Настоящее изобретение относится к пакетоизготавливающему и упаковочному устройству и, в частности, к пакетоизготавливающему упаковочному устройству, которое прикрепляет изготовленные пакеты к полосе.
Существуют пакетоизготавливающие и упаковочные устройства, которые при изготовлении пакетов заполняют их подлежащими упаковке изделиями, такими как закуски и сладости, действуя таким образом в качестве устройства, производящего пакеты и упаковки. Так, например, в вертикальном устройстве для изготовления пакетов и упаковки, которое называют машиной для изготовления подушкообразных упаковок, упаковочному материалу в виде листовой пленки с помощью формователя и трубы придают трубчатую форму. Затем взаимно перекрывающиеся продольные кромки трубы упаковочного материала термосваривают с помощью механизма продольной сварки, получая таким образом трубчатый упаковочный материал. Далее трубчатый упаковочный материал, из которого в итоге формируют пакет, заполняют из заполнительной трубки изделиями, подлежащими упаковке. Затем механизм поперечной сварки, расположенный ниже трубы, термосваривает верхний конец пакета и нижний конец следующего пакета, после чего режущее устройство разрезает термосваренный участок (поперечный сварной шов) посередине.
Также предлагалось, чтобы устройство для изготовления пакетов и упаковки имело дополнительную функцию надежного прикрепления изготовленных пакетов к полосе. Такие устройства неподвижно прикрепляют пакеты к полосе, одновременно оставляя небольшое пространство между пакетами. Таким образом, при продаже множество пакетов с закусками, сладостями и т.п. легко разместить посредством подвешивания полосы за один конец.
В опубликованной японской РСТ заявке WO 1997-508879 описано устройство, в котором механизм поперечной сварки выполняет термосваривание верхнего и нижнего концов пакетов и одновременно прикрепляет пакет к полосе. Кроме того, в патенте США 3864895 описано устройство, передающее изготовленный пакет в горизонтальном направлении и затем прикрепляющее пакет к полосе. Далее, в WO 98/52823 описано устройство, которое передает изготовленный пакет вниз и затем прикрепляет пакет к полосе.
Устройство, описанное в патенте США 3864895, подает трубчатый упаковочный материал сверху вниз, транспортирует в горизонтальном направлении пакеты, у которых верхние и нижние концы заварены механизмом поперечной сварки, а затем прикрепляет пакет к полосе. Иными словами, пакет сбрасывают в пространство под механизмом поперечной сварки и затем перемещают по горизонтали. Затем пакет прикрепляют к полосе в положении, разнесенном в плоскости ("планарно") от механизма поперечной сварки.
Однако для устройства, описанного в патенте США 3864895, затруднительно обеспечить изготовление пакетов с высокой скоростью, поскольку в этой конфигурации трубчатый упаковочный материал транспортируется в направлении сверху вниз. То есть пакеты свариваются механизмом поперечной сварки на своем верхнем и нижнем концах и затем перемещаются в горизонтальном направлении перпендикулярно направлению транспортировки. Иными словами, такое устройство изготавливает пакеты, а затем периодически выполняет операцию прикрепления этих пакетов к полосе, что ограничивает количество пакетов, которые могут быть изготовлены за единицу времени.
Далее, в устройстве, описанном в WO 98/52823, упаковочный материал транспортируется в направлении сверху вниз, пакеты изготавливаются механизмом поперечной сварки, и эти пакеты передаются прямо вниз без изменения направления передачи сверху вниз, и пакеты прикрепляются к полосе в положении, расположенном значительно ниже механизма поперечной сварки. Соответственно в отличие от устройства, описанного в патенте США 3864895, устройство, описанное в WO 98/52823, может изготавливать пакеты непрерывно и с большой скоростью.
Однако поскольку устройство, описанное в WO 98/52823, имеет конфигурацию, при которой изготовленные пакеты транспортируются прямо вниз и затем прикрепляются к полосе, для обеспечения высокой скорости работы устройства требуется сохранение большого расстояния по вертикали между механизмом, который прикрепляет пакеты к полосе, и механизмом поперечной сварки. Если это расстояние невелико, возникнет опасность того, что следующий изготавливаемый пакет зацепит предыдущий пакет, прикрепляемый к полосе. С учетом этого механизм, осуществляющий прикрепление пакетов к полосе, расположен в устройстве по WO 98/52823 значительно ниже механизма поперечной сварки. И соответственно устройство по WO 98/52823 имеет большую общую высоту, что нежелательно.
Кроме того, для увеличения количества пакетов, которые могут быть изготовлены за единицу времени подобным устройством, сваривающие элементы поперечного сварочного механизма должны перемещаться согласованно с перемещением трубчатого упаковочного материала, а верхний и нижний концы пакета должны термосвариваться путем приложения давления и тепла от сварочных элементов в момент, когда и трубчатый упаковочный материал, образующий пакет, и сварочные элементы сводятся вместе. Например, существует пакетоизготавливающее и упаковочное устройство, которое перемещает пару сваривающих элементов механизма поперечной сварки вниз при повороте сваривающих элементов, так что они описывают прямоугольную или D-образную траекторию. Таким образом, пакеты могут изготавливаться без прекращения транспортировки трубчатого упаковочного материала, образующего пакеты.
В подобных устройствах, предусматривающих перемещение сваривающих элементов вниз согласованно с транспортировкой пакета при изготовлении пакетов, длительность периода времени, в течение которого пара сваривающих элементов захватывает конец пакета, т.е. длительность периода времени, в течение которого к концу пакета (упаковочного материала) прикладывается давление и тепло от сваривающих элементов, варьируется в зависимости от типа упаковочного материала и размера пакетов, которые должны изготавливаться. Иными словами, в зависимости от типа упаковочного материала и размера пакетов, которые должны изготавливаться, изменяется и расстояние, на которое перемещается вниз пара сваривающих элементов, сжимая при этом упаковочный материал, из которого формируется пакет. Кроме того, в обычном устройстве подобного типа, когда требуется увеличить период времени, в течение которого сваривающие элементы захватывают конец пакета, должно увеличиваться расстояние, на которое перемещается вниз пара сваривающих элементов, захватившая упаковочный материал, из которого формируется пакет. И наоборот, если желательно сократить период времени, в течение которого сваривающие элементы захватывают конец пакета, укорачивают расстояние, на которое перемещается вниз пара сваривающих элементов, захватившая при этом упаковочный материал, из которого формируется пакет. Следовательно, в обычном устройстве этого типа положение по высоте и момент времени, когда пара сваривающих элементов отделяется от захваченного упаковочного материала (конца пакета), варьируют в зависимости от вида упаковочного материала и размеров пакета.
Однако, если варьировать положение пакета по высоте в устройстве, в котором происходит термосваривание верхнего и нижнего концов пакета механизмом поперечной сварки и на этом изготовление пакета завершается, механизм, прикрепляющий пакеты к полосе, должен оценивать положение изготовленного пакета по высоте в зависимости от размера пакета и вида упаковочного материала. В частности, механизм, прикрепляющий пакет к полосе, должен быть выполнен таким образом, чтобы он мог учитывать это изменение положения по высоте. В связи с этим возрастает стоимость механизма для прикрепления пакетов к полосе. Необходимо также точно регулировать этот механизм с учетом положения по высоте изготавливаемого пакета.
Исходя из вышесказанного существует потребность в пакетоизготавливающем и упаковочном устройстве, позволяющем решить указанные проблемы известных технических решений. Настоящее изобретение направлено на решение проблем известных технических решений, а также на решение других проблем, которые будут понятны специалисту в данной области техники из нижеследующего описания.
Существо изобретения
Задачей настоящего изобретения является создание пакетоизготавливающего и упаковочного устройства, которое может производить пакеты с большой скоростью при уменьшенной высоте устройства.
Другой задачей настоящего изобретения является создание пакетоизготавливающего и упаковочного устройства, которое упрощает регулировку или конструкцию механизма для прикрепления пакетов, который прикрепляет к полосе пакеты, у которых механизм поперечной сварки уже завершил сваривание концов каждого пакета.
Пакетоизготавливающее и упаковочное устройство согласно первому варианту изобретения включает узел изготовления пакетов и прикрепляющий узел. Узел изготовления пакетов выпускает пакеты, заполненные изделиями. Прикрепляющий узел прикрепляет к полосе пакеты, изготовленные в узле изготовления пакетов, и содержит передающий механизм и прикрепляющий механизм. Передающий механизм передает пакеты, изготовленные в узле их изготовления, по диагонали вниз. Прикрепляющий механизм прикрепляет пакеты к полосе после того, как передающий механизм передаст пакеты.
В данном варианте изобретения передающий механизм прикрепляющего узла передает изготовленные в соответствующем узле пакеты по диагонали вниз. Направление передачи пакетов по диагонали обеспечивает плавное перемещение пакета в течение ряда последовательных операций, от изготовления пакета до его прикрепления к полосе прикрепляющим узлом. Поэтому, даже при изготовлении пакетов в узле их изготовления с большой скоростью, прикрепление пакетов в прикрепляющем узле не создает больших проблем.
Кроме того, передающий механизм прикрепляющего узла в данном устройстве по изобретению передает изготовленные в соответствующем узле пакеты вниз по диагонали, а не прямо вниз. В результате можно уменьшить расстояние, на которое передающий механизм передает пакет вдоль вертикального направления пакета, когда стараются обеспечить, чтобы предыдущий пакет не зацепил следующий пакет, изготовленный в узле изготовления пакетов. Например, при большой длине пакета по вертикали и при незначительной толщине пакета расстояние передачи по вертикали должно равняться по меньшей мере длине пакета в случае, если пакет передается прямо вниз. Однако, если пакеты передаются вниз по диагонали и пакет сделан плоским в отношении его размера по толщине, следующий пакет не зацепит предыдущий пакет даже в том случае, когда их не разделяет расстояние, равное длине пакета по вертикали, и пакеты могут перекрывать друг друга. Таким образом, устройство согласно первому объекту изобретения имеет конструкцию, позволяющую избежать зацепления между предыдущим и следующим пакетами даже в том случае, когда пакеты изготавливаются непрерывно и с большой скоростью. Далее, пакеты, которые передаются передающим механизмом, прикрепляются клеем или сваркой к полосе, перемещенной к прикрепляющему механизму. Эта конструкция обеспечивается при уменьшении расстояния, на которое передающий механизм передает пакеты по вертикали.
Пакетоизготавливающее и упаковочное устройство согласно второму варианту изобретения является описанным выше устройством согласно первому объекту изобретения, в котором узел изготовления пакетов выдает изготовленные пакеты вниз. Кроме того, передающий механизм передает пакеты в позицию, в которой пакет, прикрепляемый к полосе, не зацепится со следующим пакетом, который будет выдан из узла изготовления пакетов.
В этом варианте обеспечивается надежный контроль возможности пересечения пакета, прикрепляемого к полосе прикрепляющим блоком, и следующего пакета, выданного из узла изготовления пакетов.
Пакетоизготавливающее и упаковочное устройство согласно третьему варианту изобретения является описанным выше устройством согласно первому и второму объектам изобретения, в котором указанное устройство содержит также рулон полосы и узел транспортировки полосы. Полоса разматывается с рулона. Узел транспортировки полосы передает полосу, размотанную с рулона, к прикрепляющему механизму.
В этом варианте изобретения полоса, размотанная с рулона, передается к прикрепляющему механизму узлом транспортировки полосы.
Пакетоизготавливающее и упаковочное устройство согласно четвертому объекту изобретения является описанным выше устройством согласно третьему объекту изобретения, которое дополнительно содержит механизм контроля натяжения. Механизм контроля натяжения является механизмом, поддерживающим на заданном уровне натяжение полосы, подаваемой узлом транспортировки полосы.
В этом варианте изобретения, поскольку натяжение полосы поддерживается механизмом контроля натяжения на заданном уровне, прикрепляющий механизм прикрепляющего узла равномерно прикрепляет пакеты к полосе, уменьшая проблемы, такие как пакеты, не прикрепленные к полосе.
Пакетоизготавливающее и упаковочное устройство согласно пятому варианту изобретения является описанным выше устройством согласно третьему объекту изобретения, в котором узел транспортировки полосы транспортирует к прикрепляющему механизму множество (несколько) полос. Далее, прикрепляющий механизм прикрепляет пакеты по меньшей мере к одной из множества полос.
В данном варианте изобретения к прикрепляющему механизму транспортируется множество полос, и пакеты прикрепляются к полосам. Например, к прикрепляющему механизму транспортируются две параллельные полосы, и пакеты привариваются к обеим полосам. Соответственно даже в случае, если пакет не прикрепится к одной из полос, цель этой операции будет достигнута, поскольку пакет будет прикреплен к другой полосе. Кроме того, при прикреплении пакетов к нескольким полосам возрастает надежность прикрепления. К тому же вместо множества полос возможно транспортировать к крепежному механизму одну полосу с шириной, эквивалентной ширине множества полос. Однако транспортировка нескольких узких полос позволяет уменьшить изгибание полос в процессе транспортировки по сравнению с транспортировкой одной широкой полосы.
Пакетоизготавливающее и упаковочное устройство согласно шестому варианту изобретения является устройством, описанным в связи с третьим вариантом изобретения, содержащим узел определения оставшегося количества. Узел определения оставшегося количества определяет количество полосы, остающейся в рулоне.
В данном варианте определение количества полосы, остающейся в рулоне, выполняемое узлом определения оставшегося количества, повышает удобство для оператора таких операций, как замена рулона полосы.
Узел определения оставшегося количества может также обнаруживать метку конца, прикрепленную к рулону полосы, или определять толщину заданной части рулона, или определять с помощью фотоэлемента присутствие полосы, разматываемой с рулона, или определять натяжение полосы, разматываемой с рулона. Любой из перечисленных способов позволяет определить количество полосы, остающейся в рулоне.
Пакетоизготавливающее и упаковочное устройство согласно седьмому варианту изобретения является устройством, описанным в связи с первым и вторым вариантами изобретения, в котором ниже узла изготовления пакетов имеется открытое пространство, расположенное с передней стороны относительно места, в котором узел изготовления пакетов выдает пакеты вниз. Далее передающий механизм транспортирует пакеты к задней стороне. Кроме того, данное устройство включает узел выдачи пакетов, прикрепленных к полосе. Узел выдачи пакетов, прикрепленных к полосе, выдает пакеты, прикрепленные к полосе прикрепляющим механизмом, к передней стороне.
