рабочей поверхности и завершают формирование основной дополнительной рабочей поверхности стабилизирующим низкотемпературным объемным отпуском заготовки.
Если на торцовых и/или периферийных поверхностях детали предусмотрены не вызывающие деформацию заготовки при их выполнении дополнительные вспомогательные поверхности и/или отверстия, то их выполняют до заневоливания заготовки или после отсоединения заготовки от приспособления-спутника.
Целесообразно, чтобы высокий объемный отпуск заготовки без защитной среды проходил в течение 120-180 мин при температуре нагрева 600-650°С.
Желательно поверхностную закалку токами высокой частоты рабочих поверхностей вести с нагрева токами высокой частоты (ТВЧ) до получения твердости не менее 51,5 HR СЭ при зазоре между закаливаемой поверхностью и активным витком индуктора установки для поверхностной высокочастотной закалки - 1,5...3,5 мм.
Поверхностную закалку токами высокой частоты рабочей поверхности, выполненной на всю длину наружной и/или внутренней поверхности заготовки, желательно осуществлять за один оборот заготовки относительно индуктора или за одно перемещение индуктора вдоль обрабатываемой поверхности заготовки.
Принудительное охлаждение рабочих поверхностей после поверхностной закалки токами высокой частоты целесообразно производить последовательно сжатым воздухом и водой или струями воды, или жидкости при скорости вращения детали 3...20 мм/с в течение времени закалки.
Объемный низкий или средний, или местный отпуск за счет тепла внутренних слоев металла заготовки целесообразно осуществлять при температуре нагрева 180-450°С и времени выдержки 3-10 ч.
Для достижения указанного результата желательно стабилизирующий низкотемпературный объемный отпуск заготовки проводить при температуре нагрева 180...200°С и времени выдержки 8-10 ч.
Изобретение поясняется чертежом, где изображено крепление заготовки на приспособлении-спутнике.
Способ изготовления тонкостенных кольцевых деталей большого диаметра с основными рабочими поверхностями точных геометрических размеров и требуемой твердости с использованием приспособления-спутника осуществляют следующим образом.
Указанным способом изготавливается кольцевая тонкостенная деталь большого диаметра, которая содержит, по крайней мере, одну профилеобразующую основную кольцевую ответственную рабочую поверхность, при выполнении которой требуется проводить вызывающие деформацию заготовки поверхностную закалку токами высокой частоты и механическую обработку, например беговые дорожки (поверхности шариковых дорожек). Деталь дополнительно может содержать, по крайней мере, одну профилеобразующую основную ответственную рабочую поверхность, которая не подвергается поверхностной закалке токами высокой частоты, например зубчатый венец, но осуществляемые при ее формовании механические операции вызывают деформацию заготовки. Кроме того, деталь на внутренней и/или наружной поверхности может содержать торцовые и/или вспомогательные периферийные профилеобразующие поверхности и/или отверстия, выполнение которых не вызывает деформации заготовки.
При изготовлении детали, содержащей только основную кольцевую ответственную рабочую поверхность, вначале осуществляют чистовую механическую обработку поверхностей исходной кольцевой заготовки, по меньшей мере, сопрягаемых с приспособлением-спутником, формируя базирующие поверхности для установки заготовки в процессе ее обработки на приспособление-спутник, и предварительное формирование профиля за счет черновой механической обработки основной кольцевой рабочей поверхности заготовки под поверхностную закалку токами высокой частоты, оставляя при этом припуск не менее 2 мм для устранения деформации указанных поверхностей при чистовой механической обработке. Завершают механическую обработку указанных поверхностей высоким объемным отпуском заготовки без защитной среды для снятия внутренних напряжений. Высокий объемный отпуск заготовки ведут в течение 120-180 мин при температуре нагрева 600-650°С.
Для дальнейшего формирования кольцевой ответственной рабочей поверхности заготовку заневоливают в осевом и радиальном направлении с помощью формоудерживающего (формообеспечивающего) кольцевого приспособления-спутника.
В зависимости от месторасположения на заготовке основных ответственных рабочих поверхностей, выполнение которых вызывает деформацию заготовки, последнюю устанавливают либо на формоудерживающее кольцевое приспособление-спутник (при этом профилеобразующие точные рабочие поверхности расположены на внешней поверхности заготовки), либо в формоудерживающее кольцевое приспособление-спутник (при этом профилеобразующие точные рабочие поверхности расположены на внутренней поверхности заготовки).
