Изобретение предназначено для измерения температуры в зоне резания при шлифовании эвольвентных зубчатых шестерен и может быть использовано для определения режимов резания и оптимизации технологических процессов шлифования.
ч
Целью изобретения является повышение эффективности путем обеспечения возможности измерения температуры поверхности нарезаемых шестерен.
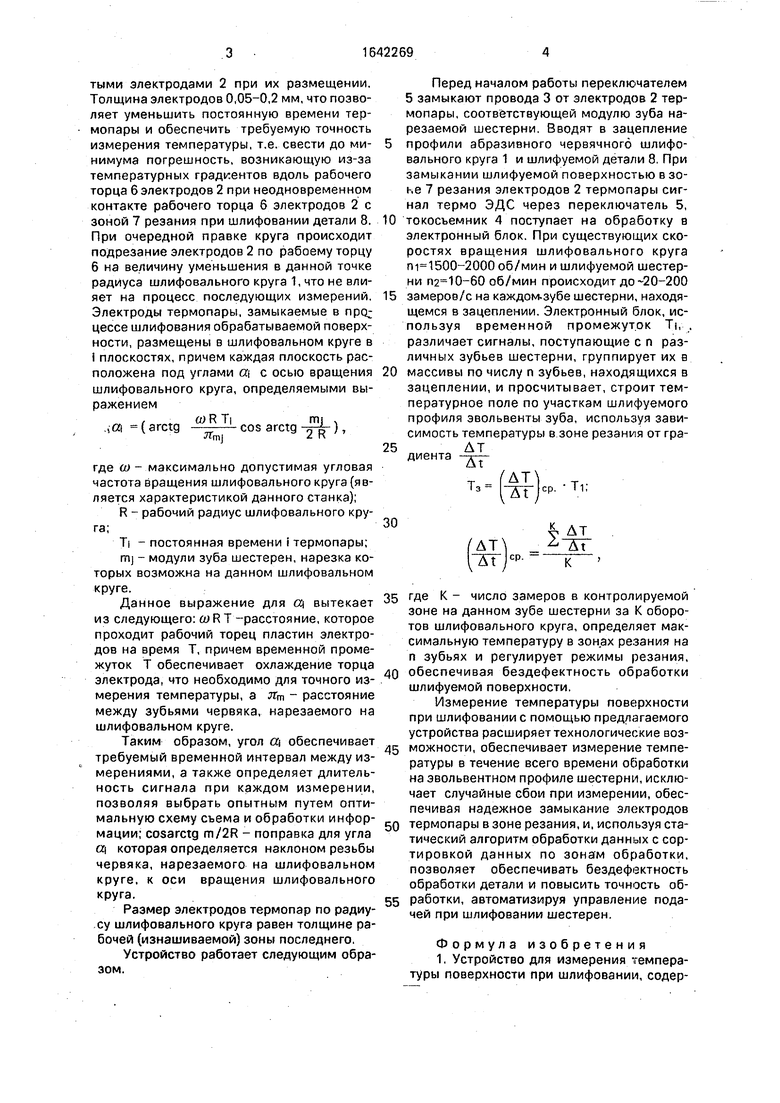
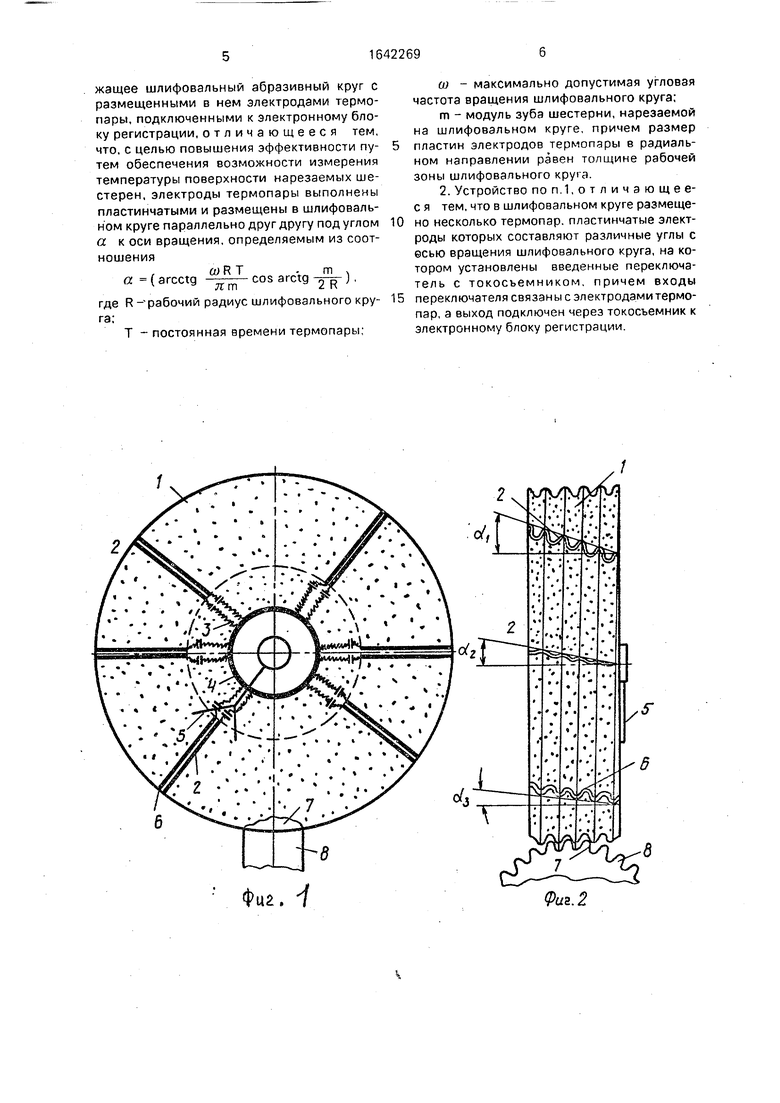
На фиг. 1 схематично показан шлифовальный абразивный круг, в котором размещены попарно параллельно пластинчатые электроды термопар; на фиг. 2 - ориентация электродов термопар относительно оси вращения шлифовального круга; на фиг. 3 циклограмма ЭДС i термопары за один оборот шлифовального круга.
Устройство для измерения температуры поверхности при шлифовании содержит шлифовальный абразивный круг 1 и размещенные в нем пластинчатые электроды 2 термопар, которые соединены с электронным блоком обработки данных (не показано) с помощью проводов 3 и токосъемника 4 через переключатель 5. Электроды 2 термопары размещают в шлифовальном круге 1 в прорезанных пазах, заливая и закрепляя прорезь с электродами высокотемпературными замазками, смолами. Предварительно электроды 2 покрывают электроизоляционным материалом (керамикой), обеспечивая минимальное расстояние между пластинч Os
ю го о ю
тыми электродами 2 при их размещении. Толщина электродов 0,05-0,2 мм, что позволяет уменьшить постоянную времени термопары и обеспечить требуемую точность измерения температуры, т.