Пакетоизготавливающее и упаковочное устройство согласно восьмому варианту изобретения включает в себя узел изготовления пакетов и прикрепляющий узел. Узел изготовления пакетов производит пакеты, заполненные изделиями. Узел изготовления пакетов содержит механизм поперечной сварки, который сваривает вертикальные концы пакетов. Механизм поперечной сварки содержит пару сваривающих элементов. Пара сваривающих элементов захватывает конец пакета и прикладывает к нему, при перемещении вниз, тепло и давление для заваривания конца. Пара сваривающих элементов отпускает конец пакета в позиции отпускания, зафиксированной в устройстве независимо от того, на какое расстояние пара сваривающих элементов перемещается вниз, захватив пакет. Прикрепляющий узел содержит прикрепляющий механизм, который прикрепляет пакеты, изготовленные в узле изготовления пакетов, к полосе в позиции прикрепления.
В данном варианте пара сваривающих элементов механизма поперечной сварки узла изготовления пакетов прикладывает к концу пакета тепло и давление при перемещении сваривающих элементов вниз. Таким образом, пакеты с заваренными концами прикрепляются в этом узле к полосе. Далее операция заваривания конца пакета поперечным сварочным механизмом завершается тем, что пара сваривающих элементов отпускает захват конца пакета. Изготовленный таким образом пакет прикрепляется в прикрепляющем узле к полосе. В ходе выполняемой в прикрепляющем узле операции прикрепления пакета к полосе, в случае, если положение изготовленного пакета на предыдущей стадии не зафиксировано, в прикрепляющем узле приходится использовать сложную конфигурацию или систему управления, чтобы учесть различия в положении пакетов. Чтобы избежать такой сложности и упростить конфигурацию и систему управления прикрепляющего узла, в данном варианте устройства позиция отпускания является зафиксированной. Иными словами, позиция по вертикали, в которой пара сваривающих элементов отпускает свой захват конца пакета, зафиксирована, упрощая таким образом конфигурацию и управление прикрепляющего узла.
Пакетоизготавливающее и упаковочное устройство согласно девятому варианту изобретения является устройством, описанным в связи с восьмым вариантом, в котором прикрепляющий узел имеет удерживающий механизм, который удерживает пакеты, изготовленные в узле изготовления пакетов. Позиция удерживания, в которой удерживающий механизм удерживает пакеты, зафиксирована относительно позиции отпускания.
Когда удерживающий механизм прикрепляющего узла удерживает изготовленный пакет, в устройстве по данному варианту позиция удерживания является зафиксированной. Это связано с тем, что операция сваривания, завершаемая, когда пара сваривающих элементов отпускает пакет, должна заканчиваться в фиксированной позиции отпускания. Иными словами, поскольку позиция отпускания зафиксирована, позиция удерживания пакета удерживающим механизмом может быть также зафиксирована в этом устройстве.
Кроме того, приемлемо, если удерживающий механизм удерживает конец пакета посредством захвата или используя механизм всасывания.
Пакетоизготавливающее и упаковочное устройство согласно десятому варианту изобретения является устройством, описанным в связи с девятым вариантом выполнения, в котором позиция прикрепления находится на расстоянии от указанной позиции удерживания, а прикрепляющий узел содержит также передающий механизм. Передающий механизм перемещает удерживающий механизм, так что пакеты, удерживаемые этим механизмом, перемещаются из позиции удерживания в позицию прикрепления. А именно передающий механизм передает пакеты из позиции удерживания в позицию прикрепления путем перемещения удерживающего механизма, удерживающего пакеты.
В данном варианте передающий механизм перемещает удерживающий механизм, удерживающий пакет. Эта операция осуществляет передачу пакета из позиции удерживания в позицию прикрепления. Затем пакет прикрепляется к полосе в позиции прикрепления. Таким образом, благодаря тому что позиция удерживания в устройстве согласно данному варианту выполнения является фиксированной, а устройство по изобретению обеспечивает передачу удерживающего механизма со стороны позиции закрепления на сторону позиции захвата и затем удержание пакета, можно упростить управление механизмом, передающим удерживающий механизм. Соответственно может быть упрощена конструкция передающего механизма.
Пакетоизготавливающее и упаковочное устройство согласно одиннадцатому варианту изобретения является устройством, описанным в связи с десятым вариантом, в котором при виде сверху позиция удерживания и позиция прикрепления смещены.
