Изобретение относится к металлургии, в частности к вакуумной термической обработке магнитомягких материалов при изготовлении паяных магнитопроводов и деталей магнитных систем в производстве ЭРД МТ (электрических реактивных двигателей малой тяги), и может найти применение в электротехнике, приборостроении, электронике.
Известна технология изготовления и вакуумной термической обработки деталей из магнитомягких материалов, в том числе из железокобальтовых сплавов 18КХ, 27КХ, 49 КФ, предусматривающая вакуумный высокотемпературный отжиг после механической обработки при 850°С в течение 3 часов и стабилизирующий отжиг при 525°С в течение 3-7 часов (ОСТ 92-4821-83. Детали из магнитомягких материалов. Типовой технологический процесс термической обработки. - С.27, 35).
Недостатки технологии - высокая трудоемкость, невозможность применения для изготовления тонкостенных паяных деталей типа каркасов, магнитопроводов сложного сечения, недостаточная коррозионная стойкость обработанных узлов и деталей во влажной и агрессивной средах, низка эрозионная стойкость деталей в плазме.
Известно применение ленты сплавов 18КХ и 27КХ для изготовления витых сердечников электрических машин с вакуумным отжигом при 950°С для получения нормируемых магнитных свойств с замедленным охлаждением 50-100°С/ч (Б.В.Молотилов. Прецизионные сплавы. Справочник. М., Металлургия, 1983. - С.97).
Технология применима к отдельному виду сердечников, трудоемка, а также не обеспечивает высокой коррозионной стойкости деталей, нанесение защитных покрытий на ленточные детали практически затруднено.
Наиболее близким аналогом является способ изготовления и вакуумной термической обработки паяных деталей из магнитомягких железокобальтовых сплавов (SU 1135774 A1, МПК C21D 1/00, опубл. 23.01.1985), включающий механическую обработку и вакуумный отжиг, совмещенный с пайкой деталей.
Недостатками способа является то, что при отжиге паяных деталей из магнитомягких железокобальтовых сплавов не обеспечиваются достаточные прочностные свойства, коррозионная стойкость и износостойкость спаев.
Изобретение решает задачу изготовления и вакуумной термической обработки паяных деталей из магнитомягких железокобальтовых сплавов, получение высокопрочных спаев с повышенной коррозионной стойкостью и износостойкостью в ионно-плазменных потоках, упрощения и сокращения технологического процесса с одновременным снижением трудоемкости обработки деталей для получения оптимальных магнитных свойств.
Для обеспечения необходимого технического результата в известном способе изготовления и вакуумной термической обработки деталей из магнитомягких железокобальтовых сплавов, включающем механическую обработку и вакуумный отжиг, совмещенный с пайкой деталей, предлагается перед вакуумным отжигом и пайкой на детали наносить защитное покрытие слоем толщиной 20-25 мкм из фосфористого никеля Ni3P, переходящее в расплав при температуре отжига, которое предлагается использовать в качестве припоя, при этом отжиг осуществлять путем нагрева деталей выше точки Кюри до 990-1000°С и выдержки в течение 0,4-0,5 часа, затем температуру снижать до 970-980°С и выдерживать в течение 1,5-2,0 часа, после чего охлаждать со скоростью 120-150°С/ч до 400-450°С, далее произвольно с печью. Нагрев для отжига предлагается вести со скоростью 520-550°С/ч.
Кроме того, предлагается создание на соединяемых пайкой поверхностях шероховатостей, соответствующих классу чистоты Рa=0,3-0,5 мкм, методом шлифования с использованием абразивных кругов, а размещать детали при отжиге на оснастке из термостойкой борнитридной керамики БГП.
Сущность решения и влияние режимных факторов на формирование свойств магнитопроводов и деталей магнитных систем состоит в том, что они изготавливаются из железокобальтовых сплавов 18КХ, 27КХ с повышенной температурой точки Кюри и магнитной проницаемостью, соединяются пайкой между собой или с магиитомягкой сталью 10880, при этом покрываются коррозионностойким слоем химического никеля, служащего одновременно припоем, переходящим в расплав при температурах вакуумного отжига при выбранных режимах. Выбранные условия обеспечивают получение крупнозернистой структуры основного металла с оптимальными магнитными свойствами, а также высокопрочного спая со степенью пропая 90-95%.