Для обеспечения жесткости заготовки в осевом и радиальном направлении в процессе механической и/или термической закалки формообеспечивающее кольцевое приспособление-спутник 2 выполнено в виде кольца с основанием, при этом внутренний или наружный диаметр кольца соответствует наименьшему допускаемому конструкцией детали диаметру внешней или внутренней поверхности, на которой отсутствуют основные рабочие поверхности, при выполнении которых заготовка подвергается деформированию.
Для неподвижного соединения заготовки 1 с приспособлением-спутником в контурообразующем выступе 3 корпуса заготовки выполнены вертикальные диаметрально расположенные сквозные отверстия 4 под крепежные элементы 5. Указанные отверстия могут совпадать с отверстиями под крепежные элементы в соответствии с чертежом детали, т.е. отверстия совпадают с конструктивными отверстиями кольцевой детали, с помощью которых кольцевые детали крепятся между собой и/или к машине.
В кольцевом приспособлении-спутнике, в соответствии с месторасположением сквозных вертикальных отверстий под крепежные элементы в заготовке, предусмотрены сквозные отверстия 6, ответные сквозным вертикальным отверстиям заготовки.
С помощью крепежных элементов заготовка контурообразующим выступом 3 неподвижно и беззазорно, по меньшей мере, со стороны свободного торца приспособления-спутника сопряжена с торцовой поверхностью (торцом) приспособления-спутника.
Для достижения технического результата жесткость приспособления-спутника, по меньшей мере, в 2 раза превышает жесткость заготовки, а коэффициент линейного расширения материала, из которого выполнено приспособление-спутник, равен или приближен к коэффициенту линейного расширения материала, из которого выполнена заготовка.
Для обеспечения дополнительной жесткости заготовки в радиальном направлении в стенках приспособления-спутника со стороны торца, свободного от заготовки, предусмотрены радиально расположенные регулируемые в радиальном направлении винты, на торцах которых выполнены упорные (контактообеспечивающие) площадки 7, обеспечивающие жесткий контакт с наиболее удаленной поверхностью заготовки. Контакт упорных площадок с поверхностью заготовки осуществляют после неподвижного закрепления заготовки к приспособлению-спутнику.
Такое заневоливание заготовки в осевом и радиальном направлениях для осуществления последующих операций механической обработки и поверхностной закалки токами высокой частоты профилеобразующих основных рабочих поверхностей позволит получить деталь с сохранением конфигурации и размеров в пределах допустимых величин.
После объединения заготовки с приспособлением-спутником соответствующие профилеобразующие основные точные кольцевые рабочие поверхности заготовки подвергают поверхностной закалке токами высокой частоты до получения заданной твердости, осуществляя при этом либо перемещение индуктора вдоль обрабатываемой поверхности, либо вращение заготовки относительно индуктора, с последующим принудительным охлаждением закаливаемой поверхности.
Высокочастотную поверхностную закалку ведут вдоль обрабатываемой поверхности заготовки с нагрева токами высокой частоты (ТВЧ) на глубину не менее 4 мм до получения твердости не менее 51,5 HR СЭ, при этом зазор между закаливаемой поверхностью и активным витком индуктора составляет 1,5...3,5 мм.
Принудительное охлаждение рабочих поверхностей после высокочастотной закалки производят струями воды или жидкости при скорости вращения детали 3...20 мм/с в течение времени обработки кольцевой рабочей поверхности (участка) заготовки.
После высокочастотной поверхностной закалки проводят объемный низкий или средний, или местный отпуск за счет тепла внутренних слоев металла заготовки (так называемая закалка самоотпуском), который осуществляют при температуре нагрева 180-450°С и времени выдержки 3-10 ч.
Завершают изготовление тонкостенной кольцевой детали, по крайней мере, чистовой механической обработкой закаленной токами высокой частоты основной кольцевой рабочей поверхности с последующим стабилизирующим низкотемпературным объемным отпуском заготовки при температуре нагрева 180...200°С и времени выдержки 8-10 ч, по меньшей мере, закаленных токами высокой частоты рабочих поверхностей заготовки. Заготовку или деталь снимают с приспособления-спутника.
Если деталь, кроме основной кольцевой рабочей поверхности, при формировании которой используют механическую обработку и поверхностную закалку токами высокой частоты, содержит дополнительно основную рабочую поверхность, например дополнительную основную кольцевую рабочую поверхность, при формировании которой используют только механическую обработку, то формирование профиля указанной поверхности выполняют после поверхностной закалки соответствующих основных кольцевых рабочих поверхностей со стабилизирующим отпуском. Механическую обработку по формированию дополнительных поверхностей завершают стабилизирующим низкотемпературным объемным отпуском заготовки, причем указанные механические операции осуществляют на заневоленной заготовке.