Поскольку в этом варианте положения позиции удерживания и позиции прикрепления отличаются, передающий механизм должен перемещать удерживающий механизм в направлении, включающем горизонтальную компоненту. Соответственно, если позиция удерживания не зафиксирована, конструкция и работа передающего механизма усложняются, что нежелательно. Поскольку в устройстве по восьмому варианту удерживающий механизм неподвижен, можно упростить конструкцию и работу передающего механизма.
Эти и другие задачи, аспекты и преимущества настоящего изобретения будут понятны специалисту в данной области из нижеследующего подробного описания, которое со ссылкой на сопровождающие чертежи раскрывает предпочтительный вариант выполнения настоящего изобретения.
Краткое описание чертежей
На чертежах:
фиг.1 - вид сбоку пакетоизготавливающего и упаковочного устройства согласно одному из вариантов выполнения изобретения;
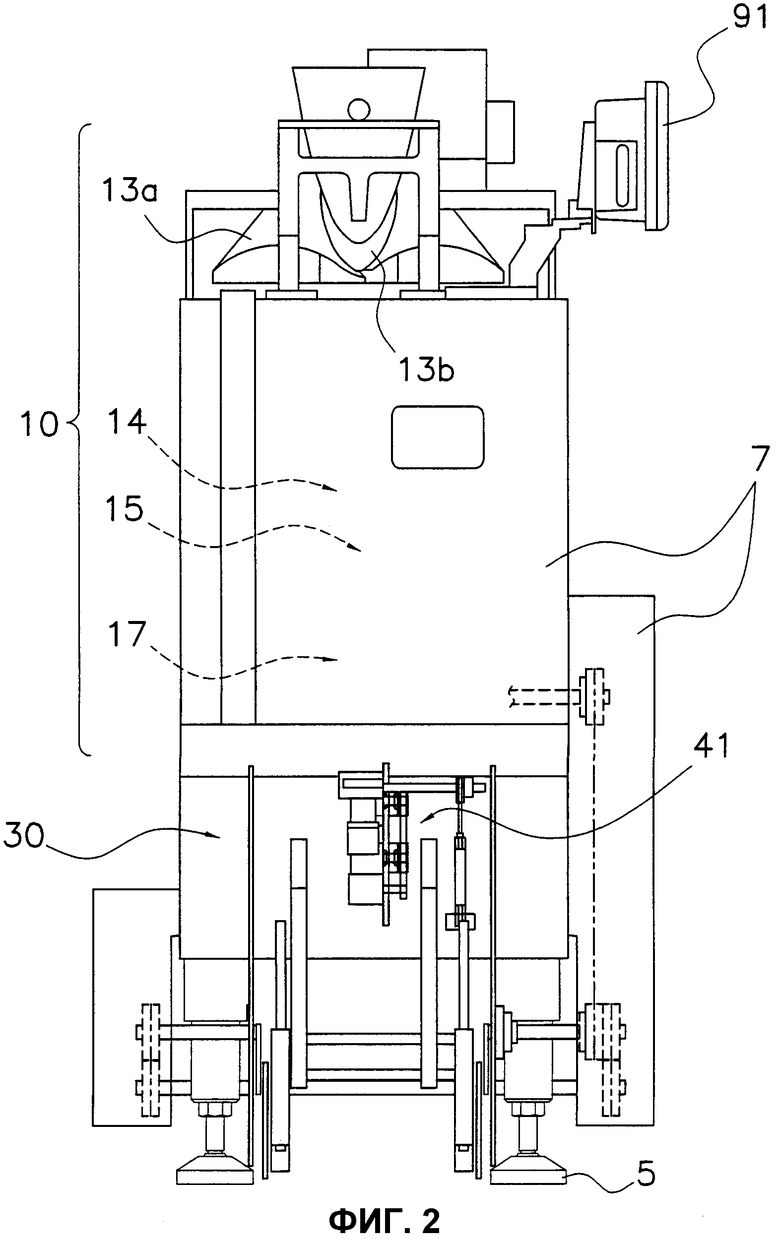
фиг.2 - вид спереди упомянутого устройства по фиг.1;
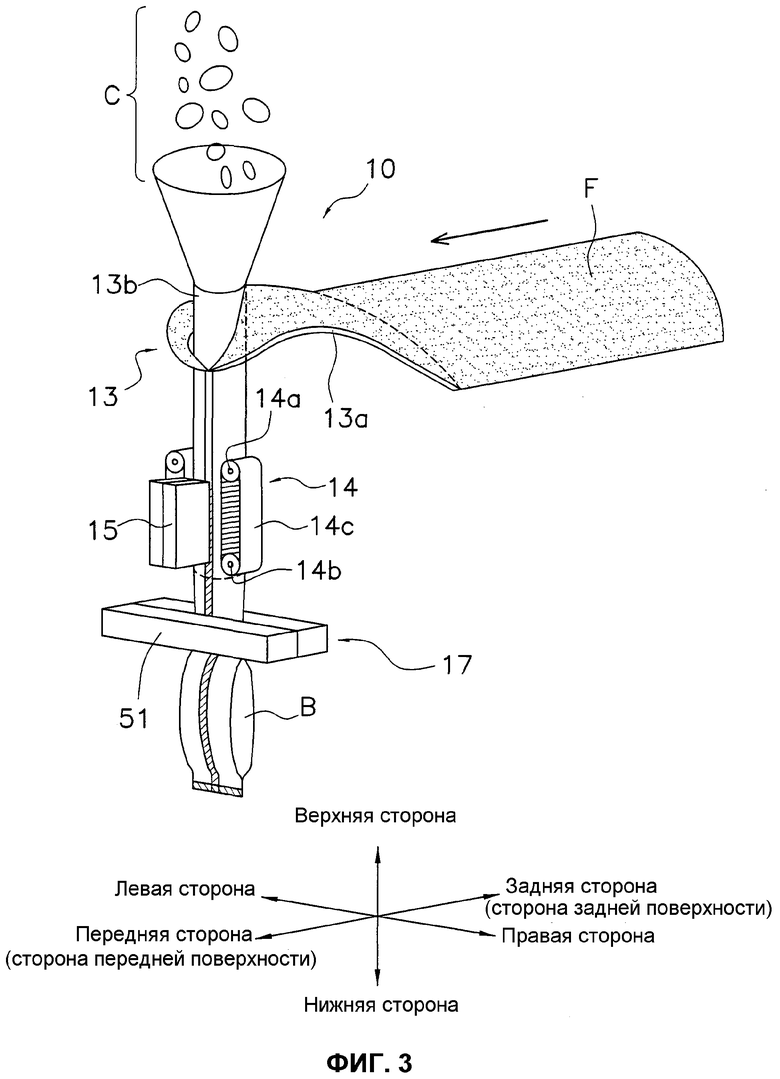
фиг.3 - схематичный вид в перспективе узла изготовления пакетов согласно варианту выполнения изобретения;
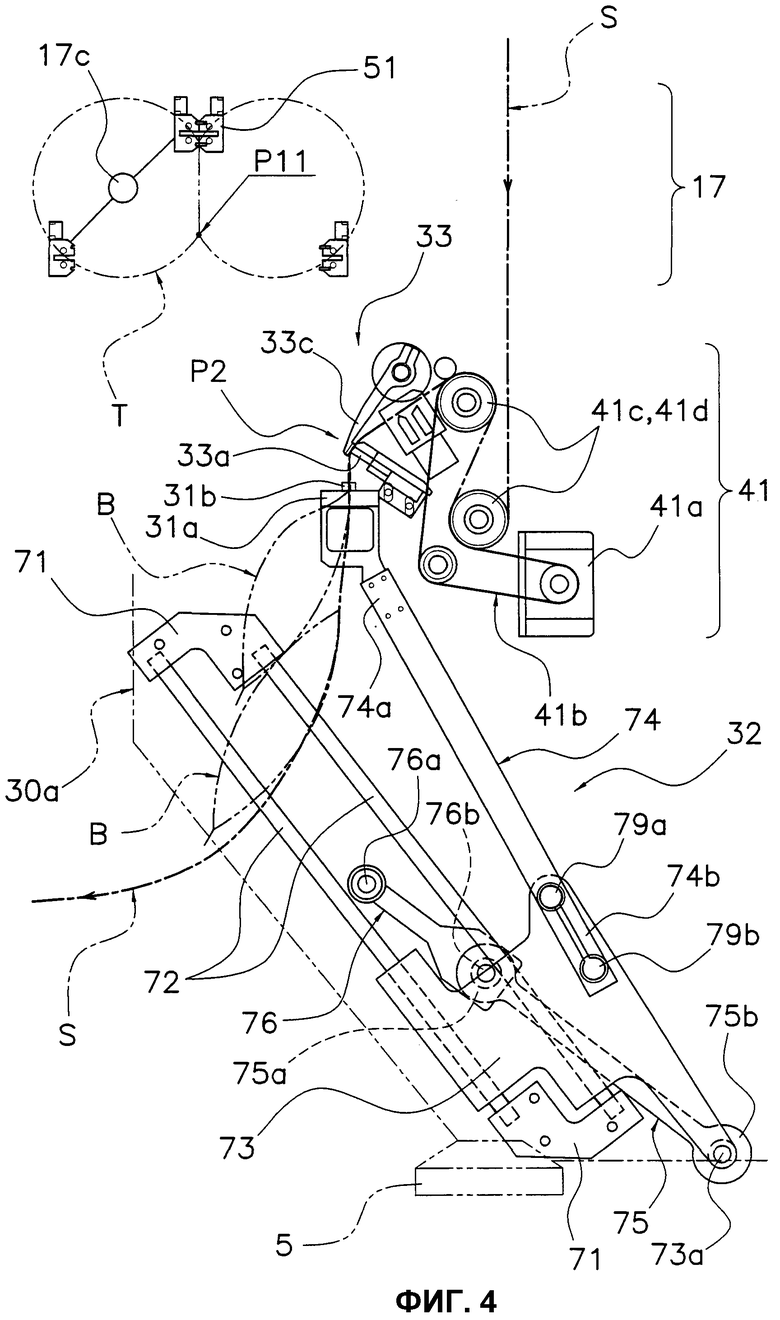
фиг.4 - схематичный вид сбоку узла прикрепления пакетов к полосе и узла транспортировки полосы согласно варианту выполнения изобретения;
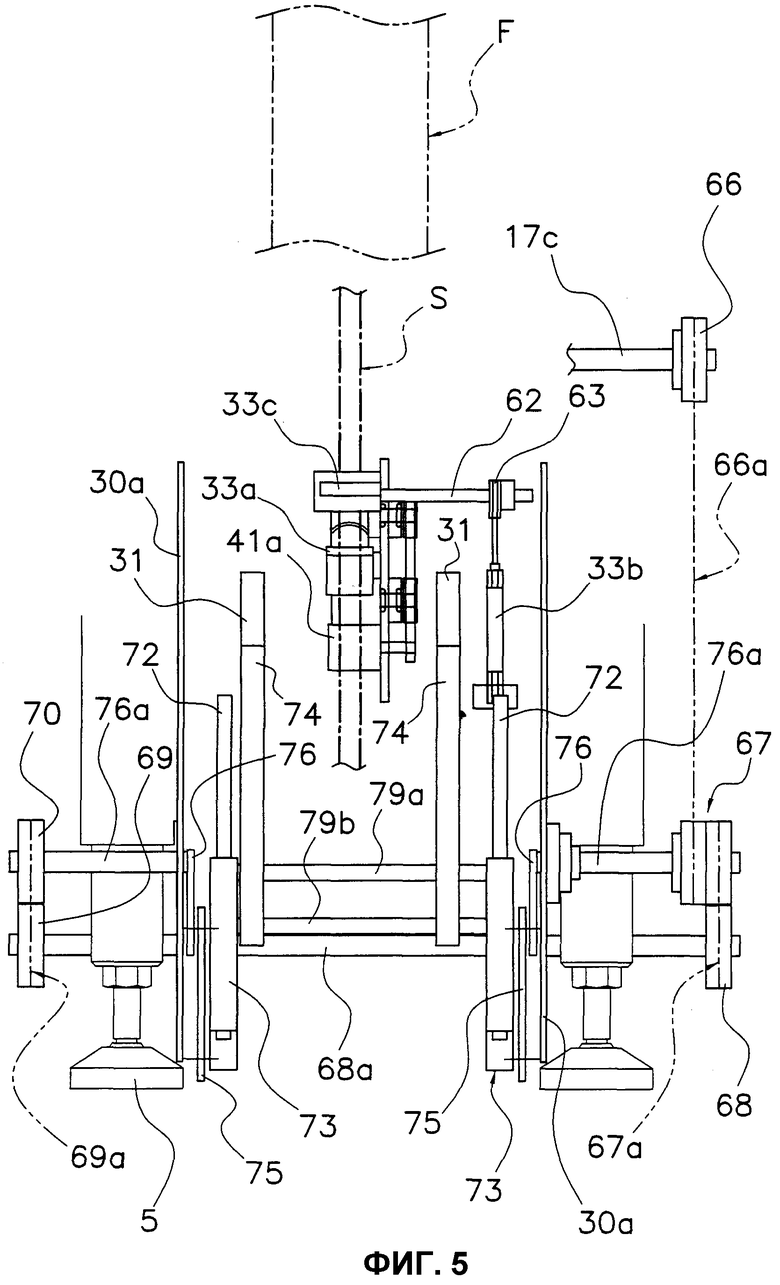
фиг.5 - схематичный вид спереди узла прикрепления пакетов к полосе и узла транспортировки полосы согласно варианту выполнения изобретения;
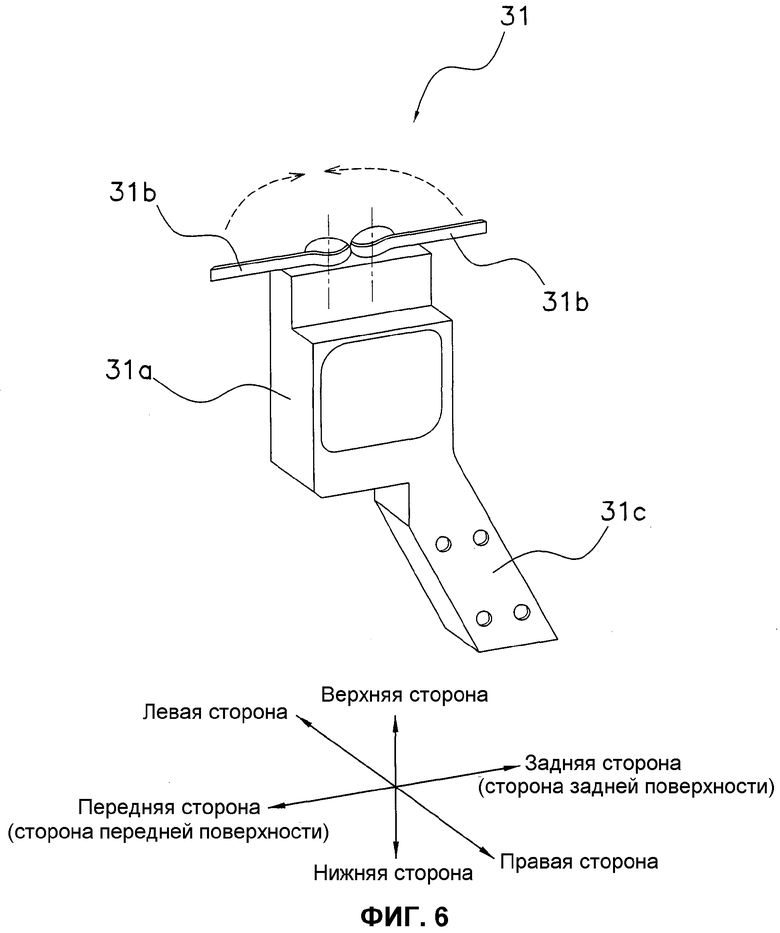
фиг.6 - схематичный вид в перспективе удерживающего механизма согласно варианту выполнения изобретения;
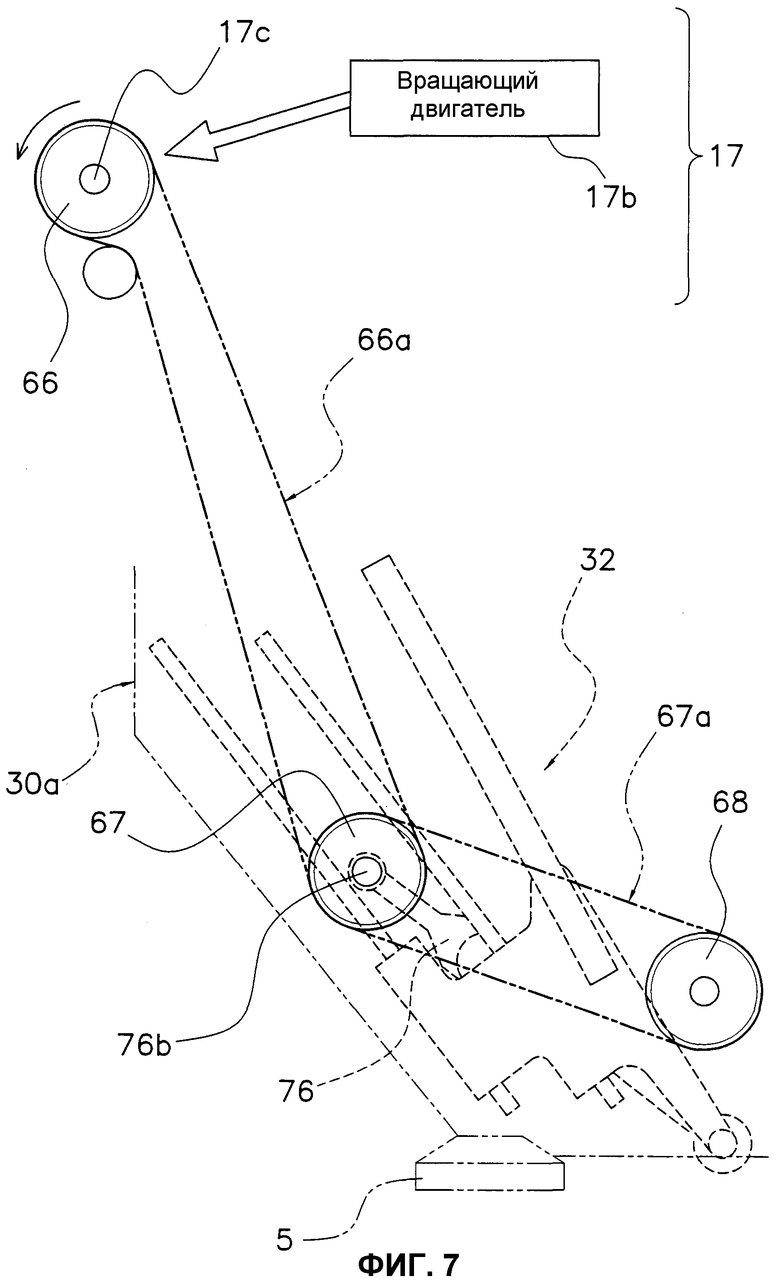
фиг.7 - схема трансмиссии передающего механизма согласно варианту выполнения изобретения;
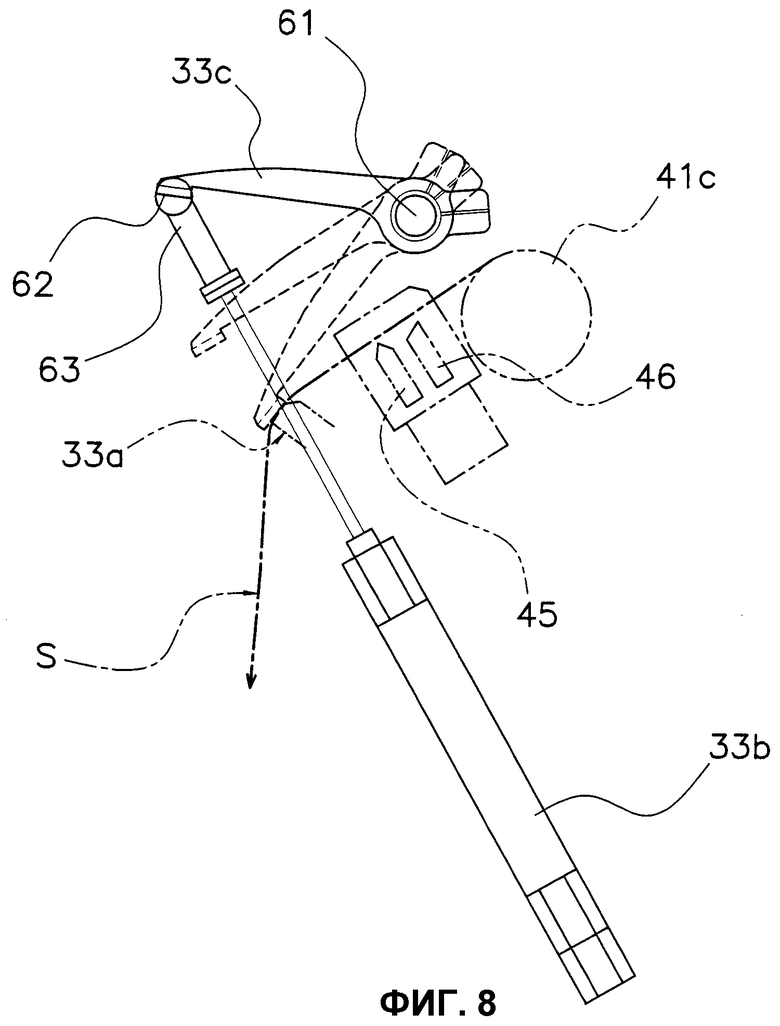
фиг.8 - схема привода нажимного элемента прикрепляющего механизма согласно варианту выполнения изобретения;
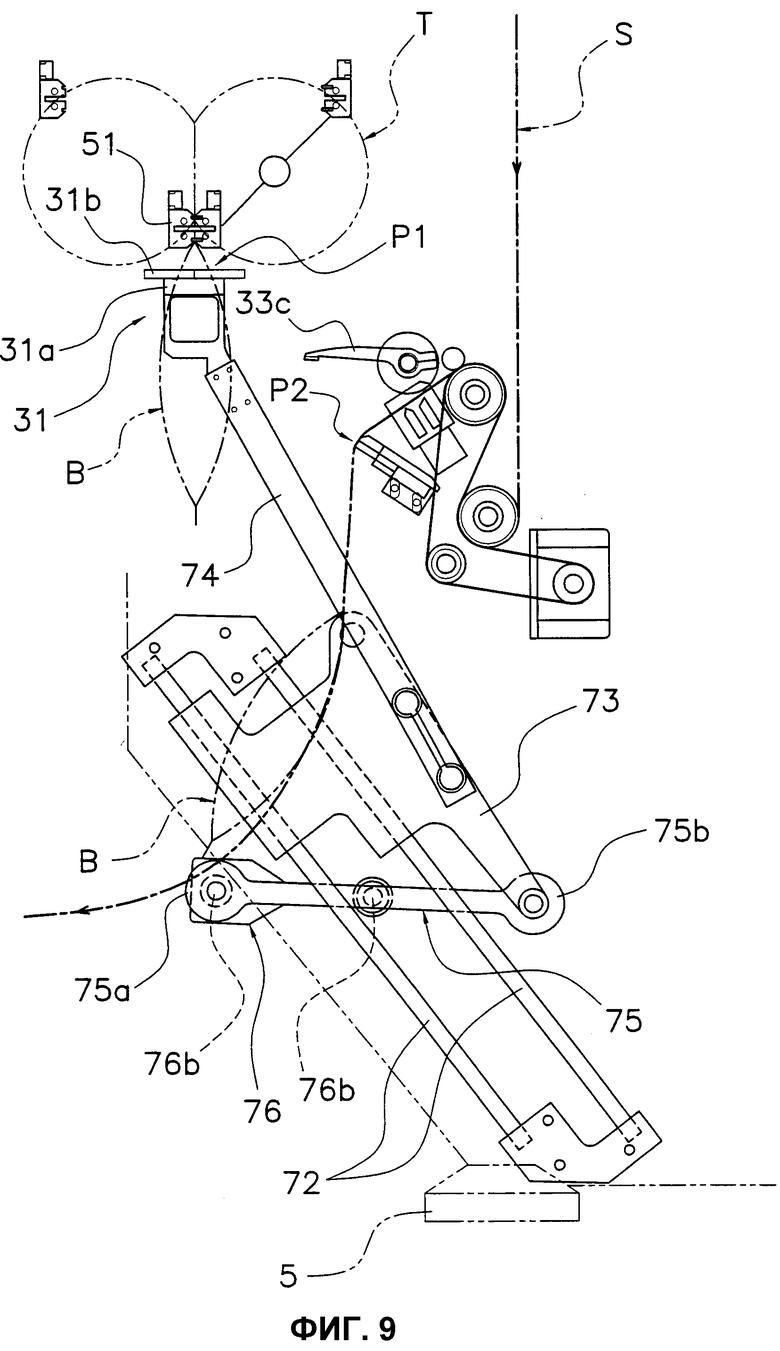
фиг.9 - схематичный вид сбоку, показывающий одно из положений узла прикрепления пакетов к полосе и узла транспортировки полосы согласно варианту выполнения изобретения;
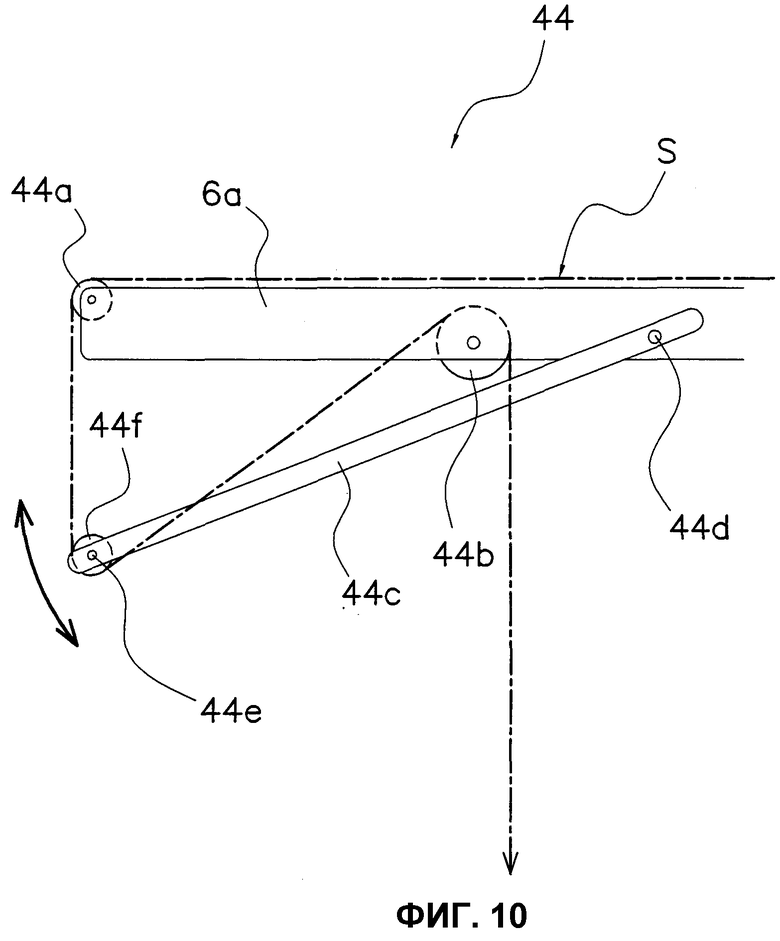
фиг.10 - вид сбоку механизма контроля натяжения согласно варианту выполнения изобретения;
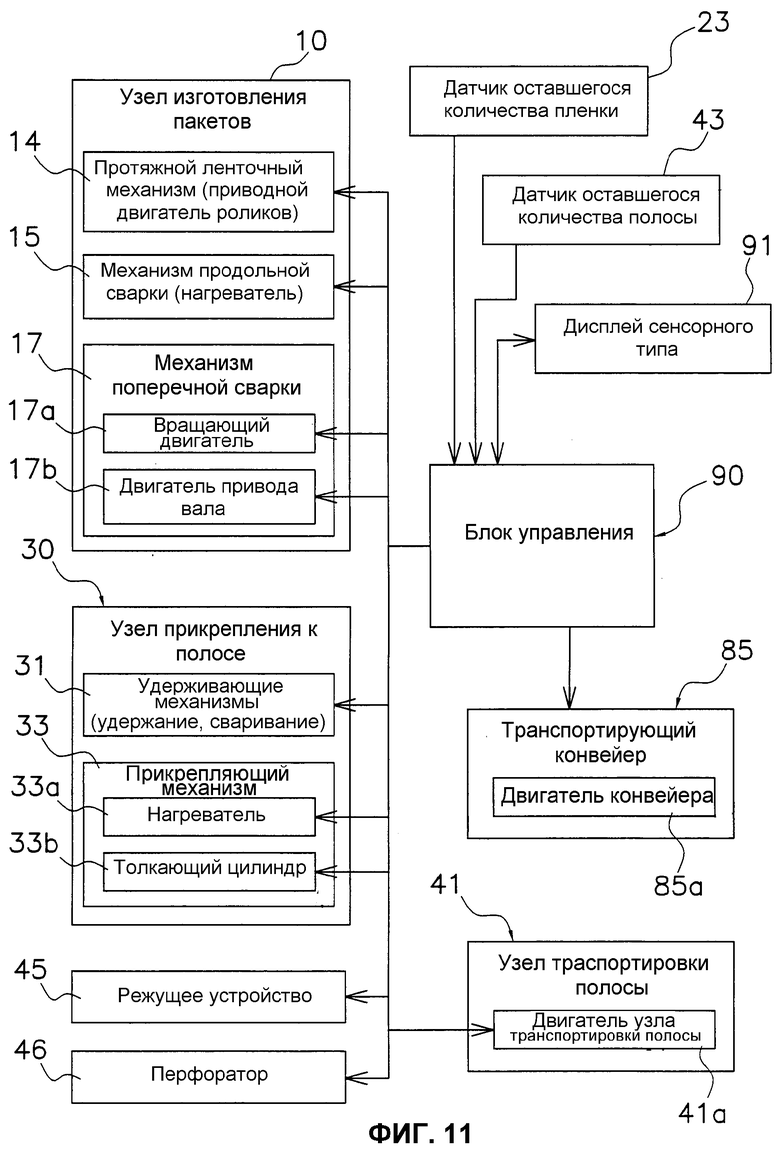
фиг.11 - блок-схема управления согласно варианту выполнения изобретения;
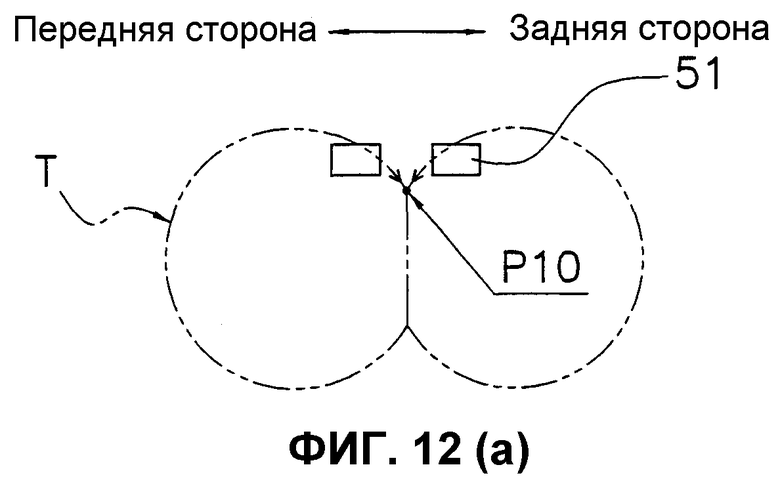
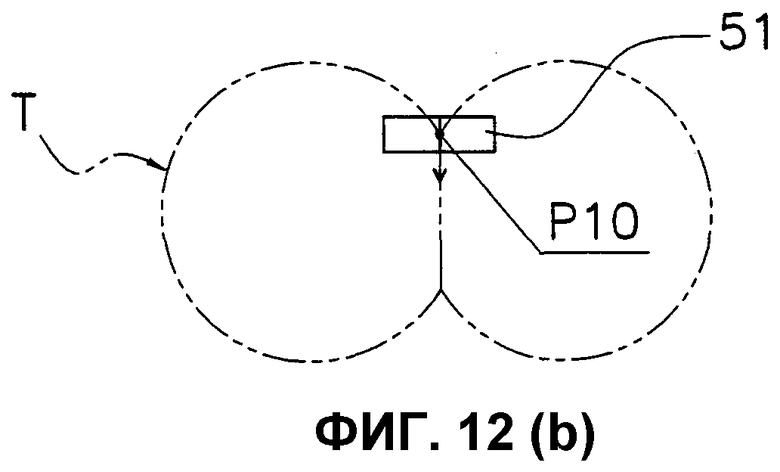
фиг.12 - схема перемещения сваривающих зажимов механизма поперечной сварки согласно варианту выполнения изобретения;
фиг.13 - схема другого перемещения сваривающих зажимов механизма поперечной сварки согласно варианту выполнения изобретения;
фиг.14 - вид в перспективе, показывающий пакеты, прикрепленные к полосе согласно варианту выполнения изобретения;
фиг.15 - вид в перспективе, показывающий пакеты, прикрепленные к полосам в модифицированном варианте выполнения изобретения.
Подробное описание предпочтительных вариантов выполнения
Ниже со ссылкой на чертежи описываются некоторые варианты выполнения изобретения. Специалисту в данной области будет понятно, что последующее описание вариантов выполнения приводится только в целях иллюстрации, но не для ограничения объема изобретения, определяемого прилагаемой Формулой изобретения и ее эквивалентами.
Общий обзор
На фиг.1 и 2 показаны соответственно виды сбоку и спереди пакетоизготавливающего и упаковочного устройства 1 вертикального типа согласно одному из вариантов изобретения. Устройство 1 является машиной, предназначенной для изготовления пакетов путем покрытия пленкой пищевых продуктов, например картофельных чипсов (далее упоминаются только картофельные чипсы), с последующим продольным и поперечным свариванием пленки, которой придают трубчатую форму. Кроме того, устройство 1 выполняет дополнительную функцию прикрепления изготовленных пакетов к полосе. Далее, на левой стороне фиг.1 показана передняя сторона устройства 1, а на правой стороне фиг.1 показана задняя сторона устройства 1.
Предусмотрено, что из весового дозатора 2, размещенного над устройством 1 по изобретению, под действием силы тяжести поступают порции картофельных чипсов в общем заданного веса.
Устройство 1 по изобретению содержит узел 10 изготовления пакетов, узел 22 удерживания рулона пленки, узел 30 прикрепления пакетов к полосе, узел 41 транспортировки полосы, узел 42 удерживания рулона полосы, транспортирующий конвейер 85 и узел управления 90 (см. фиг.11). За исключением транспортирующего конвейера 85 каждый из узлов прикреплен или установлен на раме 4, которая в свою очередь установлена на четырех опорах 5. Упомянутые узлы в основном закрыты кожухом 7 для безопасности.
Узел 22 удерживания рулона пленки