На прилагаемых к описанию графических материалах и фотографиях изображено:
на фиг.1 - микроструктура паяного соединения сердечника и каркаса из сплава 18КХ, формирующаяся по предложенному способу в процессе вакуумного отжига после нанесения защитного покрытия на соединяемые детали;
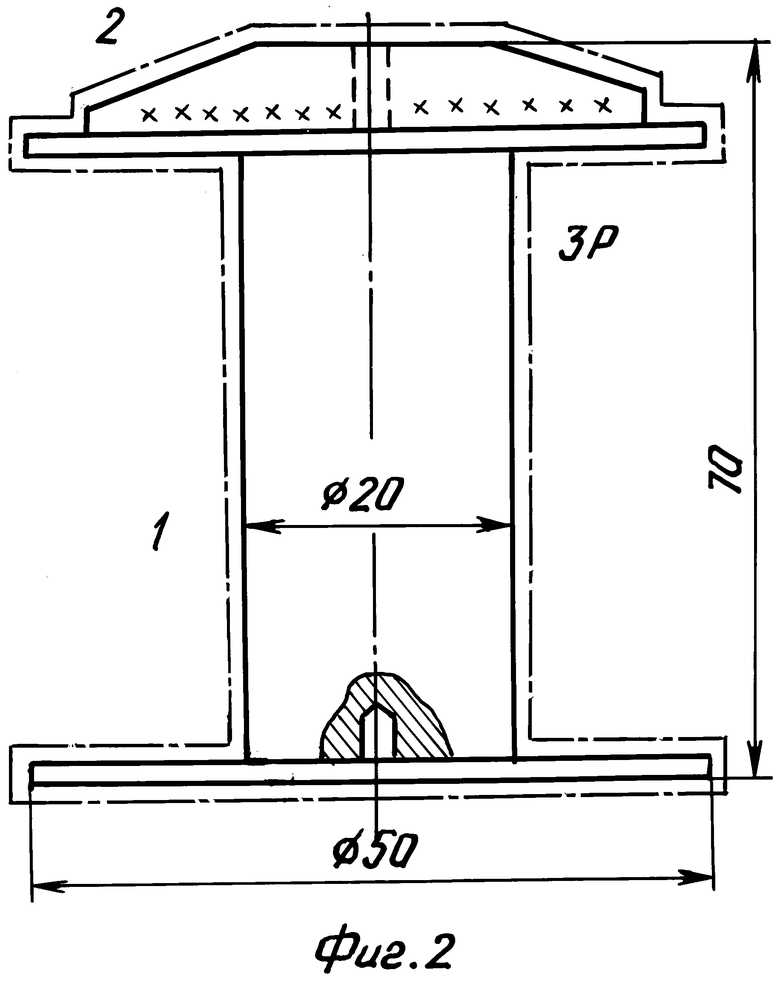
на фиг.2 - эскиз каркаса из стали магнитомягкой 10880 и полюса наружного из сплава 18КХ со схемой нанесения покрытия Ni3P по всем поверхностям и указанием паяного шва, получаемого в процессе вакуумной термической обработки;
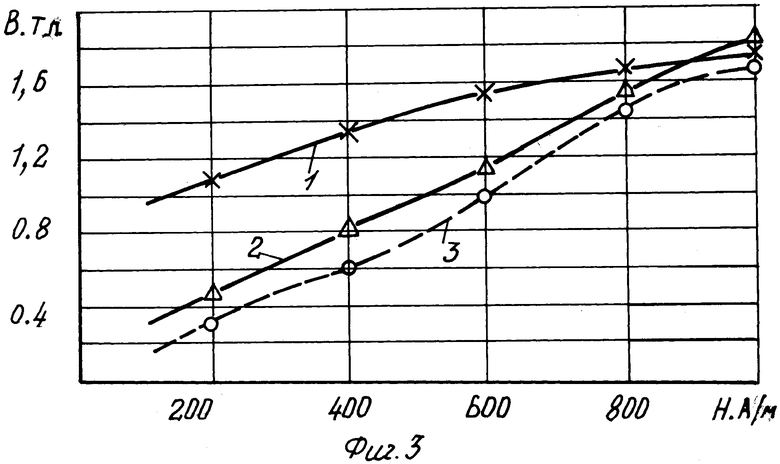
на фиг.3 - изменение магнитной индукции в магнитных полях различной напряженности для трех магнитомягких материалов после вакуумного отжига в процессе создания паяной конструкции деталей типа каркас-полюс наружный, где 1 - сталь 10880, 2 - сплав 18КХ, обработанный по предложенному способу, 3 - сплав 18КХ при обработке по известному способу;
фиг.4 - микроструктура основного металла, сплава 18КХ после обработки по режиму примера 1;
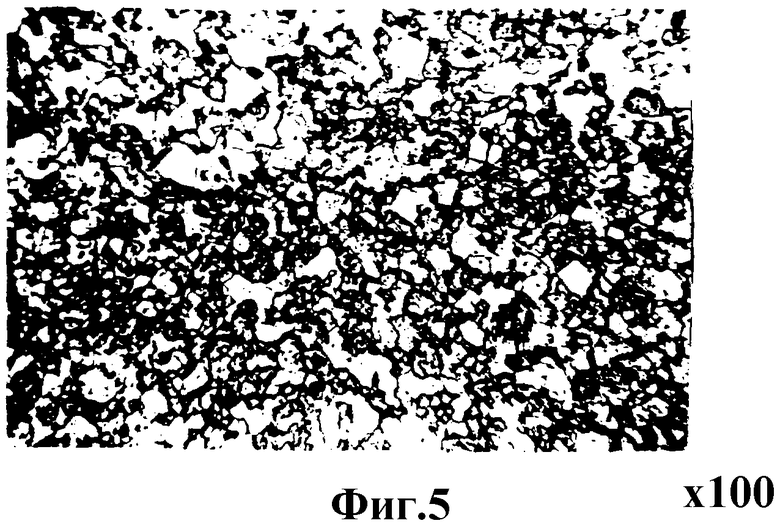
фиг.5 - микроструктура сплава 49КФ перед пайкой с термической обработкой.
Как показали опыты и исследования, при вакуумном нагреве до температур 990-1000°С происходит плавление фосфористого никеля, нанесенного химическим никелированием на всех поверхностях обрабатываемых деталей, а вне контакта соединяемых деталей начинается растекание расплава под действием капиллярных сил равномерно по всей поверхности. В дальнейшем при длительной выдержке в интервале температур 970-980°С