е. свести до минимума погрешность, возникающую из-за температурных градиентов вдоль рабочего торца 6 электродов 2 при неодновременном контакте рабочего торца 6 электродов 2 с зоной 7 резания при шлифовании детали 8. При очередной правке круга происходит подрезание электродов 2 по рабоему торцу 6 на величину уменьшения в данной точке радиуса шлифовального круга 1, что не влияет на процесс последующих измерений. Электроды термопары, замыкаемые в про; цессе шлифования обрабатываемой поверхности, размещены в шлифовальном круге в i плоскостях, причем каждая плоскость расположена под углами а с осью вращения шлифовального круга, определяемыми выражением
a) R TImi
cos arctg
sai ( arctg
JTrr
2 R
),
где ft - максимально допустимая угловая частота вращения шлифовального круга {является характеристикой данного станка);
R - рабочий радиус шлифовального круга;
Ti - постоянная времени i термопары;
rnj - модули зуба шестерен, нарезка которых возможна на данном шлифовальном круге.
Данное выражение для а вытекает из следующего: о R Т -расстояние, которое проходит рабочий торец пластин электродов на время Т, причем временной промежуток Т обеспечивает охлаждение торца электрода, что необходимо для точного измерения температуры, а ят - расстояние между зубьями червяка, нарезаемого на шлифовальном круге.
Таким образом, угол а обеспечивает требуемый временной интервал между измерениями, а также определяет длительность сигнала при каждом измерении, позволяя выбрать опытным путем оптимальную схему съема и обработки информации; cosarctg m/2R - поправка для угла а которая определяется наклоном резьбы червяка, нарезаемого на шлифовальном круге, к оси вращения шлифовального круга.
Размер электродов термопар по радиусу шлифовального круга равен толщине рабочей (изнашиваемой) зоны последнего.
Устройство работает следующим образом.