Узел 22 удерживания рулона пленки удерживает рулон 22а пленки F, с которого разматывают лист пленки F, подаваемой в формователь 13а узла изготовления пакетов 10, рассматриваемого ниже. Натяжение пленки F, разматываемой с рулона 22а, поддерживают на заданном уровне с помощью плавающего валика или подобного механизма, уменьшая таким образом провисание и изгибание пленки при транспортировке.
Кроме того, возле узла 22 удерживания рулона пленки расположен датчик 23 оставшегося количества пленки (см. фиг.11), который определяет оставшееся количество пленки F на рулоне 22а.
Узел 10 изготовления пакетов
Как показано на фиг.3, узел 10 изготовления пакетов имеет формующий механизм 13, который придает поступающей в него листовой пленке F трубчатую форму, протяжной ленточный механизм 14, который перемещает пленку F, которой придана трубчатая форма (далее упоминается как трубчатая пленка) вниз, механизм продольной сварки 15, выполняющий продольное сваривание перекрывающих друг друга частей трубчатой пленки, и механизм поперечной сварки 17, сваривающий верхний и нижний концы пакета В путем поперечного сваривания трубчатой пленки.
Формующий механизм 13
Формующий механизм 13 состоит из трубы 13b и формователя 13а. Труба 13b является элементом цилиндрической формы с отверстиями на верхнем и нижнем концах. Картофельные чипсы С, взвешенные весовым дозатором 2, поступают в отверстие на верхнем конце трубы 13b. Формователь 13а расположен таким образом, чтобы охватывать трубу 13b. Формователь 13а имеет такую форму, при которой листовая пленка F, размотанная с рулона 22а, получает форму трубки, когда пленка F проходит между формователем 13а и трубой 13b. Кроме того, труба 13b и формователь 13а формующего механизма 13 могут быть заменены трубами и формователями другого размера, в зависимости от размеров пакетов, которые предполагается выпускать.
Протяжной ленточный механизм 14
Протяжным ленточным механизмом является механизм, который втягивает и перемещает вниз трубчатую пленку, обернутую вокруг трубы 13b. Как показано на фиг.3, ленты 14с расположены справа и слева, а между ними размещена труба 13b. В протяжном ленточном механизме 14 ведущие ролики 14а и ведомые ролики 14b осуществляют вращение лент 14с, выполняющих функцию втягивания, перемещая при этом трубчатую пленку вниз. Кроме того, приводной двигатель роликов (на фиг.3 не показан) вращает ведущие ролики 14а и т.п. Поскольку приводные двигатели роликов являются обычными компонентами, хорошо известными в данной области, их конструкция здесь не рассматривается и подробно не описана.
Механизм 15 продольной сварки
Механизм 15 продольной сварки является механизмом, выполняющим продольное сваривание путем одновременного нагревания и прижатия к трубе 13b при постоянном давлении перекрывающих друг друга частей трубчатой пленки, обернутой вокруг трубы 13b. Механизм 15 продольной сварки расположен сбоку от трубы 13b и содержит нагреватель и нагревательную ленту. Нагревательная лента нагревается нагревателем и контактирует с взаимно перекрывающей частью трубчатой пленки.
Механизм 17 поперечной сварки
Механизм 17 поперечной сварки расположен ниже формующего механизма 13, протяжного ленточного механизма 14 и механизма 15 продольной сварки. Механизм 17 поперечной сварки содержит пару сваривающих зажимов (сварочных элементов) 51, каждый из которых имеет встроенный нагреватель (см. фиг.4). Пара сваривающих зажимов расположена соответственно с передней и с задней сторон трубчатой ленты, как показано на фиг.1 и фиг.4, и вращается таким образом, что описывает приблизительно D-образную траекторию Т, симметричную с передней и с задней стороны. Далее, в средней точке вращения, пара сваривающих зажимов 51 захватывает трубчатую пленку так, что эти зажимы прижимаются друг к другу, после чего выполняется сваривание путем приложения давления и тепла к тем участкам трубчатой пленки, которые образуют верхний и нижний концы пакета. Сваривающий зажим 51, расположенный с передней стороны трубчатой пленки, поддерживается валом 17с так, чтобы вращаться вокруг этого вала 17с. Вал 17с приводится во вращение двигателем 17а (см. фиг.11) и перемещается горизонтально вперед и назад шариковым винтовым механизмом (не показан) при работе двигателя 17b привода вала. Кроме того, сваривающий зажим 51, расположенный с задней стороны трубчатой пленки, аналогичным образом приводится во вращение двигателем 17а и перемещается горизонтально вперед и назад при работе двигателя 17b привода вала. Таким образом, вращение и перемещение по горизонтали пары сваривающих зажимов 51 позволяет получить приблизительно D-образную траекторию Т их перемещения. Кроме того, контроль вращающего момента приводного двигателя 17b регулирует давление, с которым пара сваривающих зажимов охватывает трубчатую пленку. Поскольку вращающие и приводные двигатели являются обычными компонентами, хорошо известными в данной области, их конструкция здесь не рассматривается.
