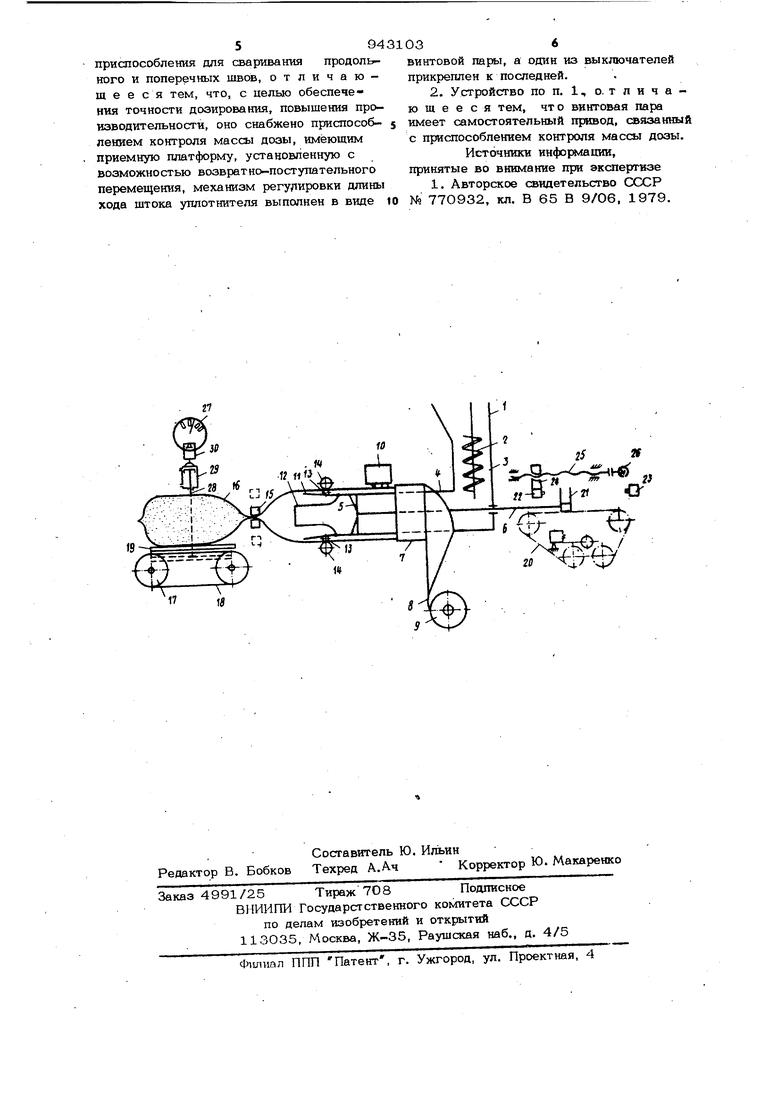
394 возвратно-поступательного перемещетш, MexainiSM регулировки длины хода штока уплотнителя выполнен в виде винтовой па ры, а один из выключателей прикреплен к последней. . При этом винтовая пара имеет само-стоятельный привод, связанный с приспособлением контроля массы дозы. На чертеже схематично изображено устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного термосклеивающего матери ла, общий вид. Устройство содержит накопитель (не показан), приемный бункер 1 с питающим шнеком 2, шнековая камера 3 которого соединена с мерным цилиндром 4, В мер ном цилиндре 4 расположен уплотнитель 5 выполненный в виде крылообразных плаотин, шарнирно закрепленных на штоке 6. В устройстве имеется рукавообразователь 7 для свертывания в рукав полимерной ленты 8, сматываемой с рулона 9. Для сваривания шва рукава в продольном направлении над мерным цилиндром 4 pac положено приспособление 1О, .а конец мерного цилиндра 4 снабжен створками 1 и наконечником 12 из эластичного материала. Створки 11 взаимодействуют с протяжными рол иками 13 и 14, за которыми расположены губки 15 приспособления 16 для поперечной сварки. Для приема пакета устройство снабжено транспортером 17, между цепями 18 которого размещена приемная платформа 19 приспособления контроля массы дозы. Шток 6 уплотнителя соединен с реверсируемой цепной передачей 20 и имеет палец 21 для взаимодействия с конечными выключателями 22 и 23- Выключатель 22 закреплен на гайке 24 винтовой пары, винт 25 которой .имеет привод 26, взаимосвязанный с приспособлением 27 контроля массы дозы. Для загружения - разгружения приемная платформа 19 закреплена на штоке 2 силового цилиндра 29, который связан посредством соедините/сьного приспособления 30 с приспособлением контроля маосы дозы., Устройство работает следующим образом. Творог (или другой вязкопластичный продукт) из бункера 1 шнеком 2 подается п мерный цилиндр 4 непрерывно. Для забора порции уплотнитепь 5 продукта перемешается в сторону бункера 1 при noMouiH .цепной передачи 20. Крылообппош.ш пластинки уплотнителя 5 под 34 давлением продукта смыкаются и пропуо кают продукт в мерный цилиндр 4, В это время створки 11 смыкаются, сжимая наконечник 12. Объем дозы регулируется положением конечных выключателей 22 и 23. После отмерения очередной порции продукта уплотнитель 5 перемещается в обратном направлении, крылообразные пластинки последнего размыкаются, образуя поршень, а створки 11 открываются, и продукт выталкивается в рукав из полимерной пленки, который протягивается роликами 13 и 14. В это время губки 15 раскрыты., заполненный конец рукава поступает на транспортер 17. После выталкивания дозы продукта цикл повторяется. В это время смыкаются губки 15 и заваривают пакет. Одновременно силовой цилиндр 29 подшшает приемную платформу 19, которая через приспособле jg 30 включает приспособление 27 контроля массы дозы, .