продолжается диффузионное формирование паяного шва, а в основном металле растет зерно, что после охлаждения с заданной скоростью позволяет одновременно получить высокопрочный спай деталей и лучшие магнитные свойства магнитопроводов в целом. При этом паяный шов, в отличие от известных вариантов пайки высокотемпературными припоями, является ферромагнитным и обеспечивает стабильность магнитного поля при работе деталей в составе изделия.
Выбранные условия нагрева и охлаждения при вакуумном отжиге исключают заметную тепловую деформацию тонкостенных деталей и необходимость последующей чистовой обработки, приводящей к снижению магнитных свойств.
Создание на поверхности деталей микронеровностей класса чистоты Rа=0,6-0,8 мкм позволяет улучшить условия растекания плавящегося покрытия из фосфористого никеля по соединяемым поверхностям, повышается степень пропая и прочность паяного шва. Применение в качестве оснастки для вакуумного отжига термостойкой, теплопроводной, нейтральной керамики БГП, содержащей нитрид бора и двуокись кремния, исключает схватывание опорной поверхности отжигаемых деталей оплавляющегося фосфористого никеля с керамической оснасткой, отпадает необходимость зачистки опорной поверхности.
Практическое осуществление способа в условиях опытного, мелкосерийного производства ЭРД МТ (электрических реактивных двигателей малой тяги), иллюстрируется примерами, при этом были использованы листовые заготовки сплавов 18КХ-ВИ, 27КХ-ВИ по ГОСТ 10994-74, по ТУ 14-1-4188-86, а также прутки магнитомягкой стали 10880 по ГОСТ 10160-75.