Кроме того, внутри одного из зажимов, входящих в пару сваривающих зажимов 51, имеется встроенное режущее устройство (не показано). Встроенное режущее устройство расположено в центре участка поперечной сварки сваривающих зажимов 51 по высоте и предназначено для отрезания пакета В от последующей трубчатой пленки. Встроенные режущие устройства являются обычными компонентами, хорошо известными в данной области. Поэтому конструкция встроенных режущих устройств здесь не рассматривается и подробно не описана.
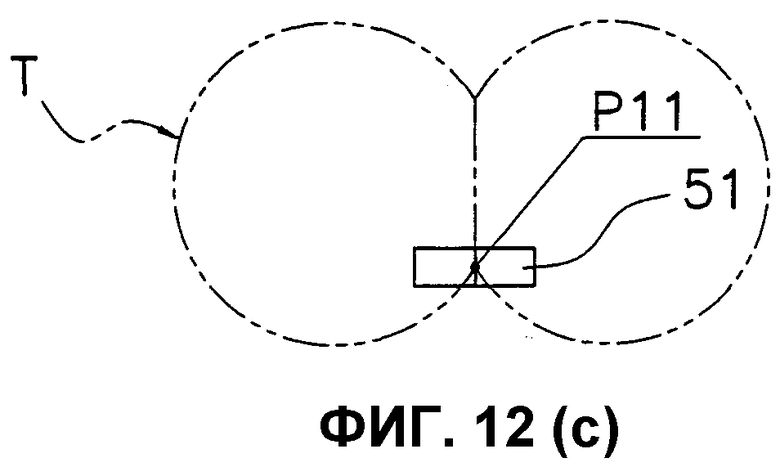
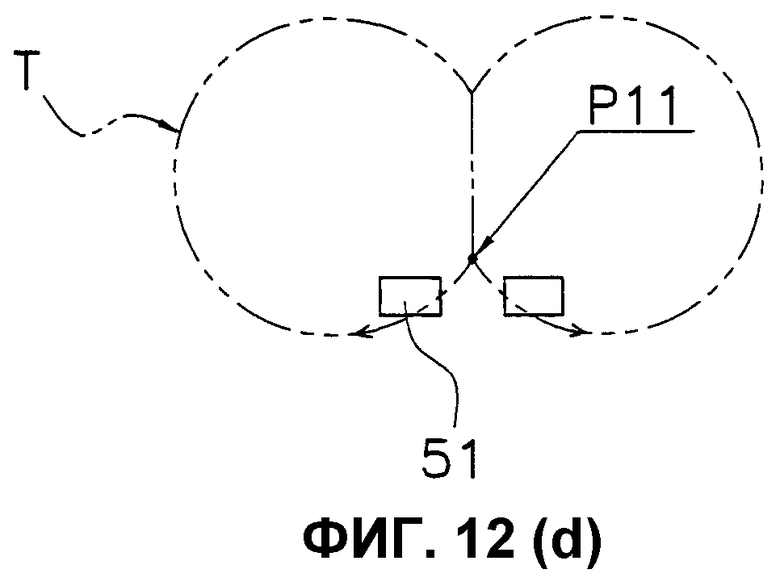
На фиг.12 и 13 показана операция поперечной сварки, выполняемая парой сваривающих зажимов 51. На фиг.12 показан один пример операции поперечной сварки, в котором сваривающие зажимы 51, выполнив оборот, захватывают трубчатую пленку в точке Р10 (см. фиг.12(а) и 12(b)), прикладывают к трубчатой пленке давление и тепло, одновременно перемещаясь вниз вместе с трубчатой пленкой, захваченной между зажимами 51, отпускают трубчатую пленку в точке Р11 и затем отделяются друг от друга (см. фиг.12(с) и 12(d)). Иными словами, между точкой Р10 и точкой Р11 сваривающие зажимы 51 поперечно сваривают трубчатую пленку, прикладывая давление и нагрев к трубчатой пленке при перемещении вниз с той же скоростью, что и трубчатая пленка. Далее встроенное режущее устройство разрезает трубчатую пленку, и пакет В сбрасывается вниз, отпустив трубчатую пленку, из которой в точке Р11 формируется пакет В (см. фиг.9).
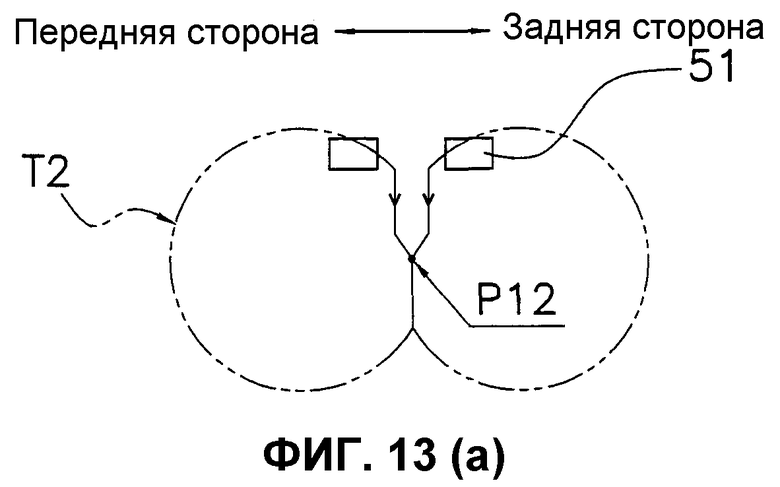
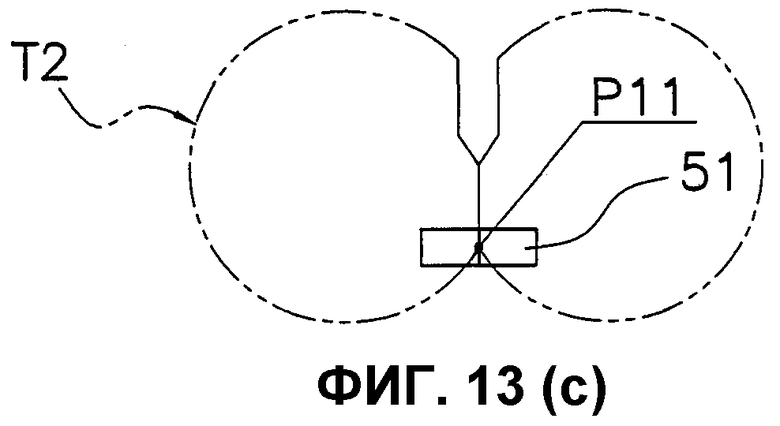
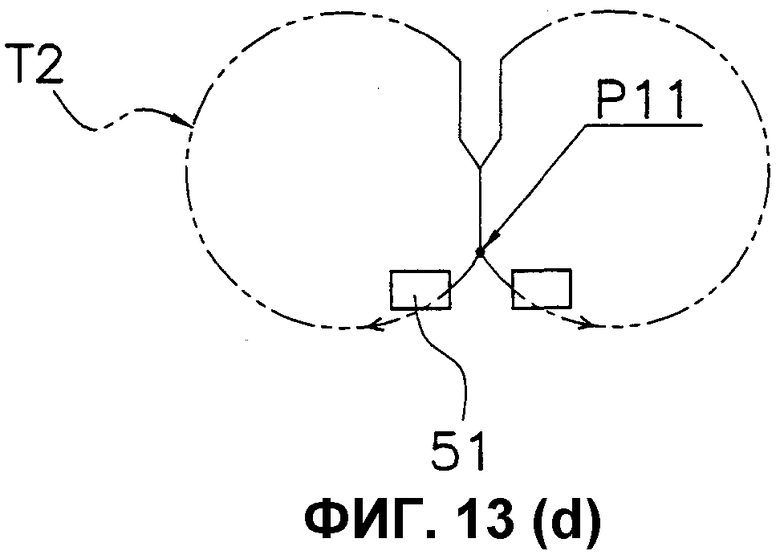
На фиг.13 показан другой пример операции поперечной сварки. В этом случае сваривающие зажимы 51 выполняют оборот вокруг вала 17с, описывая траекторию Т2, имеющую приблизительно D-образную форму и отличающуюся от траектории Т. Сваривающие зажимы 51, выполнившие оборот, захватывают трубчатую пленку в точке Р12, которая располагается ниже упомянутой точки Р10 (см. фиг.13(а) и 13(b)). Сваривающие зажимы 51 затем прикладывают к трубчатой пленке давление и тепло, одновременно перемещаясь вниз, отпускают трубчатую пленку в точке Р11 и затем отделяются друг от друга (см. фиг.13(с) и 13(d)). Иными словами, сваривающие зажимы 51 поперечно сваривают трубчатую пленку, прикладывая давление и нагрев к трубчатой пленке при перемещении вниз с той же скоростью, что и трубчатая пленка, от точки Р12 к точке Р11. Далее, после разрезания пленки встроенным режущим устройством и отпускания трубчатой пленки, из которой в точке Р11 формируется пакет В, пакет В выдается вниз.
Длительность процесса сваривания в устройстве 1 по изобретению зависит от размеров изготавливаемого пакета В и материала используемой пленки F. Изменение длительности сварки определяется, главным образом, изменением периода времени, в течение которого пара сваривающих зажимов 51 сжимает части, образующие верхний и нижний концы пакета В. Длительность сварки можно изменять путем смещения, например изменения расстояния между точкой, в которой пара сваривающих зажимов 51 начинает захватывать трубчатую пленку, из которой будет сформирован пакет В, и точкой, в которой они отпускают трубчатую пленку. В данном случае, как показано на фиг.12 и 13, длительность сварки изменяют путем изменения высоты расположения точки, в которой пара сваривающих зажимов 51 начинает захватывать трубчатую пленку, из которой формируется пакет В. Управление парой сваривающих зажимов 51 осуществляется таким образом, что высота расположения точки, в которой пара сваривающих зажимов 51 отпускает трубчатую пленку, из которой формируется пакет В (положение отпускания), является фиксированной. Иными словами, как показано на фиг.4, фиг.12 и фиг.13, точка 11, в которой пара сваривающих зажимов 51 отпускает трубчатую пленку, из которой формируется пакет В, фиксирована внутри устройства 1 по изобретению вне зависимости от расстояния, на которое пара сваривающих зажимов 51 перемещается вниз, захватив трубчатую пленку.
Узел 30 прикрепления пакетов к полосе
Узел 30 прикрепления пакетов к полосе захватывает пакет В в положении, в котором сваривающие зажимы 51 механизма поперечной сварки 17 отделяются от изготовленного пакета В, и выполняет операцию прикрепления, передавая пакет В по диагонали вниз и затем сваривая пакет В с полосой S. Узел 30 прикрепления содержит удерживающий механизм 31, передающий механизм 32 и прикрепляющий механизм 33.
Удерживающий механизм 31
Удерживающий механизм 31 удерживает пакет В своими захватными рычагами 31b (см. фиг.6) в точке удерживания Р1 (см. фиг.9). Захватные рычаги 31b совершают оборот соответственно с передней и задней сторон, чтобы захватить верхнюю часть пакета В как с левой, так и с правой сторон. Точку удерживания Р1 устанавливают с учетом фиксированной точки Р11, в которой сваривающие зажимы 51 механизма поперечной сварки 17 отпускают пакет В. Подобно фиксированной точке Р11, точка удерживания Р1 тоже остается фиксированной и располагается в позиции ниже фиксированной точки Р11 по меньшей мере на заданное расстояние. Иными словами, точка удерживания Р1 остается в одной и той же позиции даже в том случае, когда размеры пакета В или материал пленки F изменяются.
Удерживающий механизм 31 содержит пару механизмов, симметричных с правой и левой сторон. Как показано на фиг.6, каждый механизм из этой пары содержит основной корпус 31а, два захватных рычага 31b, размещенных на верхней стороне основного корпуса 31а, пневмоцилиндр (не показан), встроенный в основной корпус 31а, и неподвижную часть 31с, прикрепленную к передающему механизму 32 (описана далее). Поскольку пневмоцилиндры являются обычной частью, хорошо известной в данной области, конструкция пневмоцилиндра здесь не рассматривается и подробно не проиллюстрирована. Захватные рычаги 31b поддерживаются основным корпусом 31а таким образом, что они могут поворачиваться вокруг вертикальных осей, параллельных передней и задней сторонам. Воздух под давлением поступает из средства подачи воздуха под давлением (не показано) через открывающийся и закрывающийся клапан к пневмоцилиндру, встроенному в основной корпус 31а. Когда пневмоцилиндр срабатывает, два захватных рычага 31b разворачиваются в направлениях, показанных пунктирными стрелками на фиг.6, и достигают положения, в котором концы захватных рычагов 31b сжимают боковые части пакета В спереди и сзади. Пара удерживающих механизмов - одного с левой и другого с правой стороны - работает синхронно, так что все четыре захватных рычага 31b одновременно сжимают боковые части пакета В с левой и с правой сторон.
Передающий механизм 32
Передающий механизм 32 перемещает удерживающий механизм 31 таким образом, что пакет В перемещается из упомянутой выше точки удерживания Р1 в точку прикрепления Р2 (см. фиг.4 и фиг.9), которая рассматривается ниже. Иными словами, передающий механизм 32 передает пакет В из точки удерживания Р1 в точку прикрепления Р2 путем перемещения удерживающего механизма 31, который держит пакет В. Таким образом, передающий механизм 32 передает пакет В в позицию, в которой пакет В, прикрепляемый к полосе S (см. верхний пакет В на фиг.4), не зацепит пакет В, который следом выдается вниз из механизма поперечной сварки 17 (см. верхний пакет В на фиг.9).
