Изобретение относится к области машиностроения и может быть использовано при проектировании и изготовлении облегченных композитных изделий, особенно таких, которые включают большое количество приборов и элементов связи между ними. Необходимость удовлетворения целого ряда, порой противоречивых, требований приводит к необходимости создания многочисленных композиционных конструкций и способов их изготовления.
Известна конструкция отсеков изделий в виде сетчатых структур, состоящих из спиральных ребер с углами + к образующей отсека и кольцевых ребер, проходящих через середины спиральных (см. УДК.531/534, 620.22-419-8.620.1. В19. Васильев. Механика конструкций из композитных материалов. Справочник под общей редакцией А.Ю.Голубева и Л.А.Кандакова. М.: Машиностроение, 1986.) Такая конструкция отсека отличается тем, что при действии, например, сжимающей силы в элементах возникают интенсивные продольные нагрузки и незначительные изгибающие моменты, что наиболее оптимально для композиционных материалов. Это позволяет выполнять конструкцию из тонкой обшивки, играющей роль в перераспределении нагрузки.
Известен также способ изготовления многослойных панелей, при котором предварительно сгофрированный заполнитель устанавливают между листовыми обшивками и соединяют обшивки с заполнителем диффузионной сваркой (см. а.с. №177511149. А1, кл. В23К 20/14).
Широко распространены технологии изготовления композиционных конструкций, в которых в качестве материалов для армирования используют стеклянные, углеродистые, органические, борные волокна, а также их сочетания. Свойства композиционных отсеков формируют не только арматурой, но и, в большой степени, ее укладкой. Получены и находят все более широкое применение синтетические пены на различных связующих плотностью 500-900 кг/м3 и прочностью Rсж 27-58 МПа, которые используют там, где необходима высокая удельная жесткость и хорошие адгезионные свойства (см. УДК. 620. 18(035) 420.1.Т21. Тернопольский. Пространственно армированные композиционные материалы. Справочник. М.: Машиностроение, 1987).
В качестве прототипа использован способ изготовления композитных изделий, в котором несущие слои выполняют из тонколистового токопроводящего материала, размещают на них армирующие элементы, а свободное пространство между несущими слоями заполняют связующим, обволакивающим армирующие элементы, после чего связующее отверждают, образуя механические связи между несущими слоями, а также между несущими слоями и армирующими элементами (см. SU 706377, С04В 3904, 1979).
Недостатком указанного способа является то, что после изготовления оболочки отсека он дополнительно укомплектовывается коммутирующими и соединительными элементами, предназначенными для соединения установленных на нем приборов, а также для связей между отсеками, что требует резервирования соответствующих объемов и весов, при этом соединительные элементы, например электропроводники, требуют дополнительной защиты от внешних воздействий посредством защитных и экранирующих оболочек, что также увеличивает вес и габариты отсека и снижает его надежность. Изготовление несущих оболочек, особенно сложной пространственной формы, с помощью традиционных технологий увеличивает сроки и трудоемкость их изготовления.
Целью предлагаемого технического решения является улучшение габаритно-массовых характеристик отсеков изделий, увеличение надежности, а также снижение трудоемкости, сроков и стоимости их изготовления путем расширения функциональных возможностей связующих элементов, входящих в комплектацию отсека, а также применения более прогрессивных технологий и материалов.
Указанные цели достигаются тем, что в известном способе изготовления композиционных отсеков изделий, в котором между несущими слоями, выполненными из тонколистового токопроводящего материала, размещают армирующие элементы и связующее, на внешней поверхности внешнего несущего слоя и на внутренней поверхности внутреннего несущего слоя устанавливают блочные части коммутирующих устройств, а на внешней поверхности внутреннего несущего слоя размещают соединительные элементы, образуя равномерно распределенную составную армирующую структуру, при этом блочные части коммутирующих устройств соединяют между собой соединительными элементами, а свободное пространство между несущими слоями через технологические отверстия в них заполняют заливочным пенокомпаундом, который обволакивает армирующую структуру, после чего связующее отверждают, образуя механические связи между несущими слоями, а также между несущими слоями и армирующей структурой. Каждый из несущих слоев выполняют с использованием импульсного силового воздействия на заготовку из тонколистового токопроводящего материала.