Перед началом работы переключателем 5 замыкают провода 3 от электродов 2 термопары, соответствующей модулю зуба нарезаемой шестерни. Вводят в зацепление
профили абразивного червячного шлифовального круга 1 и шлифуемой детали 8. При замыкании шлифуемой поверхностью в зоне 7 резания электродов 2 термопары сигнал термо ЭДС через переключатель 5,
0 токосъемник 4 поступает на обработку в электронный блок. При существующих скоростях вращения шлифовального круга щ 1500-2000 об/мин и шлифуемой шестерни П2 10-60 об/мин происходит до 20-200
5 замеров/с на каждом-зубе шестерни, находящемся в зацеплении. Электронный блок, используя временной промежуток Ti, . различает сигналы, поступающие с п различных зубьев шестерни, группирует их в
0 массивы по числу п зубьев, находящихся в зацеплении, и просчитывает, строит температурное поле по участкам шлифуемого профиля эвольвенты зуба, используя зависимость температуры в зоне резания от гра5AT
диента -gj ДТ
Г
Т3
Тц
ДТ
ат ср; /
Ј дт дт
к
где К - число замеров в контролируемой зоне на данном зубе шестерни за К оборотов шлифовального круга, определяет максимальную температуру в зонах резания на п зубьях и регулирует режимы резания,
обеспечивая бездефектность обработки шлифуемой поверхности.
Измерение температуры поверхности при шлифовании с помощью предлагаемого устройства расширяет технологические возможности, обеспечивает измерение температуры в течение всего времени обработки на эвольвентном профиле шестерни, исключает случайные сбои при измерении, обеспечивая надежное замыкание электродов
термопары в зоне резания, и, используя статический алгоритм обработки данных с сортировкой данных по зона;м обработки, позволяет обеспечивать бездефектность обработки детали и повысить точность обработки, автоматизируя управление подачей при шлифовании шестерен.
Формула изобретения 1, Устройство для измерения температуры поверхности при шлифовании, содержащее шлифовальный абразивный круг с размещенными в нем электродами термопары, подключенными к электронному блоку регистрации, отличающееся тем, что, с целью повышения эффективности путем обеспечения возможности измерения температуры поверхности нарезаемых шестерен, электроды термопары выполнены пластинчатыми и размещены в шлифовальном круге параллельно друг другу под углом а к оси вращения, определяемым из соотношения
,a) R Т т .
а (arcctg jrm cos arctg ),
где R - рабочий радиус шлифовального круга:
Т - постоянная времени термопары;
0
5
ш - максимально допустимая угловая частота вращения шлифовального круга;
m - модуль зуба шестерни, нарезаемой на шлифовальном круге, причем размер пластин электродов термопары в радиальном направлении равен толщине рабочей зоны шлифовального Kpyia.
2. Устройство поп 1,отличающее- с я тем, что в шлифовальном круге размещено несколько термопар, пластинчатые электроды которых составляют различные углы с есью вращения шлифовального круга, на котором установлены введенные переключатель с токосъемником, причем входы переключателя связаны с электродами термопар, а выход подключен через токосъемник к электронному блоку регистрации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения температуры поверхности при шлифовании | 1990 |
|
SU1760372A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУР ПРИ КРУГЛОМ ШЛИФОВАНИИ ДЕТАЛЕЙ | 2006 |
|
RU2314187C1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2002 |
|
RU2230634C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2007 |
|
RU2370356C2 |
Изобретение относится к термометрии и позволяет повысить эффективность за счет расширения технологических возможностей измерения температуры при шлифовании шестерен. Электроды термопар выполнены пластинчатыми и размещены в шлифовальном круге в I плоскостях, причем каждая плоскость расположена под углом а с осью вращения шлифовального круга, определяемого из соотношения, приведенного в описании. Электроды термопар замыкаются через поверхность обрабатываемой детали и выходной сигнал с них пропорционален температуре в рабочей зоне. Устройство обеспечивает измерение температуры в течение всего времени обработки на эвольвентном профиле шестерни, исключает случайные сбои при измерении, обеспечивая надежное замыкание электродов термопары в зоне резания. Использование статистического алгоритма обработки данных с сортировкой данных по зонам обработки позволяет в итоге обеспечить бездефектность обработки профиля зуба, автоматизируя управление подачей при шлифовании шестерен. 3 ил. сл С
ФЦ2. -f
8
Фиг. 2
Me
AT
4tf Atld J
tTO
.
Д, 4t24Ij
| Сипайлов В.А | |||
| Тепловые процессы при шлифовании и управлении качеством поверхности | |||
| М,: Машиностроение, 78, с.117- 119, рис | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Метрология, 1976, № 5, с.33-38. | |||
