Изобретение относится к металлургии, в частности к термической обработке магни- томягких материалов с повышенной температурой Кюри.
Целью изобретения является повышение прочности и коррозионной стойкости при сохранении высоких магнитных свойств.
Пример. Тонкостенные корпуса микроклапанов регулирования расходов газообразных рабочих тел изготовляют из сплава 18КХ, пруткз 40 мм.
Детали диаметром 32 мм и толщиной стеики 1,2 мм обрабатывают с чистотой поверхности Р ,32-0,40 и отжигают в вакуумной печи СГВ-2,4/15М при 940 ± 10°С. После слзсарной доводки базовых уплотнительных поверхностей детали нитроцементируют в электролите, содержащем аммоний азотнокислый, карбамид и триэтаноламин в равных количествах.
Корпуса, закрепленные на пружинистой подвеске, помещают в ванночку установки УХТО-5М, корпус ванночки служит катодом, обрабатываемая деталь-анодом. Температура нитроцементации в электролите 800- 810°С устанавливается регулированием напряжения в пределах 220-225В, время выдержки 3-4 мин, охлаждение принудительным потоком подогретого электролита со скоростью 300-450 град/с.
Нитроцементованные детали после промывки и пассивации подвергают старению в иакууме при 220-250°С в течение 180 мин.
О 00
о о о
00
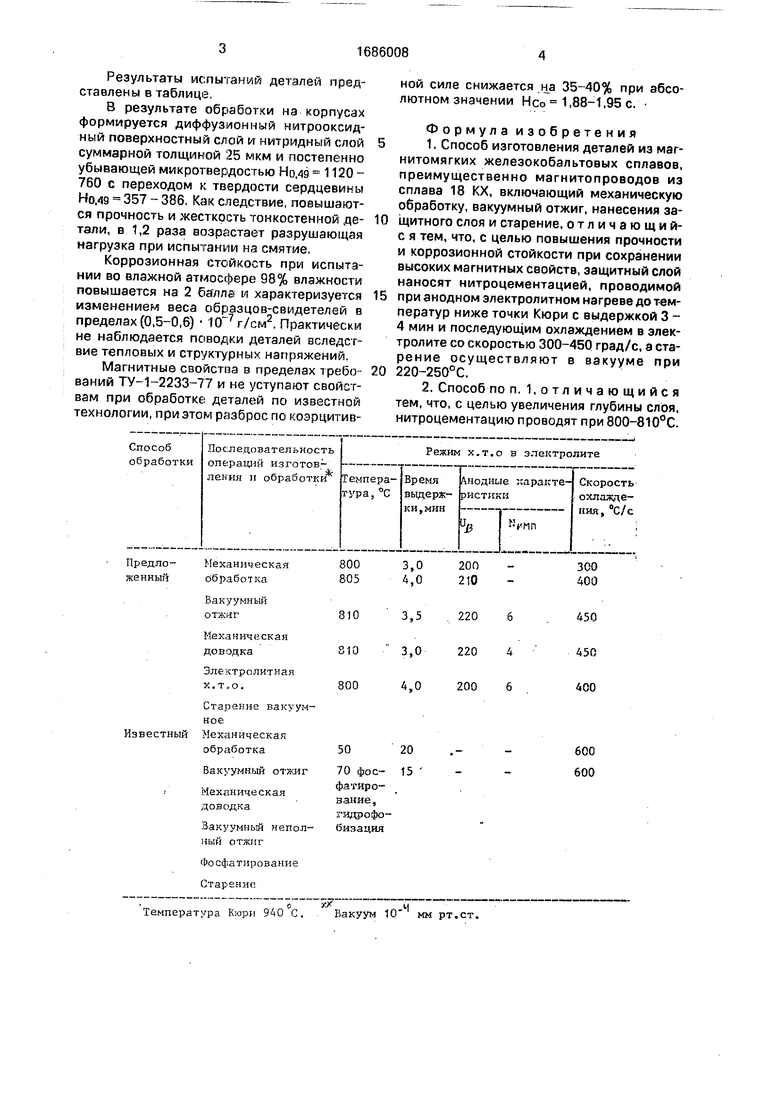
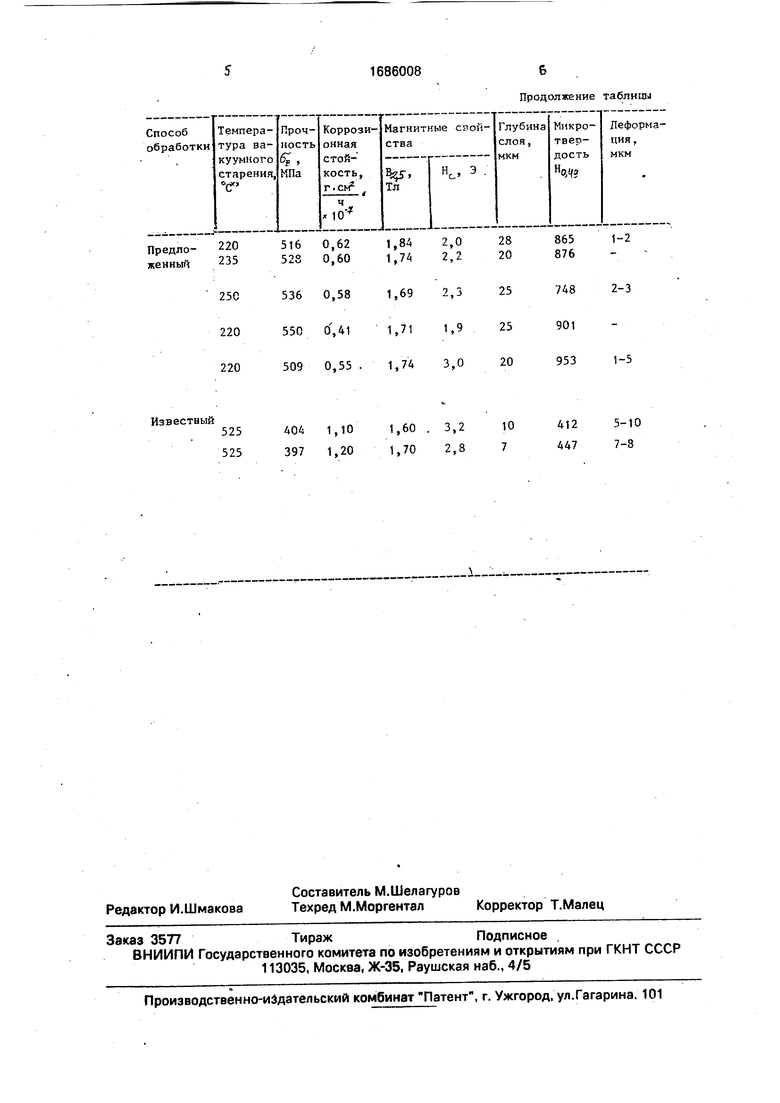
Результаты испытаний деталей представлены в таблице.