при этом осуществляется контроль массы продукта в пакете. Если масса продукта превышает допуотимый предел отклонения, то подается, сигнал приводу 26 винтовой пары на сближение выключателей 22 и 23, т. е. уменьшается ход уплотнителя 5. Если масса дозы меньше допустимой, то при помощи винтовой пары выключатель 322 удаляется от выключателя 23 (увеличивается ход уплотнителя). В этом устройстве изменение длины хода уплотнителя 5 на 1 мм соответствует изменению массы творога, примерно на 10 г. Предлагаемое устройство позволяет автоматически производить корректировку дозы творога после подачи очередной его партии из технологического процесса изготовления продукта без отдельного установления его физических свойств (влажности, вязкости, температуры и т. п.), при этом корректировка массы дозы производится за один цикл и бракуется толь пакет, следующий пркет заполняется в допустимом интервале отклоне.Формула изобретения 1. Устройство для изготовления, на- . полнения продуктом и запечатывания пакетов из ленточного термосклеиваюшегося материала, содержащее накопитель продукта, мерный цилЕИНдр с уплотнителем, механизм привода его штокл, имеющий конечные выключатели, рукавообразователь. приспособления для сваривания продольного и поперечных швов, отличающееся тем, что, с целью обеспечения точности дозирования, повышения производительности, оно снабжено приспособлением контроля массы дозы, имеющим приемную платформу, установленную с возможностью возвратно-поступательного перемещения, механизм регулировки длины хода штока уплотнителя выполнен в виде 94 03 винтовой пары, а один из выключателей прикреплен к последней. 2. Устройство по п. 1, о. т л и ч а ю щ 8 е с я тем, чт о винтовая пара имеет самостоятельный привод, связанный с приспособлением контроля массы дозы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 770932, кл. В 65 В 9/06, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки вязких продуктов в полимерную пленку | 1979 |
|
SU770932A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного термосклеивающегося материала | 1977 |
|
SU636134A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1977 |
|
SU737302A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из ленточного полимерного материала | 1982 |
|
SU1024374A1 |
| УПАКОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1999 |
|
RU2165382C2 |
| Устройство для изготовления,наполнения и запечатывания пакетов из термосклеивающегося материала | 1985 |
|
SU1321631A1 |
| Устройство для дозирования вязких материалов | 1979 |
|
SU885105A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного полимерного материала | 1979 |
|
SU876497A1 |
| Автомат для изготовления,наполнения продуктом и запечатывания пакетов из термопластичного материала | 1985 |
|
SU1324933A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из термосклеивающегося материала | 1980 |
|
SU925767A1 |
« с. 32f W-D- JJ-Tf iJ/v -4