Если пакет В, который выдается вниз из механизма 17 поперечной сварки, зацепит пакет В, уже прикрепленный к полосе S, операция поперечной сварки в узле 10 изготовления пакетов (механизмом 17 поперечной сварки) окажется нестабильной. Для того чтобы избежать такой встречи пакетов, точка удерживания Р1 и точка прикрепления Р2 смещены относительно друг друга в продольном направлении по горизонтали. А именно точка удерживания Р1 и точка прикрепления Р2 смещены в продольном направлении по меньшей мере на заданное расстояние, которое устанавливают с учетом таких факторов, как максимальная толщина обрабатываемого пакета (размер пакета в продольном направлении) и положение пакета В при его прикреплении. Таким образом, пакет, прикрепляемый к полосе, не зацепит следующий пакет, выдаваемый из узла 10 изготовления пакетов.
Передающий механизм 32 в первую очередь включает в себя валки 72, верхние и нижние концы которых зафиксированы в неподвижных элементах 71, скользящие элементы 73, которые могут перемещаться по направляющим 72, опорные элементы 74, к которым прикреплены скользящие элементы 73, соединительные элементы 75, поворотные элементы 76, шкивы 66-70, ремни 66а-69а и вращаемые валы 76а.
Неподвижные (фиксированные) элементы 71 (которые опущены на фиг.5) неподвижно опираются, как показано на фиг.4, на две образующие боковые стенки пластины 30а с левой и правой стороны, которые прикреплены к раме 6. Неподвижные элементы 71 прикреплены в заданных положениях, так что верхняя и нижняя части направляющих 72 также неподвижны.
При виде сбоку направляющие 72 наклонены от передней верхней стороны к задней нижней стороне и поддерживают скользящие элементы 73 посредством линейных втулок (не показаны).
Скользящие элементы 73 механически связаны с перемещением сваривающих зажимов 51 механизма поперечной сварки 17 (рассматривается ниже) и повторно выполняют возвратно-поступательное движение по диагонали по направляющим 72, как можно видеть при наблюдении сбоку. Скользящие элементы 73 представляют собой пару из правого и левого ползунов, при этом поперечно промежутку между ползунами расположены соединительные стержни 79а, 79b.
Опорные элементы 74 прикреплены к ползунам посредством соединительных стержней 79а, 79b. Опорные элементы 74 представляют собой пару правых и левых стоек, продолжающихся по диагонали вверх и вниз. Неподвижная часть 31 с каждого удерживающего механизма 31 прикреплена к верхнему концу 74а соответствующего опорного элемента 74. Соответственно скользящие элементы 73, опорные элементы 74 и удерживающие механизмы 31 периодически вместе и одинаковым образом (вверх и вниз, вперед и назад) перемещаются по диагонали.
Концом 75b каждого соединительного элемента является ось шарнира, опирающаяся на нижний конец 73а скользящего элемента 73. Другим концом 75а каждого соединительного элемента является ось шарнира, опирающаяся на поворотную концевую часть 76b поворотного элемента 76. Когда поворотные элементы 76 поворачиваются в ответ на вращение поворотных валов 76а с фиксированным центром вращения, соединительные элементы 75 занимают положение, показанное на фиг.4, а затем положение, показанное на фиг.9. Соответственно скользящие элементы 73 оттягиваются вниз и вверх по диагонали.
Левый и правый поворотные валы 76а, которые поворачивают пару поворотных элементов 76 (левого и правого), сами поворачиваются соответственно в ответ на вращение шкивов 67, 70. Как показано на фиг.5 и 7, вращение на шкив 67 передается от шкива 66 через ремень 66а. Шкив 66 закреплен на валу 17с, который поворачивает сваривающие зажимы 51 механизма поперечной сварки 17. Таким образом, шкив 66 приводится во вращение вращающим двигателем 17а механизма поперечной сварки 17, который поворачивает вал 17с (см. фиг.11). Иными словами, шкив 67, соединенный с правым поворотным валом 76а, приводится во вращение вращающим двигателем 17а механизма поперечной сварки 17. Кроме того, шкив 70, который соединен с левым поворотным валом 76а, также соединен со шкивом 67 посредством шкивов 68, 69, ремней 67а, 69а и соединяющим валом 68а и приводится, таким образом, во вращение. Соответственно левый и правый поворотные валы 76а, которые поворачивают поворотные элементы 76 и перемещают по диагонали скользящие элементы 73, приводятся во вращение вращающим двигателем 17а механизма поперечной сварки 17 и механически связаны с перемещением сваривающих зажимов 51.
Благодаря описанной конструкции передающего механизма 32 удерживающий механизм 31 приходит в точку, расположенную ниже сваривающих зажимов 51, непосредственно перед тем, как сваривающие зажимы 51 механизма поперечной сварки 17 отпускают изготовленный пакет В, как показано на фиг.9. Кроме того, удерживающий механизм 31, как показано на фиг.4, подходит к прикрепляющему механизму 3, когда изготавливается следующий пакет В.
Прикрепляющий механизм 33
Прикрепляющий механизм 3 сваривает пакет В с полосой S в точке прикрепления Р2, смещенной вниз и назад относительно точки удерживания Р1. Как показано на фиг.5 и 8, прикрепляющий механизм 33 включает в себя в первую очередь нагреватель 33а, толкающий цилиндр 33b и нажимной элемент 33с. Нагревателем 33а является нагреватель с обычным электропитанием, максимальная температура которого составляет 200°С. Воздух под высоким давлением поступает в толкающий цилиндр 33b из упомянутого выше средства подачи воздуха под давлением через открывающийся и закрывающийся клапан. Головка 63 может быть поднята по диагонали под воздействием толкающего цилиндра 33b. Головка 63 посредством соединительного элемента 62 поддерживает верхний конец нажимного элемента 33с. Соответственно возвратно-поступательное перемещение головки 63 толкающего цилиндра 33b преобразуется в качательное движение нажимного элемента 33с. Задний конец нажимного элемента 33 с служит осью шарнира, размещенной на неподвижном валу 61, причем нажимной элемент отклоняется на определенный угол, так что верхний конец нажимного элемента 33с входит в контакт и отделяется от нагревателя 33а (см. пунктирные линии на фиг.8).
Хотя на фиг.8 пакет не показан, в том положении, когда между нагревателем 33а и нажимным элементом 33с (см. фиг.4) находятся полоса S и поперечно заваренный верхний конец пакета В, прикрепляющий механизм 33, действуя по команде блока управления 90, захватывает полосу S и пакет В между нажимным элементом 33с и нагревателем 33а. В данном случае особенностью конструкции является то, что при удалении воздуха из толкающего цилиндра 33b нажимной элемент 33с прикладывает давление к нагревателю 33а и прижимает верхний конец пакета В к полосе S не менее чем приблизительно на 200 миллисекунд. Таким образом верхний конец пакета В сваривается с полосой S.
Узел 42 удерживания рулона полосы
Узел 42 удерживания рулона полосы удерживает рулон 42а, предназначенный для подачи полосы S в пространство на верхней стороне нагревателя 33а прикрепляющего механизма 33. Полоса S обернута вокруг рулона 42а.
Кроме того, возле узла 42 удерживания рулона полосы размещен датчик 43 оставшегося количества полосы (см. фиг.11), предназначенный для того, чтобы следить за количеством полосы S, остающейся в рулоне 42а. Датчик 43 оставшегося количества полосы является фотоэлектрическим датчиком, определяющим, остается ли полоса S на рулоне полосы 42а, путем обнаружения присутствия полосы S, разматываемой с рулона 42а. Данные, полученные датчиком 43 оставшегося количества полосы, направляются в блок управления 90.
Узел 41 транспортировки полосы
Узел 41 транспортировки полосы передает полосу S, разматываемую с рулона 42а, в прикрепляющий механизм 33. Узел 41 транспортировки полосы включает в себя транспортирующий двигатель 41а, приводной ремень 41b, ведущие ролики 41с, 41d и множество ведомых роликов. Ведущий участок, который включает в себя транспортирующий двигатель 41а, приводной ремень 41b и ведущие ролики 41с, 41d, размещается рядом с прикрепляющим механизмом 33. Вращение вала транспортирующего двигателя 41а передается на ведущие ролики 41с, 41d через приводной ремень 41b, причем полоса S, обернутая вокруг ведущих роликов 41с, 41d, перемещается над нагревателем 33а прикрепляющего механизма 33. В дополнение к этому вращение рулона 42а, с которого разматывается полоса S, поступающая на ведущие ролики 41с, 41d через множество ведомых роликов, обеспечивает успешное разматывание намотанной полосы S.
Транспортирующий двигатель 41а является серводвигателем, предназначенным для транспортировки полосы S. Блок управления 90 (который рассматривается ниже) определяет количество подачи путем считывания импульсов транспортирующего двигателя 41а и контролирует количество подаваемой полосы S.
Кроме того, показанный на фиг.10 механизм контроля натяжения 44 контролирует натяжение полосы S, разматываемой с рулона 42а и транспортируемой к прикрепляющему механизму 33. Как показано на фиг.10, механизм контроля натяжения 44 содержит два ролика 44а, 44b, установленные с возможностью вращения на неподвижный элемент 6а, прикрепленный к раме 6; рычаг 44с, установленный с возможностью вращения на неподвижном элементе 6а своей задней концевой частью 44d и продолжающийся вперед и вниз; и ролик 44f, аксиально установленный на передний конец 44е рычага 44с. При последовательном обертывании полосы S вокруг трех роликов 44а, 44f, 44b рычаг 44с и ролик 44f тянут полосу S с заданным усилием, а натяжение полосы S поддерживается в заданном диапазоне. Таким образом обеспечивается контроль провисания и изгибания полосы S.
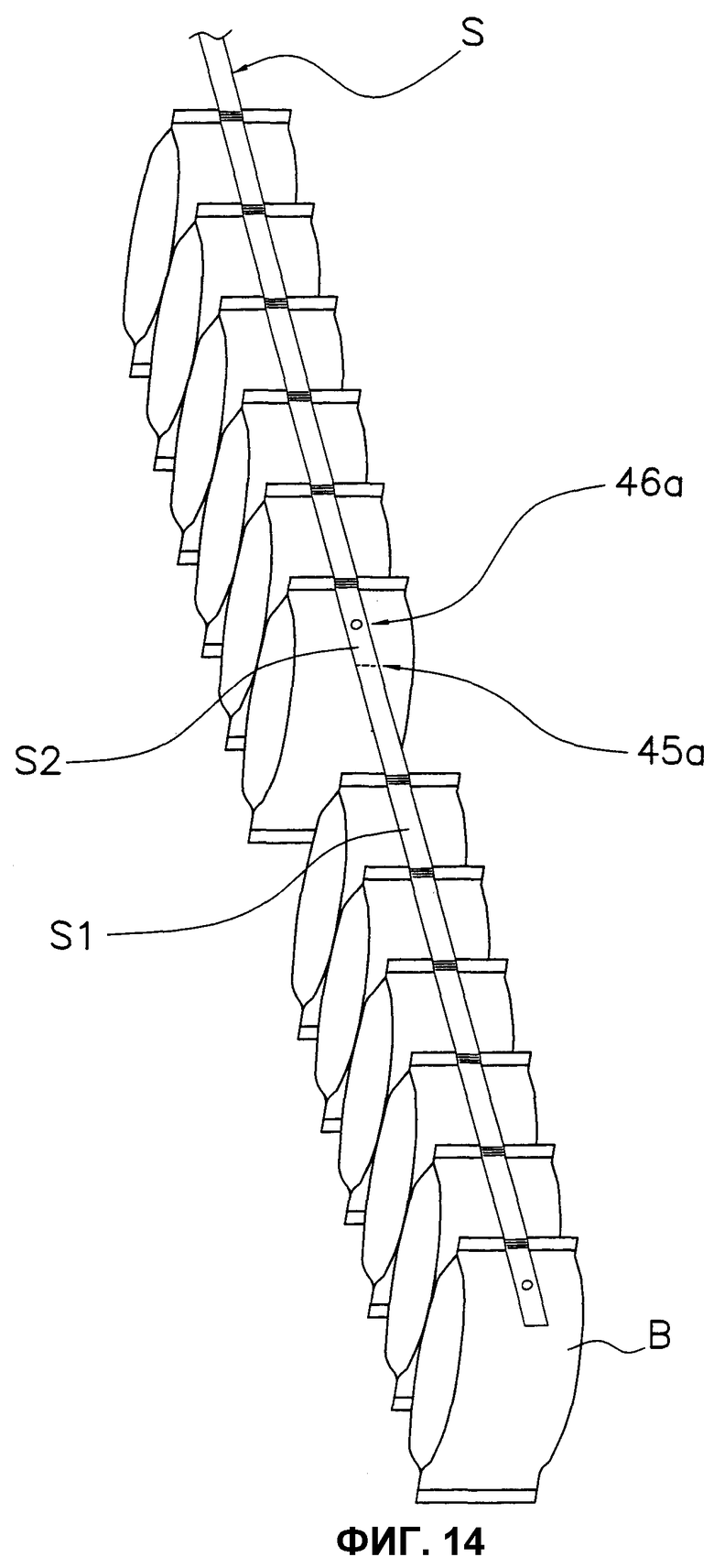
Кроме того, между ведущим роликом 41с узла транспортирования полосы 41 и нагревателем 33а прикрепляющего механизма 33 предусмотрено наличие режущего устройства 45 и перфорирующего устройства 46 (см. фиг.8), так что в полосе S, поступающей из узла транспортировки полосы 41 в прикрепляющий механизм 33, могут выполняться надрезы и отверстия. Как показано на фиг.14, режущее устройство 45 может выполнить в полосе S надрез 45а. Режущее устройство 45 и перфорирующее устройство 46 расположены перед нагревателем 33а и нажимным элементом 33с прикрепляющего механизма 33 в направлении транспортировки полосы S. Режущие и перфорирующие устройства являются обычными компонентами, хорошо известными в данной области. Поэтому их конструкция здесь подробно не рассматривается.
Транспортирующий конвейер 85
Транспортирующий конвейер 85 (пример узла выдачи пакетов, прикрепленных к полосе), показанный на фиг.1, выдает к передней стороне ряд пакетов В, верхние концы которых, как показано на фиг.14, приварены к полосе S прикрепляющим механизмом 33. Как показано на фиг.1, ниже узла изготовления пакетов 10, с передней стороны относительно зафиксированной точки Р11, имеется открытое пространство, в которое выдаются пакеты. Транспортирующий конвейер 85 перемещает пакеты, прикрепленные к полосе, к передней стороне. Как показано на фиг.11, в данном варианте выполнения транспортирующий двигатель 85а непрерывно перемещает транспортирующий конвейер 85 с постоянной скоростью. Однако транспортирующий двигатель 85а может также осуществлять периодический привод транспортирующего конвейера 85.