Деталь может содержать на торцовых и/или периферийных поверхностях вспомогательные (дополнительные) поверхности и/или отверстия, выполнение которых не вызывает деформации заготовки. Такие поверхности и/или отверстия выполняют до заневоливания заготовки или после отсоединения заготовки от приспособления-спутника.
Кольцевые тонкостенные детали больших диаметров изготавливаются либо из стали, либо из чугуна, либо из алюминиевых, либо из титановых, либо из никелевых сплавов.
Пример конкретного выполнения заявляемого способа.
Пример 1.
Деталь «кольцо внутреннее» является одной из основных деталей подшипников качения и изготавливается из углеродистой легированной стали.
Требования к готовой детали: наружный диаметр кольца - 2115 мм, наименьший внутренний диаметр - 1924 мм, высота кольца - 150 мм.
Кольцо имеет наружный зубчатый венец (делительный диаметр - 2100 мм, m=5, число зубьев - 420) и наружную V-образную беговую дорожку (диаметр - 2115 мм, требуемая твердость на рабочей поверхности закаленного слоя глубиной h≥2 мм не менее 51,5 HR СЭ). На торцовой поверхности и по периферии предусмотрены отверстия и пазы.
В качестве заготовки используют раскатное кольцо.
На карусельном станке формируют исходную кольцевую заготовку, производят предварительную механическую обработку заготовки, а затем термическую обработку - стабилизирующий отпуск.
Далее на карусельном станке производят чистовую обработку поверхности заготовки, на которой деталь базируется в дальнейшем на приспособлении-спутнике, V-образную беговую дорожку обрабатывают предварительно с припуском не менее 2 мм под окончательную обработку, а для снятия внутренних напряжений заготовку подвергают высокому объемному отпуску без защитной среды в шахтной печи. Высокий объемный отпуск заготовки ведут в течение 120 мин при температуре нагрева 600°С.
На портальном обрабатывающем центре обрабатывают диаметрально расположенные отверстия, с помощью которых заготовка неподвижно закрепляется к кольцевому приспособлению-спутнику.
Далее заготовку заневоливают с осевом и радиальном направлении с помощью приспособления-спутника и производят поверхностную закалку токами высокой частоты беговой дорожки на глубину h≥4 мм до получения твердости не менее 51,5 HR СЭ. Поверхностную закалку ведут за один оборот заготовки относительно индуктора или за одно перемещение индуктора при зазоре между закаливаемой поверхностью и активным витком индуктора 1,5 мм. Завершают закалку принудительным охлаждением обработанных токами высокой частоты поверхностей струями воды при скорости вращения детали 3 мм/с в течение времени обработки беговой дорожки.
После высокочастотной поверхностной закалки проводят объемный низкий отпуск за счет тепла внутренних слоев металла заготовки, который осуществляют при температуре нагрева 180°С и времени выдержки 3 ч.
Для обеспечения технического результата приспособление-спутник выполнено из материала, коэффициент линейного расширения которого равен коэффициенту линейного расширения материала, из которого выполнена заготовка, а жесткость приспособления-спутника в 2 раза превышает жесткость заготовки.
Далее, не снимая заготовку с приспособления-спутника, на карусельном станке с ЧПУ производят окончательную обработку беговой дорожки и стабилизирующий низкотемпературный объемный отпуск заготовки в шахтной печи при температуре нагрева 180°С и времени выдержки 8 ч. Затем на зубодолбежном станке нарезают зубья зубчатого венца.
Далее заготовку снимают с приспособления-спутника и на портальном обрабатывающем центре с одного установа производят обработку всех отверстий и пазов, расположенных на торцовой поверхности и по периферии заготовки.
Пример 2.
Способ осуществляют аналогично примеру 1, только высокий объемный отпуск заготовки ведут в течение 180 мин при температуре нагрева 650°С.
Поверхностную закалку ведут при зазоре между закаливаемой поверхностью и активным витком индуктора 3,5 мм, а принудительное охлаждение обработанных токами высокой частоты поверхностей струями воды со скоростью 20 мм/с в течение времени обработки беговой дорожки.
После высокочастотной поверхностной закалки проводят средний отпуск за счет тепла внутренних слоев металла заготовки, который осуществляют при температуре нагрева 450°С и времени выдержки 10 ч.
Окончательную обработку зубчатого венца и беговой дорожки и стабилизирующий низкотемпературный объемный отпуск заготовки после окончательной обработки зубчатого венца и беговой дорожки осуществляют в шахтной печи при температуре нагрева 200°С и времени выдержки 10 ч.
Пример 3.
