Изобретение относится к термометрии, предназначено для измерения температур в зоне обработки при круглом шлифовании деталей и может быть использовано для оптимизации технологических процессов шлифования.
Известно устройство для измерения температуры поверхности в зоне обработки при шлифовании [1], содержащее шлифовальный абразивный круг с размещенными в нем пластинчатыми электродами термопар, которые соединены с помощью проводников, токосъемника и переключателя с электронным блоком обработки данных. Электроды размещены в прорезанных пазах круга под углом к оси вращения и периодически замыкаются через поверхность обрабатываемой детали, обеспечивая измерение температуры поверхности во время шлифования.
Недостатком этого устройства является большая сложность размещения в абразивном круге электродов термопар, проводников и токосъемника, а также ослабление ими круга и возможная его разбалансировка.
Задача, на решение которой направлено изобретение, состоит в упрощении устройства и расширении возможностей выполнения контроля за изменением температур локального нагрева шлифуемой поверхности и стружки с абразивной пылью в процессе обработки заготовки детали.
Это достигается тем, что в устройстве для измерения температур при круглом шлифовании деталей, содержащем цифровые измерительные приборы и соединенные с ними термопары, электрод одной термопары расположен под козырьком в зоне выброса стружки с абразивной пылью, а электрод другой термопары расположен над обработанной поверхностью вблизи от линии контакта абразивного круга с заготовкой детали и имеет термоизолирующую трубку.
Сущность изобретения поясняется чертежами.
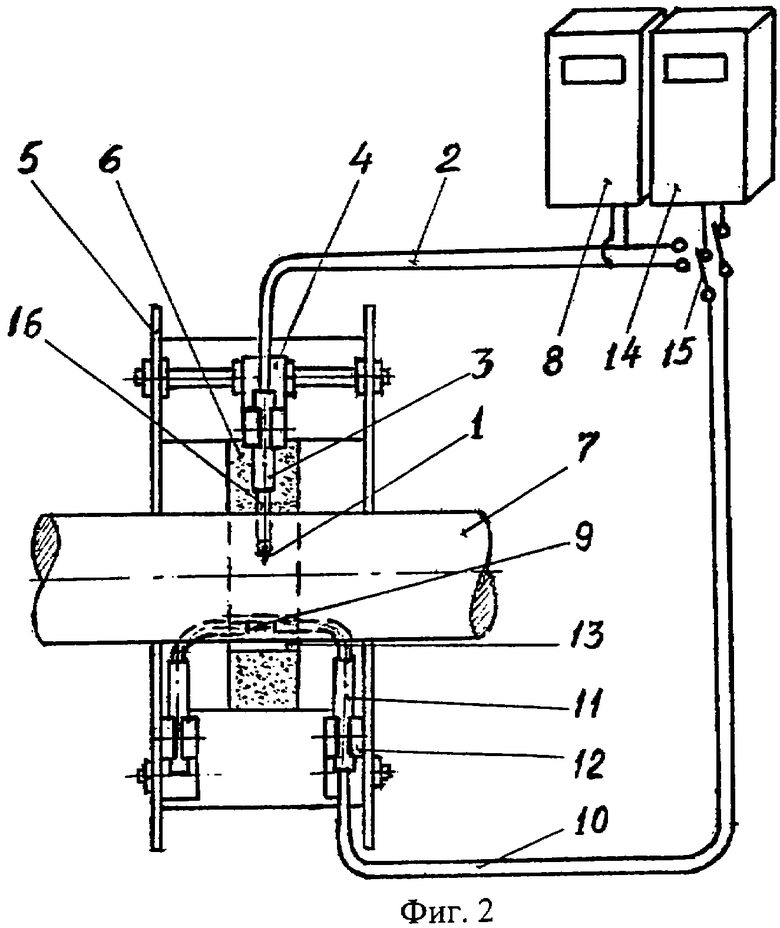
На фиг.1 показан вид сбоку на устройство для измерения температур при шлифовании круглых заготовок деталей. На фиг.2 показан вид спереди.