Конкретные примеры осуществления способа.
Пример 1. Каркасы внутреннего набора магнитопровода изготавливали и обрабатывали в вакууме по предложенному способу. Вначале, после механической обработки катушек и полюсов внутренних из сплава 18КХ-ВИ, наносили слой Ni3P толщиной 25 мкм способом химического никелирования в ванне, содержащей сернокислый никель, фосфит натрия, уксуснокислый натрий и тиокарбамид при температуре раствора 85-90°С. Затем устанавливали детали на подставку из керамики БГП и помещали в вакуумную печь СГВ-2.4/15И2 для отжига. Прогрев садков в вакууме 10-3 Па до температуры 990°С проводили со скоростью 550°С/ч, выдерживали в течение 0,5 часа и снижали температуру до 970°С, осуществляя выдержку еще в течение 1,5 часов. После окончания выдержки охлаждение проводили со скоростью 150°С/ч до 450°С, далее произвольно до 80°С и выгружали на воздух.
В процессе отжига протекал процесс оплавления слоя фосфористого никеля по всем поверхностям деталей и формировался спай по соединяемым поверхностям, при этом основной металл - сплав 18КХ-ВИ имел крупнозернистое строение и максимальную магнитную индукцию В2500=1,82-Ж, 1,83 Тл. Прочность спая составляла 450-470 МПа или в 1,2 раза выше, чем при пайке по стандартным технологиям с применением высокотемпературных припоев. Равномерный защитный слой с основой никеля обеспечил повышение коррозионной стойкости деталей на порядок, при этом трудоемкость обработки в сравнении с известным способом сократилась в 2,5 раза, а ресурс работы полюса внутреннего из сплава 18КХ-ВИ в ионной ксеноновой плазме возрос на 25% при повышении стабильности магнитного поля анодного блока двигателя. На фиг.3 и в табл. 1 приведены свойства сплава 18КХ-ВИ при обработке по различным режимам.
Пример 2.
Сердечники магнитопровода изготавливали из сплава 27КХ с магнитными вставками из этого же сплава и обрабатывали по предложенному способу - отжигали в вакууме после нанесения слоя фосфористого никеля толщиной 20 мкм на механически обработанные токарной обработкой и шлифованные поверхности. Температура отжига была 1000°С, нагревали со скоростью 520°С/ч, выдержка 0,4 часа, затем снижали температуру до 970°С и после выдержки в течение 2 часов проводилось охлаждение со скоростью 120°С/ч до 400°С, далее с печью произвольно.
Обработка позволила получить детали с магнитной индукцией насыщения В5=14-2, 16Т, с высокопрочным спаем при степени пропая 95-96% (фиг.5) и прочности не хуже 440-470 МПа. Детали имели коррозионную стойкость во влажной атмосфере на уровне 1-2 балла шкалы ГОСТ 13819-81, одновременно повысилась в 1,3 раза эрозионная стойкость рабочих кромок. Трудоемкость механической, термической и гальванической обработки сократилась в сравнении с известным способом обработки в 1,8 раза, при этом количество технологических операций сократилось с 7-8 в известном способе до 4-5 в предложенном варианте изготовления и отжига деталей.
Пример 3.
Катушки намагничивания сборные изготовляли из двух магнитомягких не-коррозионностойких материалов железокобальтового сплава 49КФ и магнитомягкой стали 10880. Изготовление и термическую обработку вели по предложенному способу. Вначале на механически обработанные детали наносили покрытие фосфористым никелем Ni3P слоем 22 мкм, затем отжигали в вакууме с установкой на керамические приспособления, устанавливая соединяемыми поверхностями друг на друга. Нагрев вели в печи СГВ-2.4/15И2 со скоростью 520°С/ч до 990°С и после выдержки 0,5 ч выдерживали при температуре 970°С в течение 2 часов, а затем охлаждали садку со скоростью 130°С/ч до 450°С, далее произвольно до 70-80°С.
