1
Изобретение относится к термометрии и предназначено для измерения температуры в зоне шлифования металличес-Ких материалов, и может быть использовано для определения темпера- 5 туры при различных процессах шлифования.
Известен способ измерения температур в зоне шлифования, котбрый осуществляется при помощи искусственной 10 термопары, основанный на том, что термопару укладывают в месте, где измеряется температура и по величине генерируемой термоэдс определяют температуру Ij.15
Такой способ не позволяет точно определить температуру, так как спай термопары нагревается неравномерно и расположить его непосредственно в зоне шлифования не представля- 20 ется возможным.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ измерения температуры поверхности при шлифова- 25 НИИ, включающий размещение электродов термопары в обрабатываемой детали и измерение термоэдс при замыкании электродов шлифовальным кругом 2.30
Такой способ позволяет измерять поверхностные температуры, однако время термоэлектрода измеряется микросекундами и значения термоэдс регистрируются в виде кратковременных импульсов, имеющих большие отклонения от действительных значений термоэдс. Помимо этого, известный способ требует при каждом изменении марки обрабатываемого материала тарирования полуискусственной термопары. Монтаж термоэлектрода является трудоемкой операцией, требующей разрезания деталей высокой твердости и сложной конфигурации.
Цель изобретения - повышение точности измерения при одновременном снижении трудоемкости измерения.
Поставленная цель достигается тем, что электроды размещают последовательно на поверхности обрабатываемой детали вдоль направления движения шлифовального круга.
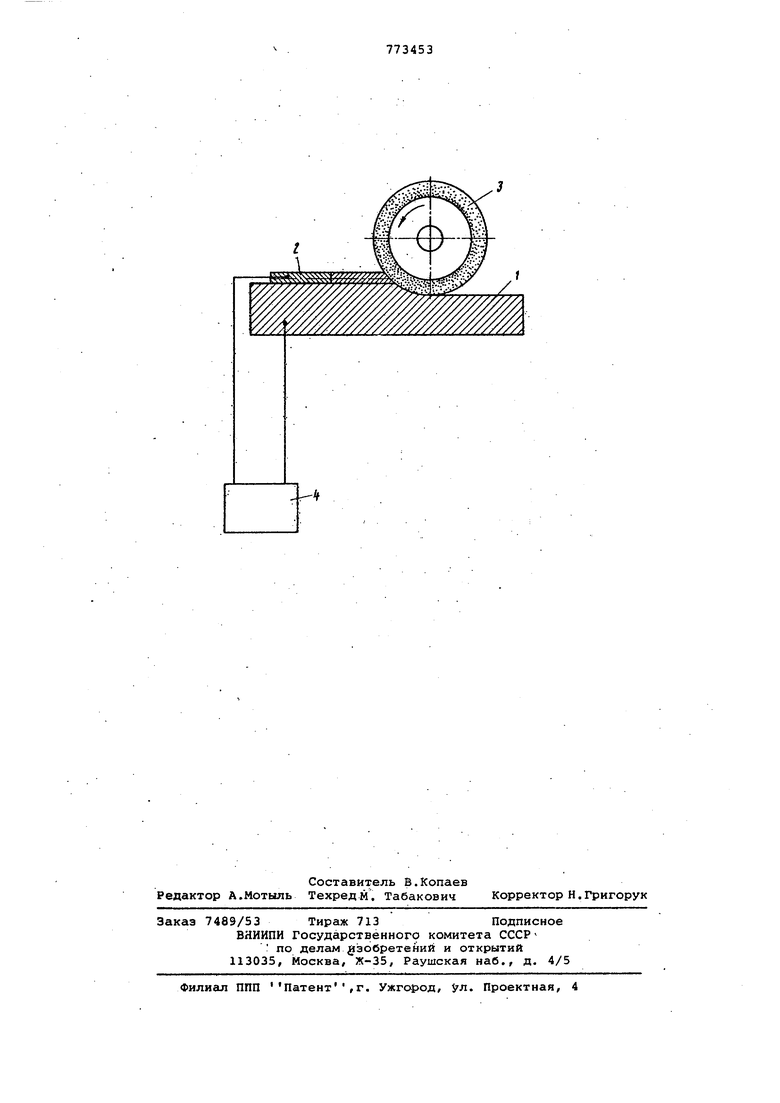
На чертеже представлена принципиальная схема устройства ,для реализации способа.