Устройство содержит электрод 1 термопары 2, закрепленный во втулке 3 держателя 4, который установлен на кожухе 5 абразивного круга 6. Электрод расположен над обработанной поверхностью заготовки 7 вблизи от линии ее контакта с кругом. Положение втулки регулируется по высоте и углу бесступенчато. Термопара 2 подключена к цифровому измерительному прибору 8.
Электрод 9 термопары 10 закреплен в двух втулках 11 держателей 12, установленных на кожухе 5, и имеет защитный козырек 13, выполненный из тонкого медного листа, согнутого под острым углом.
Жесткость крепления козырька и расположенного в нем электрода обеспечена за счет применения для их установки двух втулок и двух держателей. Положение козырька с электродом может регулироваться относительно круга и заготовки путем поворота кронштейнов 12 и перемещения втулок 11.
Термопара 10 подключена к измерительному прибору 14. Переключатель 15 позволяет отключать прибор 14 и переключать электрод 9 на прибор 8 для измерения усредненной температуры в зоне шлифования заготовки.
Повышение точности и скорости измерения температуры стружки с абразивной пылью достигается выполнением электрода 9 удлиненным до ширины круга за счет соединения в расплющенном виде двух проводников термопары 10. Применение защитного козырька позволяет не только предохранить электрод от абразивного износа, но и аккумулировать теплоту в зоне выброса стружки с абразивной пылью.
Для повышения точности, скорости измерения температуры обработанной поверхности заготовки и защиты электрода 1 от действия смазочно-охлаждающей жидкости на электрод надета термоизолирующая трубка 16, имеющая на конце косой срез, обращенный к поверхности заготовки. Трубка входит во втулку 3 и регулируется по высоте. Малый диаметр электрода 1 позволяет подвести его конец близко к линии контакта круга с заготовкой.
Устройство работает следующим образом. Во время шлифования заготовки при положении переключателя 15, показанного на фигурах 1 и 2, ток от электродов 1 и 9 поступает в цифровые измерительные приборы. Прибор 8 показывает изменение температуры нагрева обработанного участка детали вблизи от линии контакта круга с заготовкой, а прибор 14 - изменение температуры стружки с абразивной пылью.
При переключении термопары 10 переключателем 15 на измерительный прибор 8 последний показывает усредненную температуру в зоне шлифования.
Применение в устройстве двух цифровых измерительных приборов позволяет осуществлять одновременное измерение температур обработанной поверхности и выбрасываемой стружки с абразивной пылью. Сравнение величин этих температур дает возможность судить о состоянии абразивного круга.
Упрощение конструкции устройства обеспечено за счет того, что в нем не нарушается целостность абразивного круга и отсутствуют токосъемники. Это дает возможности производить не только лабораторные измерения температур в зоне круглого шлифования деталей, но и применять устройство в производственных условиях для косвенного контроля состояния круга. При применении в устройстве усложненных цифровых измерительных приборов возможны визуализация, запись и распечатка результатов измерений температур в зоне шлифования, а также подача звукового сигнала о превышении температуры выше допустимой.
Измерение температур в зоне обработки при круглом шлифовании деталей с помощью предлагаемого устройства позволяет обеспечить расширение возможностей выполнения контроля за изменением температур локального нагрева шлифуемой поверхности и стружки с абразивной пылью и за счет этого осуществлять оптимизацию технологических процессов при круглом шлифовании деталей, а также диагностирование состояния абразивного круга.