Блок управления 90
Блок управления 90 предпочтительно включает в себя микрокомпьютер с управляющей программой, контролирующей различные компоненты, такие как двигатели, пневмоцилиндр и нагреватель, основываясь на настроечных параметрах, введенных через сенсорный дисплей 91 оператором устройства 1 или т.п. Как показано на фиг.11, блок управления 90 управляет приводным двигателем роликов протяжного ленточного механизма 14, нагревателем механизма продольной сварки 15, вращающим двигателем 17а механизма поперечной сварки 17, двигателем 17b привода вала, встроенным режущим устройством, пневмоцилиндрами удерживающего механизма 31, нагревателем 33а и толкающим цилиндром 33b прикрепляющего механизма 33, двигателем 85а транспортирующего конвейера 85 и т.п. Блок управления 90 оперативно соединен с этими устройствами обычным образом. Блок управления 90 может избирательно управлять любым из перечисленных устройств в соответствии с программой управления. Кроме того, блок управления 90 принимает результаты от датчика 23 определения количества оставшейся пленки, датчика 43 определения количества оставшейся полосы и т.п. Блок управления 90 может также включать в себя другие обычные узлы, такие как входной контур интерфейса и запоминающие устройства, такие как ПЗУ (постоянное запоминающее устройство) и ОЗУ (оперативное запоминающее устройство). Внутреннее ПЗУ блока управления 90 хранит параметры различных операций.
Оператор или т.п. вводит через сенсорный дисплей 91 настроечные параметры, такие как размеры пакетов В, намеченных к изготовлению, количество пакетов В, которое должно быть изготовлено за единицу времени, должны ли прикрепляться пакеты В к полосе S, количество пакетов В в группе, которая должна быть прикреплена к полосе S, расстояние между пакетами В на полосе S и расстояние между группами пакетов В.
Специалистам в данной области будет понятно, что конкретная конструкция и алгоритмы блока управления 90 могут представлять собой любую комбинацию аппаратного и программного обеспечения, которое будет выполнять функции согласно изобретению. Иными словами, параграфы «средство и функция», применяемые в описании и пунктах формулы изобретения, включают любую конструкцию или аппаратное обеспечение и/или любой алгоритм и/или программное обеспечение, которые могут выполнять функцию, описанную в параграфе «средство и функция».
Далее описывается процедура управления, которую выполняет блок управления 90 в отношении прикрепления к полосе S пакетов В, изготовленных в узле изготовления пакетов 10 и выданных вниз из механизма поперечной сварки 17.
Управление прикреплением пакетов В к полосе S
Узел прикрепления 30 прикрепляет пакет В к полосе S в ходе трех операций: операции удерживания, в ходе которой пакет В захвачен удерживающими механизмами 31; операции передачи, в ходе которой передающий механизм 32 перемещает пакет В; и операции прикрепления, выполняемой прикрепляющим механизмом 33.
В ходе операции удерживания пакета В удерживающими механизмами 31 блок управления 90 включает соответствующий пневмоцилиндр непосредственно перед тем, как пара сваривающих зажимов 51 отпускает пакет В, и четыре захватных рычага 31b схватывают левую и правую стороны пакета В.
Операция передачи пакета В передающим механизмом 32 выполняется механически движущей силой вращающего двигателя 17а механизма поперечной сварки 17, как было показано выше.
В ходе операции прикрепления, выполняемой прикрепляющим механизмом 33, нажимной элемент 33 с прижимается к нагревателю 33а с обычным электропитанием путем управления толкающим цилиндром 33b. Таким образом создается ситуация, при которой полоса S и верхний конец пакета В захватываются между нажимным элементом 33с и нагревателем 33а, а тепло от нагревателя 33с и давление от нажимного элемента 33с приваривают пакет В к полосе S. Выполнение этого нажимного действия (сваривание) синхронизировано с моментом подачи передающим механизмом 32 пакета В в точку прикрепления Р2. Кроме того, узел прикрепления 90 регулирует частоту прикрепления пакетов В к полосе S таким образом, что она оказывается в приемлемом диапазоне, путем регулирования температуры нагревателя 33а, усилия нажима нажимного элемента 33с и длительности периода времени, в течение которого нажимной элемент 33с остается прижатым к нагревателю 33а.
Кроме того, среди трех операций, перечисленных выше, операция захвата и операция прикрепления могут выполняться вне зависимости от перемещения узла 10 изготовления пакетов, а передаточная операция механически связана с перемещением механизма 17 поперечной сварки узла 10 изготовления пакетов.
Управление транспортированием полосы, режущим устройством и перфорирующим устройством
Узел транспортирования полосы 41 осуществляет управление транспортирующим двигателем 41а исходя из количества пакетов В, которое должно быть произведено за единицу времени, заданного оператором или т.п.; количества пакетов В в одной группе, которая должна быть прикреплена к полосе S, расстояния между пакетами В на полосе S, расстояния между группами пакетов В, и т.п. Как показано выше, блок управления 90 устанавливает интенсивность подачи, считывая импульсы транспортирующего двигателя 41а, и, таким образом, контролирует интенсивность подачи полосы S. Кроме того, совместно с транспортировкой полосы S блок управления 90 управляет работой режущего устройства 45, выполняющего надрезы 45а в полосе S, и работой перфорирующего устройства 46, выполняющего отверстия в полосе 5.
Численность группы пакетов В, прикрепленных к полосе S, определяется размерами блока, выставляемого на витрине магазина, и равняется, например, шести пакетам, как показано в примере на фиг.14.
Шаг, с которым пакеты В прикрепляются к полосе S, является расстоянием между смежными пакетами В в одной группе пакетов В и равен расстоянию, на которое полоса S сдвигается после прикрепления очередного пакета В к полосе S до прикрепления к ней следующего пакета В (этот шаг транспортировки показан как короткий интервал S1 на фиг.14). Для того чтобы сделать шаг транспортировки постоянным, блок управления 90 управляет транспортирующим двигателем 41а таким образом, чтобы периодически, однообразно продвигать полосу S.
Расстояние между группами пакетов В равно расстоянию, на которое полоса S продвигается после прикрепления к полосе S последнего пакета В из группы пакетов В и до прикрепления к полосе S первого пакета В из следующей группы пакетов В. Обычно это расстояние устанавливают более длинным, чем упомянутый выше шаг транспортировки между соседними пакетами В в одной и той же группе. Режущее устройство 45 выполняет надрез 45а, а перфорирующее устройство 46 выполняет отверстие 46а в длинном интервале S2 полосы между одной группой пакетов В и другой группой пакетов В (см. фиг.14). Кроме того, режущее устройство 45 также может выполнить надрез, а перфорирующее устройство 46 также может выполнить отверстие в коротком интервале S1 полосы S, определяемом постоянным шагом транспортировки.
Путем управления таким образом перемещением полосы S и управления режущим и перфорирующим устройствами, полоса S, к которой прикреплены пакеты В, принимает вид, показанный, например, на фиг.14. В местах назначения, таких как розничные магазины, полосу S разрезают, используя для этого надрез 45а, и разделяют полосу S на группы пакетов В (шесть пакетов в группе), а отверстие 46а может использоваться для подвешивания каждой полосы S, к которой прикреплена группа пакетов В, на крюк или подобное приспособление в магазине.
Управление прикреплением и остановкой транспортирования полосы в случае нарушения веса
При получении от весового дозатора 2 сигнала о нарушении веса, блок управления 90 продолжает работу узла 10 изготовления пакетов, чтобы сохранить высокую производительность. Однако изготовленный пакет, заполненный картофельными чипсами, у которого имеет место нарушение веса, не прикрепляют к полосе S, а вместо этого отсортировывают и бракуют. В это время операция прикрепления и операция транспортирования полосы временно останавливаются.
Во время перерыва операции прикрепления операция транспортирования, механически связанная с перемещением механизма 17 поперечной сварки узла 10 изготовления пакетов, выполняется непрерывно, однако операция удерживания и операция прикрепления не выполняются. Иными словами, в случае пакета В с нарушением веса передающий механизм 32 перемещает удерживающий механизм 31 в точку удерживания Р1, однако удерживающий механизм 31 не срабатывает и поэтому не захватывает пакет В. В результате пакет В с нарушением веса изготавливается, выдается вниз от механизма 17 поперечной сварки, а затем сбрасывается прямо вниз. Этот пакет В отделяют сортирующим устройством (не показано) влево или вправо. Сортирующее устройство перемещает пакет В влево или вправо путем приложения к пакету В бокового усилия посредством воздуха или сортирующего элемента и, таким образом, не допускает установку пакета В на транспортирующий конвейер 85.
Кроме того, поскольку удерживающий механизм 31 не захватывает пакет В с нарушением веса, операция прикрепления, выполняемая прикрепляющим механизмом 33, также приостанавливается, так что к полосе S не прикладывают тепла и давления. Кроме того, периодическое продвижение полосы S узлом транспортирования полосы S также приостанавливается, когда прибывает пакет В с нарушением веса, так что шаг между пакетами В не изменяется.
Характеристики пакетоизготавливающего и упаковочного устройства 1
(1)
В указанном устройстве 1 пакет В, изготовленный в узле 10 изготовления пакетов, устанавливается на полосе S в узле 30 прикрепления к полосе. Таким образом, в устройстве 1, снабженном узлом 30 прикрепления к полосе, отдельным от узла 10 изготовления пакетов, движущая сила вращающего двигателя 17а, обеспечивающего энергию для поперечного сваривания пакетов В, также обеспечивает энергию для передаточной операции, выполняемой передающим механизмом 32 и являющейся одной из составляющих операции прикрепления, выполняемой узлом 30. Следовательно, передаточная операция, которую выполняет передающий механизм 32, механически связана с перемещением узла 10 изготовления пакетов (механизм 17 поперечной сварки). Благодаря этому практически устраняется опасность смещения передаточной операции относительно перемещения узла 10 изготовления пакетов из-за ошибки в управлении и т.п., и сокращаются ошибки и нарушения прикрепления пакетов В к полосе S.
(2)
В указанном устройстве 1 передаточная операция, выполняемая передающим механизмом 32, механически связанным с перемещением механизма 17 поперечной сварки, расположенного в крайней точке на выходе из узла 10 изготовления пакетов, предусматривает передачу изготовленного пакета В по диагонали назад при одновременной передаче его вниз, а не по горизонтали. Таким образом, поскольку направление передачи пакета В представлено диагональю, движение пакета В в ходе последовательности операций от изготовления пакета В до его прикрепления к полосе S в прикрепляющем механизме 33 узла 30 прикрепления является плавным. Следовательно, даже при изготовлении пакетов В в узле 10 изготовления пакетов с высокой скоростью (например, при скорости изготовления от 120 до 150 пакетов В в минуту), при операции прикрепления пакетов В не возникает больших проблем, так же как и в случае, когда изготовленные пакеты передаются прямо вниз и затем прикрепляются к полосе.
Кроме того, пакеты В, изготовленные в узле 10 изготовления пакетов, передаются вниз по диагонали, а не прямо вниз. В результате, даже в случае, если следующий пакет В изготавливается и выдается вниз от механизма 17 поперечной сварки узла 10 изготовления пакетов, он не зацепляет предыдущий пакет В. Иными словами, предыдущий пакет В, изготовленный и прикрепленный к полосе S, не зацепляет следующий пакет В, который изготавливается и выдается вниз от механизма 17 поперечной сварки, поскольку пакет В сразу после изготовления перемещается по горизонтали вперед или назад (по направлению толщины пакета В). Кроме того, пакет В прикрепляется к полосе S в точке прикрепления Р2, смещенной на плоскости относительно точки Р11, в которой завершается изготовление пакетов В.
Далее, благодаря конструкции, исключающей зацепление пакетов за счет передачи пакетов В вниз по диагонали, а не прямо вниз, появляется возможность уменьшить расстояние вертикального перемещения пакета В в ходе операции передачи передающим механизмом 32. Конкретнее, для того, чтобы избежать зацепления при передаче пакета В прямо вниз, расстояние передачи должно быть не меньше размеров пакета В по вертикали (высоты). Однако, поскольку пакет В передается в данном случае вниз по диагонали, расстояние по вертикали между точкой Р11 (в которой завершается изготовление пакета В), точкой удерживания Р1 и точкой прикрепления Р2 может быть короче длины пакета В по вертикали. Таким образом можно уменьшить общую высоту устройства 1 по изобретению.
Кроме того, в связи с принятой конструкцией, при которой передающий механизм 32 передает пакет В по диагонали вниз без его перемещения по горизонтали, существует также возможность избежать пересечения удерживающего механизма 31, который удерживает пакет В, со сваривающими зажимами 51 (и вспомогательными компонентами) механизма 17 поперечной сварки, которые описывают приблизительно D-образную траекторию Т.
(3)
Указанное устройство 1 снабжено источником энергии (удерживающий цилиндр и толкающий цилиндр 33b), отдельным от источника энергии узла 10 изготовления пакетов и предназначенным для операции удерживания, выполняемой удерживающим механизмом 31, и операции прикрепления, выполняемой прикрепляющим механизмом 33. Иными словами, блок управления 90 может временно прерывать связь между перемещением узла 10 изготовления пакетов и операцией удерживания и операцией прикрепления в узле прикрепления к полосе 30.
Далее, если на блок управления 90 от весового дозатора 2 поступает сигнал о нарушении веса, работа узла изготовления пакетов 10 продолжается, чтобы сохранить высокую производительность. Однако блок управления 90 выполняет работу таким образом, чтобы в отношении изготовленного пакета В, заполненного картофельными чипсами С с нарушением веса, не выполнялись операции удерживания и прикрепления. Таким образом не допускается ошибочное прикрепление к полосе S пакета В с нарушением веса.
(4)
Как показано на фиг.14, в указанном устройстве 1 на полосе S между группой пакетов В и следующей группой пакетов В формируется длинный интервал S2, причем каждая группа имеет между своими пакетами обычное расстояние (шаг) S1. Режущее устройство 45 выполняет надрез 45а в каждом длинном интервале S2. Если режущее устройство 45 вместо выполнения надреза полностью разрежет полосу S, возникнет проблема обращения с группой пакетов В, прикрепленных к полосе S. Однако, поскольку выполняется только надрез 45а и полоса S не разрезается полностью, с пакетами В, установленными на полосе S, можно непрерывно работать в ходе последующего производственного процесса.