В результате обработки на корпусах формируется диффузионный нитрооксид- ный поверхностный слой и нитридный слой суммарной толщиной 25 мкм и постепенно убывающей микротвердостью Но,49 1120 - 760 с переходом к твердости сердцевины Но,49 357 - 386. Как следствие, повышаются прочность и жесткость тонкостенной детали, в 1,2 раза возрастает разрушающая нагрузка при испытании на смятие.
Коррозионная стойкость при испытании во влажной атмосфере 98% влажности повышается на 2 балла и характеризуется изменением веса образцов-свидетелей в пределах (0,5-0,6) 10 7г/см2. Практически не наблюдается поводки деталей вследствие тепловых и структурных напряжений.
Магнитные свойства в пределах требований ТУ-1-2233-77 и не уступают свойствам при обработке деталей по известной технологии, при этом разброс по коэрцитивной силе снижается на 35-40% при абсолютном значении Нсо 1.88-1,95 с.
Формула изобретения
1. Способ изготовления деталей из магнитомягких железокобальтовых сплавов, преимущественно магнитопроводов из сплава 18 КХ, включающий механическую обработку, вакуумный отжиг, нанесения защитного слоя и старение, отличающий- с я тем, что, с целью повышения прочности и коррозионной стойкости при сохранении высоких магнитных свойств, защитный слой наносят нитроцементацией. проводимой
при анодном электролитном нагреве до температур ниже точки Кюри с выдержкой 3 - 4 мин и последующим охлаждением в электролите со скоростью 300-450 град/с, а ста- рение осуществляют в вакууме при
220-250°С.
2. Способ по п. 1,отличающийся гем, что, с целью увеличения глубины слоя, нитроцементацию проводят при 800-810°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПАЯНЫХ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ ЖЕЛЕЗОКОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2314353C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2031182C1 |
| Способ обработки деталей | 1989 |
|
SU1661227A1 |
| СОСТАВ ДЛЯ ГАЗОВОЙ НИТРОЦЕМЕНТАЦИИ И НИТРООКСИДИРОВАНИЯ | 1993 |
|
RU2097443C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКОГО КОНЦЕВОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2031185C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ МАГНИТОМЯГКИХ СТАЛЕЙ МАГНИТНЫХ СИСТЕМ ЭЛЕКТРИЧЕСКИХ РЕАКТИВНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 1999 |
|
RU2181777C2 |
| ЭЛЕКТРИЧЕСКИЙ РЕАКТИВНЫЙ ДВИГАТЕЛЬ МАЛОЙ ТЯГИ И СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ БИМЕТАЛЛИЧЕСКИХ МАГНИТОПРОВОДОВ | 2006 |
|
RU2347106C2 |
| Способ обработки стальных деталей | 1987 |
|
SU1477777A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256706C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МИКРОЭЛЕКТРОКЛАПАНОВ ИЗ СТАЛИ 16Х-ВИ | 1994 |
|
RU2090628C1 |
Изобретение относится к металлургии, в частности к термической обработке магни- томягких материалов с повышенной температурой Кюри. Целью изобретения является повышение прочности и коррозионной стойкости при сохранении высоких магнитных свойств. Тонкостенные корпуса микрс клапанов из сплава 18КХ обрабатывают с чистотой поверхности ,32-0,40 и отжигают з вакууме при 940 ± 10°С. После еле-, сарной доводки детали нитроцементируют в электролите, содержащем аммоний азотнокислый, карбамид и триэтаноламин в равных количествах при 800-810°С в течение 3-4 мин и охлаждают принудительным потоком подогретого электролита со скоростью 300-450 град/с. Нитроцементованные детали после промывки и пассивации подвергают старению в вакууме при 220-250°С в течение 180 мин. Применение способа позволяет значительно повысить эксплуатационные свойства деталей. 1 з. п.ф-лы, 1 табл. fe
Вакуумный отжиг
Механическая доводка
Электролитная х.т.о.
Старение вакуумное
звестный Механическая обработка
Вакуумный отжиг
Механическая доводка
Вакуумный неполный отжиг
Фосфатированне Старение
50
20
70 фос- 15
фатирование,
гидрофобизация
.ц
Температура Кюри 940 С.
хХ ц
Вакуум 10 мм рт.ст.
450 450 400
20
фос- 15
600 600
Известный
Продолжение таблицы
| Преображенский А А., Бишару Е | |||
| Г, Маг- нитомягкие материалы и элементы, 1986, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