Источники информации
1. Авторское свидетельство МПК G 01 К 7/02, 13/08. Устройство для измерения температуры поверхности при шлифовании /М.Г.Постригайло, А.А.Клюкин/, SU 1642269 А 1, Заявл. 15.11.88, опубл. 15.04.91. Бюл. №14.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения температуры поверхности при шлифовании | 1990 |
|
SU1760372A1 |
| Устройство для измерения температуры поверхности при шлифовании | 1988 |
|
SU1642269A1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛОКАЛЬНЫХ ЗНАЧЕНИЙ ПЛОТНОСТИ ТЕПЛОВОГО ПОТОКА В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2198779C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2187422C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2192958C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| СПОСОБ ШЛИФОВАНИЯ | 2012 |
|
RU2482952C1 |
Изобретение относится к области термометрии и может быть использовано для измерения температур в зоне обработки при круглом шлифовании деталей. Устройство содержит цифровые измерительные приборы и соединенные с ними термопары. Электрод одной термопары расположен под козырьком в зоне выброса стружки с абразивной пылью. Электрод другой термопары расположен над обработанной поверхностью детали вблизи линии ее контакта с абразивным кругом и выполнен с термоизолирующей трубкой. В результате упрощается конструкция устройства за счет сохранения целостности абразивного круга и отсутствия токосъемников, а также расширяются технологические возможности при контроле локального нагрева шлифуемой поверхности и стружки с абразивной пылью, что позволяет оптимизировать технологические процессы при круглом шлифовании. 2 ил.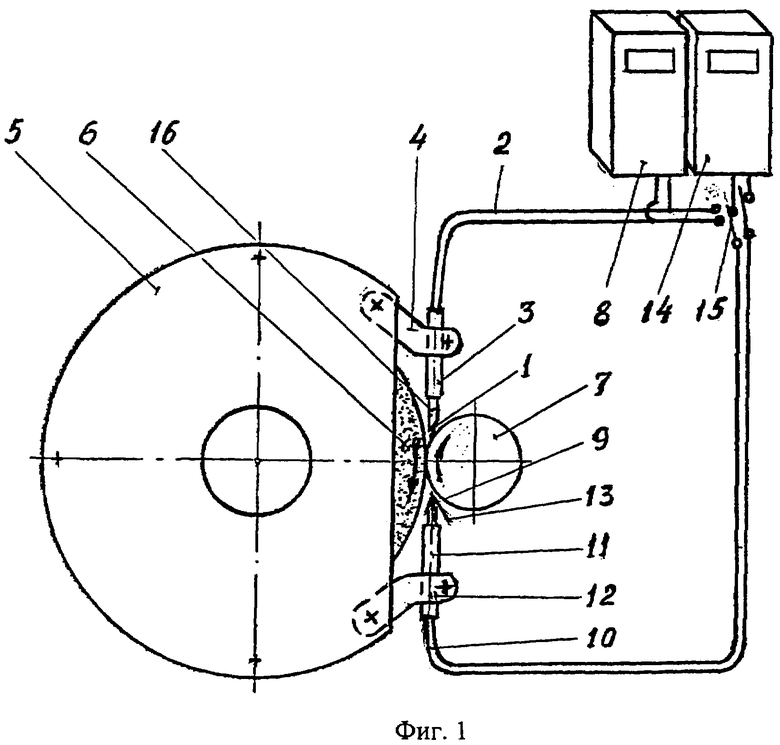
Устройство для измерения температур при круглом шлифовании деталей, содержащее цифровые измерительные приборы и соединенные с ними термопары, отличающееся тем, что электрод одной из термопар расположен под козырьком в зоне выброса стружки с абразивной пылью, а электрод другой - над обработанной поверхностью детали вблизи линии ее контакта с абразивным кругом и имеет термоизолирующую трубку.
| Устройство для измерения температуры поверхности при шлифовании | 1988 |
|
SU1642269A1 |
| Устройство для измерения температуры шлифования | 1984 |
|
SU1222517A1 |
| Способ измерения температуры поверхности при шлифовании | 1978 |
|
SU773453A1 |
| US 4438598 А, 27.03.1984 | |||
| DE 4025552 C1, 13.06.1991. | |||