Кроме того, поскольку перфорирующее устройство 46 может выполнить в полосе S отверстие 46а, можно легко повесить полосу S с прикрепленными к ней пакетами В в месте назначения, куда были отгружены пакеты В, размещенные на полосе S.
(5)
Нагреватель 33а и нажимной элемент 33с прикрепляющего механизма 33 прикрепляют пакеты В к полосе S, которая транспортируется узлом транспортирования полосы 41. Полоса S с прикрепленными к ней пакетами В направляется затем на следующий производственный процесс посредством транспортного конвейера 85. Соответственно, если режущее и перфорирующее устройства разместить на выходе из прикрепляющего механизма 33, то вслед за ними может потребоваться разместить отдельный механизм, который должен удерживать полосу S, когда режущее устройство выполняет надрез.
В связи с этим режущее устройство 45 и перфорирующее устройство 46 размещены со стороны входа в прикрепляющий механизм 33, а входящие в состав узла транспортирования полосы 41 ведущие ролики 41 с, 41d и т.п. выполняют функцию поддерживания полосы S, когда режущее устройство надрезает полосу S.
(6)
В указанном устройстве 1 пара сваривающих зажимов 51 механизма 17 поперечной сварки узла 10 изготовления пакетов прикладывает давление и тепло к верхнему и нижнему концам пакета В, в то время как пара сваривающих зажимов 51 перемещается вниз. Там пакет В, по концам которого выполненная поперечная сварка, захватывают и перемещают удерживающие механизмы, выполняющие возвратно-поступательные перемещения по диагонали в узле 30 прикрепления к полосе.
Управление парой сваривающих зажимов 51 механизма 17 поперечной сварки осуществляется в ходе операций передачи и удерживания, выполняемых удерживающими механизмами 31, так что изготовленный пакет В отпускают в позиции с постоянной высотой. В частности, управление сваривающими зажимами 51 осуществляется таким образом, что они отпускают пакет В в точке Р11, которая является постоянной точкой вне зависимости от размеров пакета В или типа пленки F. Для того, чтобы обеспечить такую компоновку, узел прикрепления к полосе сконфигурирован таким образом, что точка удерживания Р1, которая является точкой, в которой удерживающий механизм 31 удерживает пакет В, зафиксирована, и так, что удерживающий механизм 31 перемещается относительно точки удерживания Р1. Таким образом происходит упрощение конструкции узла прикрепления к полосе 30, особенно конструкции передающего механизма 32, и упрощение управления этим механизмом. Кроме того, уменьшается количество ошибок при прикреплении пакета В к полосе S.
В традиционных устройствах такого типа (без функции прикрепления к полосе) сваривающие зажимы обычно прижимаются друг к другу и начинают операцию поперечного сваривания в постоянной точке. Управление таким устройством осуществляется таким образом, что точка завершения операции поперечного сваривания смещается вверх или вниз в случае изменения размера или иного параметра пакета.
Другие варианты выполнения
(А)
В случае получения от весового дозатора 2 сигнала о нарушении веса управление осуществляется таким образом, что узел 10 изготовления пакетов продолжает свою работу, чтобы сохранить высокую производительность и чтобы при этом не допустить выполнения операций удерживания и прикрепления к полосе S пакета В, заполненного картофельными чипсами С, который вызвал сигнал о нарушении веса.
Хотя этот тип управления обходит проблему прикрепления к полосе S пакета В, вызвавшего сигнал о нарушении веса, работа узла 10 изготовления пакетов не приостанавливается. Поэтому операция передачи, выполняемая (связанным с узлом 10) узлом 30 прикрепления к полосе, продолжается.
Если существует опасность того, что операция передачи пересечется с перемещением сортирующего устройства (не показано), отделяющего пакеты В, вызвавшие сигнал о нарушении веса, возможна также конфигурация, в которой на пути передачи усилия от вращающего двигателя 17а механизма 17 поперечной сварки к операции передачи узла 30 прикрепления дополнительно имеется механизм отключения указанного усилия. При таком выполнении привод отключают, когда не требуется, чтобы узел прикрепления выполнил операцию прикрепления.
(В)
В описанном варианте выполнения устройства 1 использован датчик 43 оставшегося количества полосы фотоэлектрического типа, который обнаруживает присутствие полосы S, разматываемой с рулона 42а. Однако можно также использовать вместо него другие типы датчиков, таких как датчик, обнаруживающий метку конца, прикрепленную к рулону 42а, или датчик, определяющий толщину заданной части рулона 42а, или датчик, определяющий натяжение полосы S, разматываемой с рулона 42а.
(С)
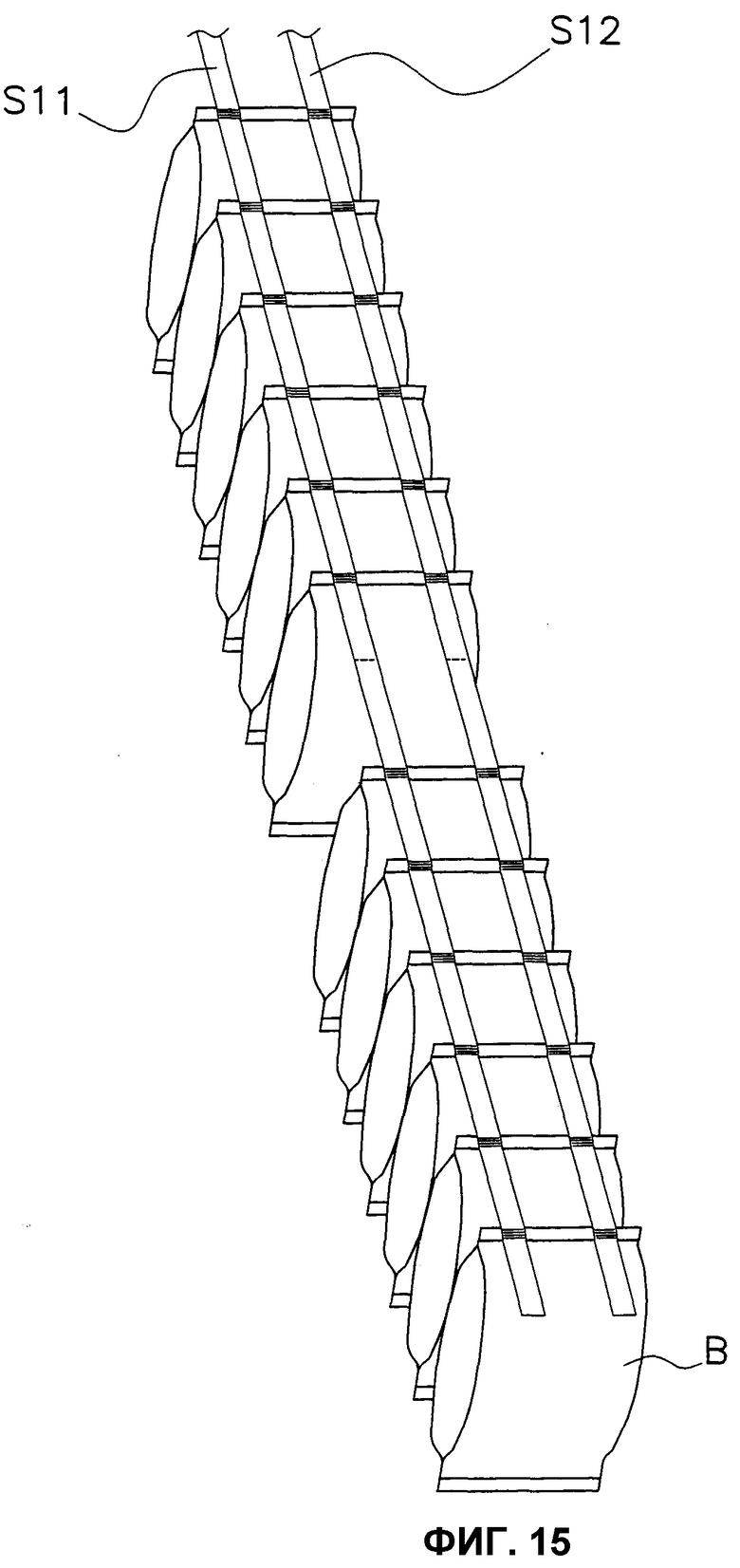
В описанном варианте пакеты В прикрепляют к одной полосе S, и множество пакетов В направляется для последующего производственного процесса в том виде, как показано на фиг.14. Однако, как показано на фиг.15, можно также выполнить узел 41 транспортирования полосы и датчик 43 оставшегося количества полосы таким образом, чтобы пакеты В прикреплялись к двум полосам S11, S12.
(D)
В описанном варианте используются удерживающие механизмы 31, в которых захватные рычаги 31b зажимают и правую, и левую боковые части пакета В. Однако можно также использовать удерживающий механизм, который удерживает пакет В вместо рычагов 31b с помощью всасывающего устройства, и т.п.
Поскольку согласно изобретению пакеты передаются по диагонали, пакеты могут продвигаться плавно при последовательности операций от изготовления пакетов до их прикрепления к полосе в узле прикрепления. Таким образом, даже при изготовлении пакетов в узле изготовления пакетов с высокой скоростью при прикреплении пакетов в узле прикрепления не возникает больших проблем.
Кроме того, передача пакетов по диагонали вниз вместо их передачи прямо вниз позволяет создать конструкцию, в которой можно избежать зацепления между предыдущим и следующим пакетами, даже при непрерывном изготовлении пакетов с высокой скоростью. Эта конструкция позволяет одновременно уменьшить расстояние передачи пакетов в передающем механизме по вертикали.
Кроме того, согласно другому варианту изобретения отпадает необходимость внедрения сложной конфигурации или управления узла прикрепления для того, чтобы обрабатывать изменения положения пакетов, которые возможны в случае, когда положение изготовленного пакета не зафиксировано перед выполнением операции прикрепления пакета к полосе. В свете этого положение отпускания, т.е. положение в направлении по вертикали, в котором пара сваривающих элементов отпускает конец пакета, согласно изобретению является фиксированным. Таким образом, упрощается и конфигурация узла, и управление прикреплением.
Использованные здесь термины, обозначающие направление, такие как «вперед, назад, вверх, вниз, вертикальный, горизонтальный, ниже, поперечный», а также любые другие подобные термины, обозначающие направление, относятся к направлениям в устройстве согласно изобретению. Соответственно эти термины, использованные для описания настоящего изобретения, должны интерпретироваться в отношении устройства согласно настоящему изобретению.
Использованные здесь термины, означающие степень, такие как «по существу», «около» и «приблизительно», подразумевают допустимую величину отклонения от указанного значения без существенного изменения конечного результата. Эти термины должны истолковываться как включающие в себя отклонение не менее ±5% от указанного значения, если это отклонение не отрицает значения, которое оно изменяет.
Настоящая заявка имеет приоритет патентных заявок Японии 2002-251844 и 2002-251845. Полное изложение патентных заявок Японии 2002-251844 и 2002-251845, таким образом, включено в данное описание путем ссылки.
Хотя для иллюстрации настоящего изобретения были описаны лишь некоторые варианты выполнения, специалистам в данной области будут ясны различные изменения и модификации изобретения без выхода из его объема, определяемого прилагаемой формулой изобретения. Кроме того, приведенное выше описание вариантов выполнения настоящего изобретения предназначено только для иллюстрации, но не для ограничения изобретения, охарактеризованного прилагаемой формулой и ее эквивалентами.

Изобретение относится к пакетоизготавливающим и упаковочным устройствам и, в частности, к таким, которые прикрепляют изготовленные пакеты к полосе. Пакетоизготавливающее и упаковочное устройство содержит узел изготовления пакетов, прикрепляющий узел, который прикрепляет к полосе пакеты, изготовленные в указанном узле изготовления пакетов. Указанный прикрепляющий узел содержит передающий механизм, который передает пакеты, изготовленные в узле изготовления пакетов, по диагонали вниз, и прикрепляющий механизм, который прикрепляет пакеты к полосе после того, как передающий механизм передаст пакеты. Пакетоизготавливающее и упаковочное устройство также содержит механизм поперечной сварки, который сваривает вертикальные концы пакетов. Указанный механизм поперечной сварки содержит пару сваривающих элементов, которые захватывают конец пакета и прикладывают к нему при перемещении вниз тепло и давление для сваривания конца, причем указанная пара сваривающих элементов отпускает конец пакета в позиции отпускания, которая зафиксирована в указанном устройстве независимо от того, на какое расстояние пара сваривающих элементов перемещается вниз, захватив пакет. Технический результат заключается в увеличении производительности устройства, уменьшении высоты, упрощении регулировки или конструкции механизма для прикрепления паетов. 3 н.з. и 10 з.п. ф-лы, 15 ил.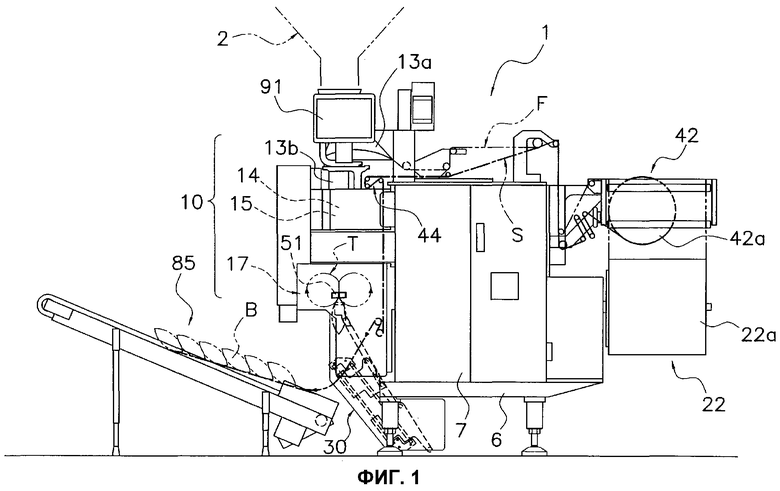
| US 3864895 А, 11.02.1975 | |||
| WO 9852823 A1, 26.11.1998 | |||
| US 4750313 A, 14.06.1988 | |||
| US 5966909 A, 19.10.1999 | |||
| JP 8175524 A, 09.07.1996 | |||
| GB 1300788 A, 20.12.1972 | |||
| Устройство для изготовления, напол-НЕНия пРОдуКТОМ и зАпЕчАТыВАНия пА-KETOB из ТЕРМОСКлЕиВАющЕгОСя МАТЕРи-АлА | 1978 |
|
SU821295A2 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала | 1980 |
|
SU943103A1 |
| JP 7285511 A, 31.10.1995. | |||