Способ осуществляют аналогично примеру 1 или примеру 2, только после высокочастотной поверхностной закалки проводят местный отпуск за счет тепла внутренних слоев металла заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения резьбовых сегментов сборной быстросъемной гайки резьбового соединения устройства для балансировки автомобильных колес | 2021 |
|
RU2777830C1 |
| Способ формирования защитного покрытия на поверхности стального резьбового вала резьбового соединения устройства для балансировки автомобильных колес | 2021 |
|
RU2763467C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| Способ закалки деталей из низкоуглеродистой борсодержащей стали | 2018 |
|
RU2690386C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ПЕНЬКА СТВОЛА АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ | 2014 |
|
RU2570262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| СПОСОБ УПРОЧНЕНИЯ ПЯТНИКА ЕДИНИЦЫ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2713892C2 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| Способ обработки сталей | 1981 |
|
SU1032029A1 |
| Способ изготовления биметаллических изделий | 1975 |
|
SU533463A1 |
Изобретение относится к изготовлению несущих узлов специального назначения для тяжелых машин, состоящих из разъемных вращающихся относительно друг друга тонкостенных сложнопрофильных по диаметру кольцевых деталей больших диаметров (более 1500 мм). Для получения максимально точных геометрических размеров и требуемой твердости ответственных рабочих поверхностей детали вначале осуществляют чистовую механическую обработку поверхностей исходной кольцевой заготовки, сопрягаемых с приспособлением-спутником, предварительно формируют профиль основной кольцевой рабочей поверхности заготовки, оставляя при этом припуск не менее 2 мм, проводят высокий объемный отпуск заготовки для снятия внутренних напряжений. Затем заготовку заневоливают в осевом и радиальном направлениях с помощью приспособления-спутника, при этом приспособление-спутник и заготовка образуют неподвижное соединение, жесткость приспособления-спутника, по меньшей мере, в 2 раза превышает жесткость заготовки, а коэффициент линейного расширения материала, из которого выполнено приспособление-спутник, равен или приближен к коэффициенту линейного расширения материала, из которого выполнена заготовка. После заневоливания заготовки основные кольцевые рабочие поверхности подвергают поверхностной закалке токами высокой частоты на глубину не менее 4 мм до получения заданной твердости с последующим принудительным охлаждением закаливаемой поверхности и объемным низким или средним отпуском за счет тепла внутренних слоев металла заготовки, проводят чистовую механическую обработку закаленной основной кольцевой рабочей поверхности и стабилизирующий объемный низкотемпературный отпуск и отсоединяют деталь от приспособления-спутника. 8 з.п. ф-лы, 1 ил.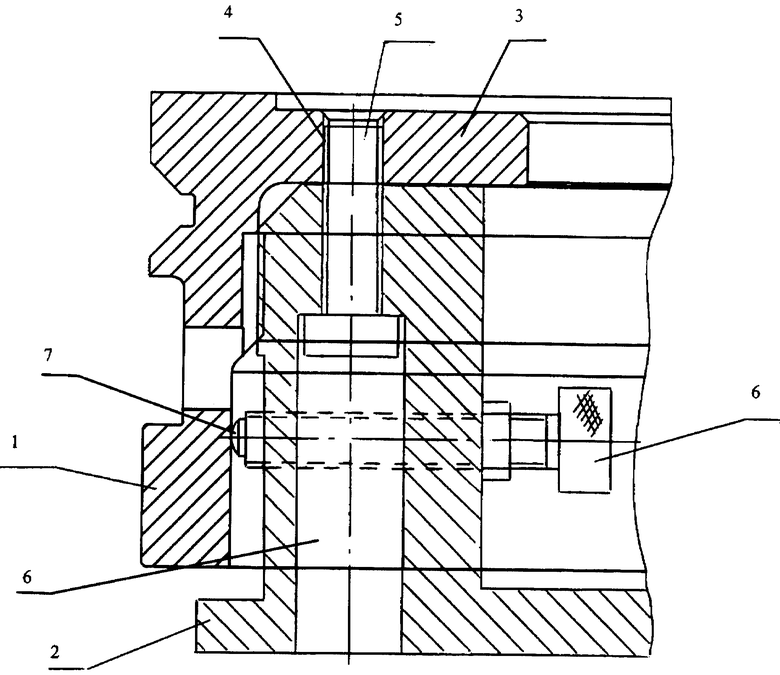
| Способ обработки деталей | 1985 |
|
SU1337424A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU294864A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2258087C1 |
| US 6585834B 1, 01.07.2003 | |||
| ВЕНТИЛЯТОРНАЯ ИЛИ БАШЕННАЯ ГРАДИРНЯ С ПАРОУЛОВИТЕЛЕМ | 2013 |
|
RU2520697C1 |
| DE10314040B3, 13.11.2005. | |||