Использование предлагаемого способа позволяет соединительным элементам, обеспечивающим связи между блочными частями коммутирующих устройств, выполнять вторую функцию - силовую, так как, будучи элементами составной армирующей структуры отсека, они способны воспринимать значительную часть механической нагрузки, воздействующей на отсек в процессе его эксплуатации. Это позволяет существенно (до 50%) снизить суммарный вес отсека и, одновременно, увеличить надежность, так как соединительные элементы и места их соединений с блочными частями коммутирующих устройств надежно защищены пенокомпаундом и несущими слоями.
Выполнение несущих слоев с использованием импульсного силового воздействия на заготовку, например электроимпульсного силового воздействия, которое составляет 10-50 микросекунд, позволяет существенно (в несколько раз) снизить время изготовления отсеков и их материалоемкость, так как позволяет уменьшить толщину заготовок за счет введения элементов жесткости, которые выполняются в процессе единого технологического цикла.
Сущность способа поясняется чертежом, где показан композитный отсек изделия в сборе.
Способ осуществляется следующим образом. Из листовых заготовок тонколистового электропроводящего материала формуют и соединяют по образующей импульсным силовым воздействием, например электроимпульсным силовым воздействием, внешний 1 и внутренний 2 несущие слои. На внутренней поверхности 3 внутреннего несущего слоя 2, а также на внешней поверхности 4 внешнего несущего слоя 1 и его торцовых поверхностях 5 размещают блочные части коммутирующих устройств 6, например электросоединителей. На внешней поверхности 8 внутреннего несущего слоя 2 размещают и технологически закрепляют, например с помощью клеевых накладок 9, стоек для крепления приборов 10 и других конструктивных элементов, соединительные элементы 7, например электропроводники, таким образом, что образуют равномерно распределенную составную армирующую структуру. Блочные части коммутирующих устройств 6 соединяют между собой соединительными элементами 7. Свободное пространство между несущими слоями 1,2 через технологические отверстия 11 в них заполняют заливочным пенокомпаундом 12, который обволакивает армирующую структуру, после чего связующее отверждают, образуя механические связи между несущими слоями, а также между несущими слоями и армирующей структурой. Каждый из несущих слоев выполняют с использованием импульсного, например электроимпульсного, силового воздействия на заготовку из тонколистового токопроводящего материала,
На внешней и внутренних поверхностях полученной оболочки отсека устанавливают приборы 13, 14, 15, которые посредством ответных частей 16, 17, 18 коммутирующих устройств, например электросоединителей, подстыковывают к блочным частям 7. Блочные части коммутирующих устройств, расположенные на торцах 5 отсека, предназначены для осуществления связей со смежными отсеками или с контрольно-поверочной аппаратурой при испытаниях отсека.
Способ опробован при изготовлении макета отсека усложненной формы, включающей цилиндрические участки, расположенные у торцов макета отсека, и соединяющий их конический участок. Диаметры цилиндрических участков макета отсека составляют 150 мм и 90 мм, высота - 140 мм. Несущие слои выполнялись из алюминиевой фольги (АД1) толщиной 0,15 мм. Формовка несущих слоев, калибровка и сварка стыков производились с помощью магнитно-импульсной установки МИУ-2,5, имеющей максимальную энергоемкость 2,5 кДж. Зазор между несущими слоями составил 2 мм. В качестве коммутирующих устройств использовались электросоединители типа PC минимальных типоразмеров. Проводники - многожильные монтажные провода сечением 0,2-0,35 мм кв. с полимерной изолирующей оболочкой. В качестве связующего использовался пенокомпаунд ПЭК-74. Отверждение проводилось при нормальных климатических условиях. Физико-механические испытания макета на прочность, жесткость и устойчивость показали положительные результаты.
Использование предлагаемого способа позволяет соединительным элементам, обеспечивающим связи между блочными частями коммутирующих устройств, выполнять вторую функцию - силовую, так как, будучи элементами составной армирующей структуры отсека, они способны воспринимать значительную часть механической нагрузки, воздействующей на отсек в процессе его эксплуатации. Это позволяет существенно (до 50%) снизить суммарный вес отсека и одновременно увеличить надежность, так как соединительные элементы и места их соединений с блочными частями коммутирующих устройств надежно защищены пенокомпаундом и несущими слоями.
