Изобретение относится к станко- инструментальной промышленности и касается, в частности, устройства для контроля контактной температуры по длине образующей круга при шли- фовании деталей с поперечной подачей
Цель изобретения - расширение области применения и повьш1ение достоверности измерения контактной температуры при шлифовании за счет из- мерения температуры по длине образующей круга путем вьтолнения углов наклона каналов в .круге переменными и исходящими из одной точки, где ус.- тановлен приемник ИК-излучения,
На чертеже показано устройство, общий вид.
Устройство состоит из шлифовального круга 1 с каналами 2, равномерно выходящими на его периферию и име ющими переменные углы наклона к образующей. Приемник ИК-излучения 3 расположен в точке- на расстоянии от образующей цилиндрической поверхности круга в радиальном йаправлении и на расстоянии К от торца.
Держатель 4 вместе с закрепленным приемником ИК-излучения 3 ориентируется в пространстве с помощью четь1- рех винтов 5 и крепится к скобе 6 винтом Скоба 6 установлена на оси 8, |)аспо- ложенной на крьш1ке 9 кожуха шлифовального круга 1 соосно с осью шпинделя станка, и фиксируется гайкой 10 В верхней части скобы 6 для отсчета углов ее поворота нанесена шкала с делениями, а на кожухе закреплен указатель 11 с неподвижной риской.
Наличие юстировочных винтов 5 и возможность поворота скобы 6 на оси 8 позволяет направить фоточувстви- тельный слой приемника ИК-излучения на тот участок зоны контакта круга с деталью 12, температуру которого необходимо измерить. Приемник ИК-из- лучения электрически связан с усилителем 13.и регистрирующим 14 уст- .ройствами.
Устройство работает следующим образом.
.В процессе шлифования при вращении круга 1 в момент совпадения осей каналов 2 с направлением ориен тации приемника ИК-излучения 3 на фоточувствительный слой последнего
воздействует энергия излучения нагретой поверхности зоны контакта круга с деталью 12.
Электрический сигнал от приемника ИК-излучения через усилительное устройство 13 подается на регистрирующее устройство 14 или в цепь управления системы автоматического регулирования процессом пшифования по температурному критерию.
В зависимости от положения активного участка образующей в пределах ширины круга информация о температуре в зоне шлифования поступает через те каналы, которые выходят на этот участок. В результате при шлифовании деталей с поперечной подачей, когда неизвестно положение активного участка образующей рабочей поверхности круга, осуществляется измерение контактной температуры в.любой точке зоны резания, так как переменные углы наклона осей канало в круге за один его оборот обеспечивают последовательное поступление информации о контактной температуре с охватом всех точек приведенной образующей.
Из геометрических соотношений углы наклона осей каналов к образующей круга определяются по формуле
«i -arctq.
С
k+m
(-i)
где I - расстояние от образующей
круга до приемника ИК-излучения, расположенного в точке пересечения осей каналов; .k - расстояние от торца круга до приемника ИК-излучения; m - коэффициент перекрытия от- верстий каналов, приведенных к одной образующей круга, (O-cmSl);
i - порядковьй номер канала
(); d;;- размер отверстия канала на
приведенной образующей. Для отверстий диаметром d значение di определяется из выражения dj d/sin«i-. .
В интервале изменения л. от 60° до 75 погрешность в определении ei; при замен.е d на d не превьпаает 12%, если принять К равным ширине круга. Выбор указанного интервала изменения о(, объясняется также малыми потерями энергии излучения из-за отклонения направления распространения инфракрасных лучей от перпендикуляра К поверхности.
312225
Число каналов в круге, необходимое для получения информации с любой точки образующей его рабочей поверхности, определяется по формуле
п
В
ra-d
(2)
где В - ширинакруга,
При имеет место касание направляющих кривых каналов на приведенной образующей, и это соответствует минимальному числу отверстий в круге. Если , то обеспечивается перекрытие каналов на приведенйой образующей, что способствует более точному измерению температуры по
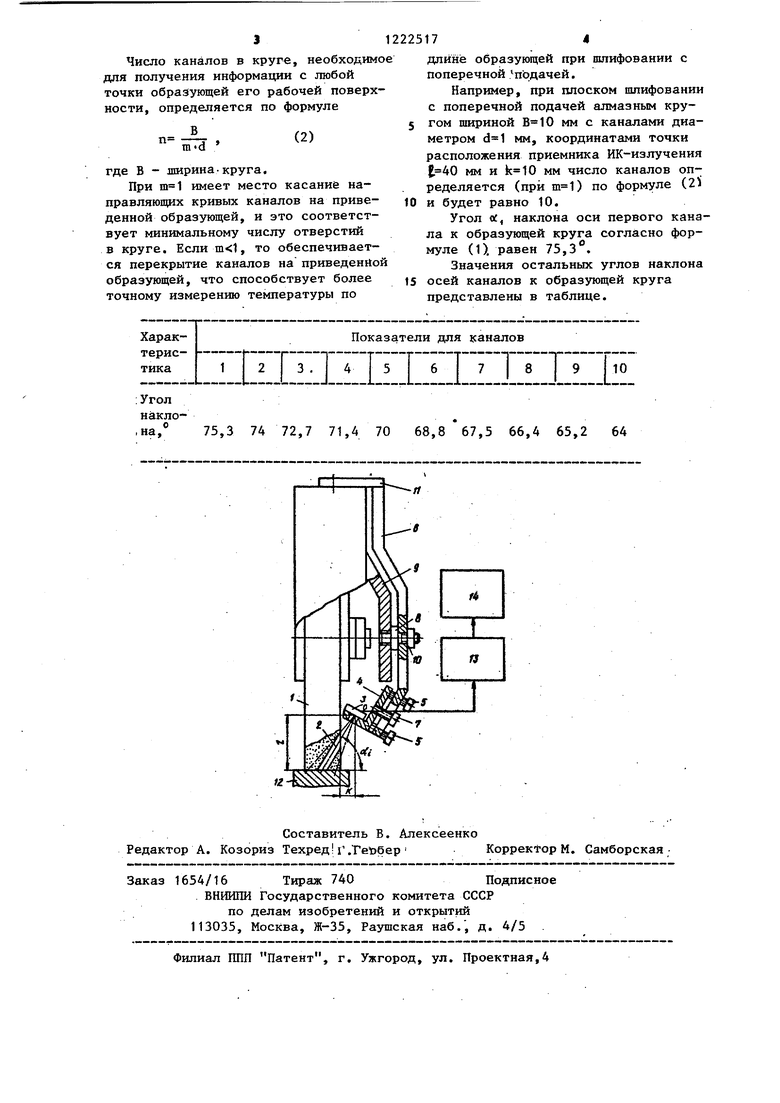
; Угол накло- .на, 75,3 74 72,7 71,4 70 68,8 67,5 66,4 65,2 64
0
5
174
длине образующей при шлифовании с
поперечной по.дачей.