Устройство включает обрабатываемую деталь 1, электроды 2 термопары, шлифовальный круг 3.
Способ реализуется следуккцим образом.
На обрабатываемую деталь 1 в направлении продольной подачи укладывают тврмоэлектрод 2, состоящий из двух последовательно соединенных проволочек из хромеля и алюмёлия.
Допускается укладывание термоэлектрода 2 также в заранее подготовленный жолоб, объем которого выполняют меньшим объема сошлифуемого материала. Термоэлектрод 2 и деталь 1 электроизолируют тонким слоем лака.Ылифованйе выполняют при попутном вращении шлифовального круга 3, т.е. направление вращения круга и продольной подачи совпадали, что обозначено на чартеже стрелками. Сигнал термоэдс регистрируют прибором 4. При с1 езании одной части термоэлектрода 2 прибором 4 фиксируют значения термоэдс от термопары составленной из хромеля и стали марки 45, при срезании другой части термоэлектрода 2 фиксируют значения термоэдс от термопары, составленной из аотюмелия и стали марки 45. При этом температуру определяют как алгебраическую раз™ ность показаний термоэлементов относительно детали.
Для измерения температуры при шлифовании используются осциллогра i«t Н117 с гальванометрами по ГОСТ 11013-64.
При ТИПИЧНЫХ резхимах шлифования м/с., м/мин) и использовании тарированных хромель-алюмелевых термоэлектродоЕфО,1 мм, время срезания при известном способе составляет 3- 10 с. При этом необходимо использовать относительно высокочастотный Гёшьваномётр 19004-2,5 с чувствительностью 0,007 мм/град., что обуславливает абсолютную ошибку +71 с точности линейного отсчета по осциллограмме 0,5 мм. Учитывая, что температура в зоне шлифования порядка 400°С, погрешность измерения сост-авляет 17,8%.
Применение описываемого способа при длине электродов мм позволяет надежно использовать низкочастотные гальванометры,М010-40 с чувствительностью 37 нм/град., что дает при тех же режимах обработки абсолютную погрешность ± О, и относительную погрешность менее 1%.
Таким образом, применение описы- . ваемого способа .позволяет повысить точность измерения температуры при. шлифовании на 17%,
Согласно проведеннык расчетов на подготовку и проведение одного эксперимента с йспользойанием известного способа требуется б н/ч:, в то время как с использованием заявляемого способа трудоемкость снижается до 0,5 н/ч.
Формула изобретения
Способ измерения температуры поверхности при шлифовании, включающий размещение электродов термопары В обрабатываемой детали и измерение термоэдс при за№акании электродов шлифовальным кругом, о т л и ч а ющ и и с я тем, что, с целью повыйёния точности измерения при одновременном снижении трудоемкости измерения, электроды термопары размещают последозеательно на поверхности обрабатываемой детали вдоль направления движения шлифовального круга.
Источники информации, принятые во внимание при экспертизе
1.Маслов Е„И, Теория шлифования материалов. М., Машиностроение, 1973, с.127.
2.Авторское свидетельство СССР № 453592, кл. G 01 К 7/02, 1970 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ В ПОВЕРХНОСТНОМ СЛОЕ ЗАГОТОВКИ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2198085C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ШЛИФУЕМОЙПОВЕРХНОСТИ В ЗОНЕ РЕЗАНИЯ МЕТАЛЛА С ПОМОЩЬЮСРЕЗАЕМОЙ ИСКУССТВЕННОЙ ТЕРМОПАРЫ | 1972 |
|
SU453592A1 |
| Термопара для измерения темпе-РАТуРы пРи шлифОВАНии | 1978 |
|
SU837566A1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РЕЖУЩЕЙ КРОМКИ ЛЕЗВИЙНОГО ИНСТРУМЕНТА ПРИ ВЫСОКОСКОРОСТНОМ ФРЕЗЕРОВАНИИ МЕТАЛЛА | 2010 |
|
RU2445588C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАЛЫХ РАЗНОСТЕЙ ТЕМПЕРАТУР | 2006 |
|
RU2337333C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2187422C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ | 1987 |
|
RU2017089C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛОКАЛЬНЫХ ЗНАЧЕНИЙ ПЛОТНОСТИ ТЕПЛОВОГО ПОТОКА В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2198779C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2192958C1 |