Выполнение несущих слоев с использованием импульсного силового воздействия на заготовку, например электроимпульсного силового воздействия, которое длится 10-50 микросекунд, позволяет существенно (в несколько раз) снизить время изготовления отсеков и их материалоемкость, так как позволяет уменьшить толщину заготовок за счет введения элементов жесткости, которые выполняются в процессе единого технологического цикла. Применение предлагаемой технологии позволяет также улучшить эксплуатационные характеристики отсека, в том числе электрозащищенность, взрывозащищенность и пожаробезопасность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ МОНТАЖНОЙ ПАНЕЛИ | 2009 |
|
RU2481441C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2403659C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОГО ПАТРУБКА (КОЖУХА) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2516233C2 |
| УГЛОВОЙ ПАТРУБОК ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2008 |
|
RU2360340C1 |
| Универсальный патрубок (кожух) электросоединителя с разнонаправленным выводом кабельного ствола | 2015 |
|
RU2614943C2 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДОВ С КОНТАКТАМИ ЭЛЕКТРОСОЕДИНИТЕЛЕЙ | 2009 |
|
RU2414782C2 |
| УГЛОВОЙ ПАТРУБОК (КОЖУХ) ЭЛЕКТРОСОЕДИНИТЕЛЯ | 2012 |
|
RU2519837C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ С КРИВОЛИНЕЙНЫМИ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 2008 |
|
RU2398646C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2009 |
|
RU2413588C2 |
| СБОРНО-РАЗБОРНАЯ СПИРАЛЬНАЯ АНТЕННА | 1992 |
|
RU2046471C1 |
Изобретение относится к области машиностроения и может быть использовано при проектировании и изготовлении облегченных композиционных изделий, в частности таких, которые включают большое количество приборов и элементов связи между ними. В способе изготовления несущие слои выполняют из тонколистового токопроводящего материала. Между несущими слоями размещают армирующие элементы и связующее. На внешней поверхности внешнего несущего слоя и внутренней поверхности внутреннего несущего слоя устанавливают блочные части коммутирующих устройств. На внешней поверхности внутреннего несущего слоя размещают соединительные элементы, образуя равномерно распределенную составную армирующую структуру. Блочные части коммутирующих устройств соединяют между собой соединительными элементами. Свободное пространство между несущими слоями через технологические отверстия в них заполняют заливочным пенокомпаундом. Последний обволакивает армирующую структуру. Затем связующее отверждают, образуя механические связи между несущими слоями, а также между несущими слоями и армирующей структурой. Изобретение позволяет улучшить габаритно-массовые характеристики отсеков изделий, повысить их надежность, снизить трудоемкость изготовления. 1 з.п. ф-лы, 1 ил.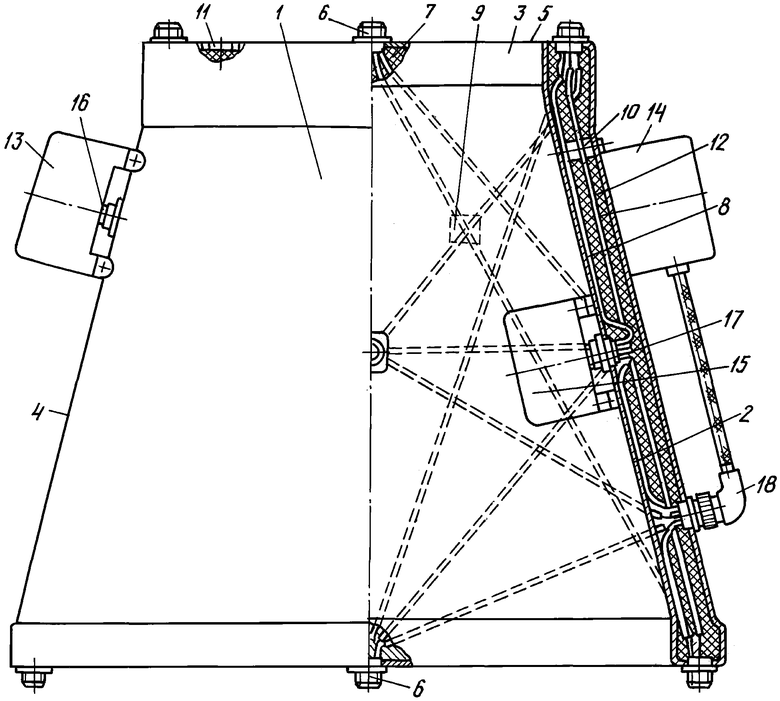
| Способ изготовления слоистых панелей | 1978 |
|
SU706377A1 |
| Многослойная несущая изоляционная оболочка двоякой кривизны | 1977 |
|
SU654771A1 |
| ЗАЩИТНАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2096678C1 |
| БОЕПРИПАС | 2016 |
|
RU2644777C1 |
| US 4278485 A, 14.07.1981 | |||
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ | 0 |
|
SU312151A1 |