В результате обработки в вакууме на всех поверхностях катушек имелся слой оплавленного фосфористого никеля с высокой твердостью до НУ0,5Н = 570-600 и высокой коррозионной стойкостью. Магнитные характеристики основного металла превышали стандартизованные значения на 10-20%, магнитная индукция сплава 49КФ достигала значения Н2500 = 2,40 Тл. Спай торцевой части из сплава 49КФ и сердечника из стали 10880 был высокопрочен и выдерживал все испытания на вибронагрузки. В сравнении с известным способом изготовления и упрочнения ресурс работы деталей в составе двигателя повысился в 1,4 раза, а снижение трудоемкости составило 1,7 раза.
Число операций обработки
слоя
Ni3P, мкм
обработки, х)
свойства
слоя,
НУ0,5H
xx)
стойкость,
г/см2
Тл
А/м
сплав
18КХ-ВИ
чистота поверхности,
Ra=0,8 мкм,
4 операции
25
20
25
1000
1000
990
0,5
0,5
0,4
980
980
970
2,0
1,5
2,0
2,01
1,91
1,94
95
105
90
590
611
603
0,3·10-9
0,3·10-9
0,2·10-9
0,5
0,4
0,5
18КХ-ВИ
Ra=0,4 мкм,
Нитроцементация в жидкой плазме
4 мин,
7 операций
хх) прочность паяного соединения 460-470 МПа
Проведенные испытания и исследования показали, что предложенный способ не только эффективен, технологичен, прост в осуществлении, универсален и применим для паяных деталей и цельных деталей типа магнитопроводов, корпусов, сердечников из магнитомягких некоррозионностойких сплавов и сталей. Он позволяет получать детали магнитных систем с высокими эксплуатационными свойствами при существенном упрощении технологии и снижении трудоемкости изготовления и обработки деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ РЕАКТИВНЫЙ ДВИГАТЕЛЬ МАЛОЙ ТЯГИ И СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ БИМЕТАЛЛИЧЕСКИХ МАГНИТОПРОВОДОВ | 2006 |
|
RU2347106C2 |
| Способ термической обработки паяных магнитопроводов | 1983 |
|
SU1135774A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 2008 |
|
RU2402629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ МАГНИТНЫХ СИСТЕМ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 1999 |
|
RU2181777C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ МАГНИТОПРОВОДОВ ИЗ МАГНИТОМЯГКОЙ СТАЛИ И ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2020162C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МАГНИТНЫХ СИСТЕМ | 1995 |
|
RU2087552C1 |
| Способ изготовления деталей из магнитомягких железокобальтовых сплавов | 1989 |
|
SU1686008A1 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ СТАЛЕЙ | 1992 |
|
RU2042481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ДЕТАЛЕЙ МАГНИТОПРОВОДОВ | 1992 |
|
RU2085597C1 |
| МОЩНАЯ СПИРАЛЬНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2004 |
|
RU2285310C2 |


Изобретение может быть использовано при изготовлении паяных магнитопроводов и деталей магнитных систем из магнитомягких железокобальтовых сплавов 18КХ, 27КХ с повышенной температурой точки Кюри и магнитной проницаемостью, в частности, в производстве электрических реактивных двигателей малой тяги. Детали покрывают слоем фосфористого никеля, служащим одновременно припоем, переходящим в расплав при температурах вакуумного отжига при выбранных режимах. Выбранные условия нагрева и охлаждения при вакуумном отжиге исключают заметную тепловую деформацию тонкостенных деталей и необходимость последующей чистовой обработки, приводящей к снижению магнитных свойств. Используемые режимы обеспечивают получение крупнозернистой структуры основного металла с оптимальными магнитными свойствами, а также высокопрочного спая со степенью пропая 90-95%. 3 з.п. ф-лы, 5 ил., 1 табл.
| Способ термической обработки паяных магнитопроводов | 1983 |
|
SU1135774A1 |
| Способ изготовления деталей из магнитомягких железокобальтовых сплавов | 1989 |
|
SU1686008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ МАГНИТНЫХ СИСТЕМ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 1999 |
|
RU2181777C2 |
| Способ термической обработки железо-кобальтовых сплавов | 1976 |
|
SU589265A1 |
| US 6616125 В2, 27.02.2003. | |||