Например, при плоском пшифовании с поперечной подачей алмазным кругом шириной мм с каналами диаметром мм, координатами точки расположения приемника ИК-излучения |.40 мм и мм число каналов определяется (при ) по формуле (2i и будет равно 10.
Угол л, наклона оси первого канала к образующей круга согласно формуле (1), равен 75,3.
Значения остальных углов наклона осей каналов к образующей круга представлены в таблице.
Составитель В. Алексеенко
Редактор А. Козориз Техред Г .Геюбер
Заказ 1654/16 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 .
Филиал Ш1П Патент, г. Ужгород, ул. Проектная,4
Корректор М. Самборская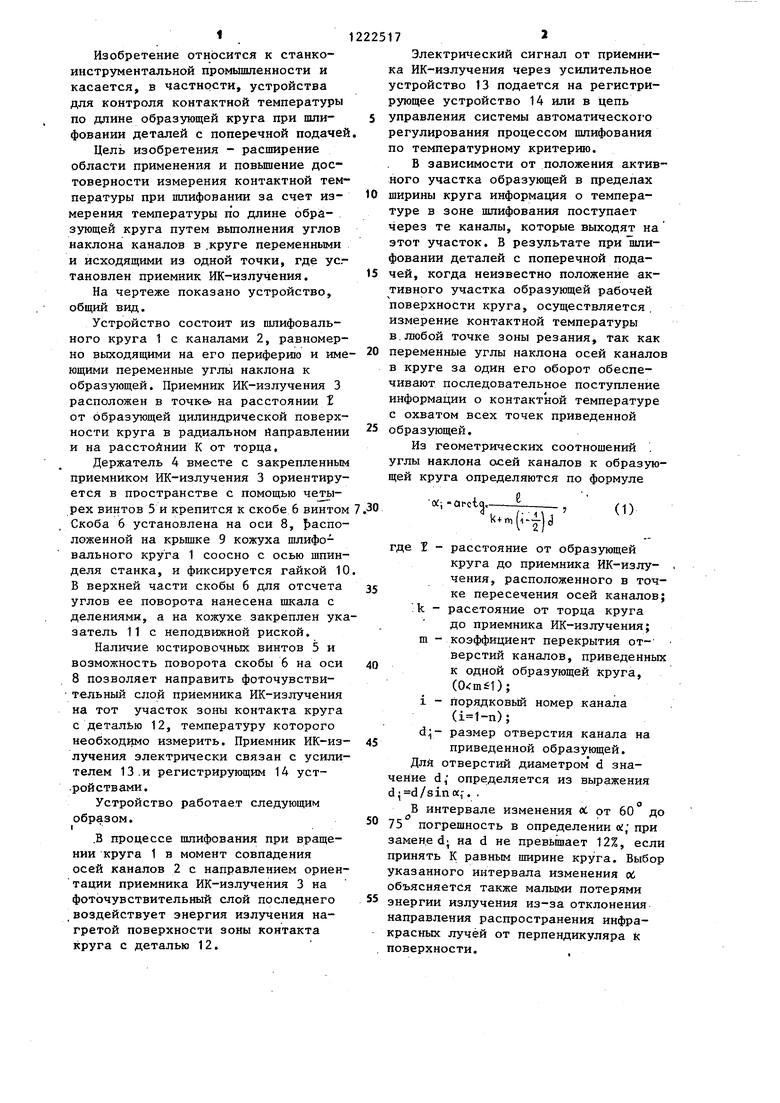
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСКОНТАКТНЫЙ СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2151687C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2151686C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ЗАБОЯ СКВАЖИНЫ В ПРОЦЕССЕ БУРЕНИЯ | 2006 |
|
RU2326239C2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ЗАБОЯ СКВАЖИНЫ В ПРОЦЕССЕ БУРЕНИЯ | 2006 |
|
RU2326240C2 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) | 1983 |
|
SU1161357A1 |
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ С ДИСКРЕТНОЙ РЕЖУЩЕЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2582841C1 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
| Устройство для контроля температуры | 1973 |
|
SU973325A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Давьщов В.М | |||
| Исследование тепловых явлений при шлифовании твердого сплава алмазными кругами | |||
| - Известия Вузов СССР | |||
| Машиностроение | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
