Изобретение относится к области металлургии, в частности к вакуумной термической обработке деталей из магнитомягких сталей и сплавов для магнитных систем электрических реактивных двигателей малой тяги (ЭРД МТ), например, стационарных плазменных двигателей (СПД), двигателей с анодным слоем (ДАС) и технологических источников плазмы, подвергаемых дополнительному упрочнению рабочих поверхностей нанесением газотермических покрытий путем плазменного напыления порошков интерметаллидов и керамик.
Известны стандартизованные схемы плазменного напыления порошков на упрочняемые или восстанавливаемые детали [ГОСТ 28076-89] в различных отраслях машиностроения. Такие технологии плазменного напыления недостаточно эффективны в случаях упрочнения специальных деталей из магнитомягких сталей или сплавов.
Известен способ вакуумного отжига деталей магнитопроводов с одновременным ионно-плазменным напылением тончайшего слоя нитрида титана [Патент РФ №2085597, БИ №21, 1997 г.]. Такой известный способ позволяет получать поверхности с достаточно удовлетворительными оптическими коэффициентами и высокими магнитными характеристиками.
Однако данный способ не обеспечивает достаточно высокую эрозионную стойкость деталей в условиях воздействия на их внешние поверхности ускоренного ионного потока плазмы в течение длительных ресурсов работы ЭРД МТ.
Известен способ обработки деталей из магнитомягкой стали 10880, принятый за прототип, с плазменным напылением на внешние поверхности Al2O3 толщиной до 400 мкм по подслою химического никеля и заключительным вакуумным отжигом деталей при температуре 880-920°С [Патент РФ №2087552, БИ №23, 1997 г.].
Недостатками такого известного способа являются низкая эрозионная стойкость напыленных слоев в зонах местного разогрева деталей, при воздействии ионов ускоренного потока плазмы, до температур выше 700°С, а также склонность к зонному выкрашиванию слоя оксида алюминия при термоциклировании и длительных ресурсных испытаниях ЭРД МТ.
При создании изобретения решались задачи по созданию напыленных слоев на внешних поверхностях деталей из магнитомягких материалов, образующих магнитные системы ЭРД МТ, с более высокой эрозионной стойкостью в условиях воздействия ускоренного потока плазмы, с более высокой термостойкостью и трещиностойкостью в условиях теплосмен при одновременном обеспечении высоких магнитных характеристик и оптических коэффициентов поверхностей напылений.
Указанный технический результат достигается тем, что в способе обработки деталей магнитопроводов электрических реактивных двигателей малой тяги, включающим механическую обработку до заданного класса чистоты поверхности, высокотемпературный вакуумный отжиг, плазменное напыление подслоя интерметаллида NiTi и слоя из порошка нитрида титана TiN с получением суммарной толщины слоев 200-300 мкм и последующий стабилизирующий отжиг при температурах ниже точки Кюри от 680-720°С в течение 0,5-1,0 часа.
Кроме того, перед напылением слоя нитрида титана проводят зонное упрочнение по рабочим кромкам детали электроискровой обработкой на глубину 0,3 суммарной толщины напыляемого слоя.
Дополнительный стабилизирующий отжиг может проводиться в окислительной среде.
Поставленные задачи решаются путем применения следующих приемов изготовления и упрочнения деталей из магнитомягких материалов:
- применение дисперсного порошка нитрида титана TiN, имеющего температуру плавления 3200°С, что на 1100°С выше известного Al2O3, который обеспечивает при равной микротвердости более лучшую термостойкость, а также более стабильные терморадиационные оптические свойства поверхностей;
- нанесение нитрида титана по подслою интерметаллида (например, никель-титан или никель-алюминий) существенно повышает прочность связи с основой и при выбранной суммарной толщине 200-300 мкм исключает процессы трещинообразования и выкрашивания упрочненного слоя при многочисленном термоциклировании и воздействии знакопеременных тепловых нагрузок;
- проведение стабилизирующего отжига в выбранном интервале температур минимизирует тепловую деформацию тонкостенных деталей и позволяет сохранить оптимальные магнитные свойства при одновременном осветлении наружного слоя от сопутствующих технологии напыления загрязнений;
- предварительное зонное электроискровое упрочнение на глубину до 0,3 толщины напыления эффективно для деталей с острыми рабочими кромками, испытывающими максимальное температурное воздействие ускоренной плазменной струи ЭРД МТ.
Практическое применение предложенный способ нашел при изготовлении и упрочнении деталей наружных и внутренних магнитных полюсов, тонкостенных каркасов в виде цельных деталей или сборных паяных конструкций, которые образуются из магнитомягкой стали 10880 по ГОСТ 10160-80 и магнитомягких кобальтовых сплавов типа 18КХ, а также из пермендюров 49КФ или 49К2Ф по ТУ 14-1-4188-86.
Изобретение иллюстрируется чертежами.
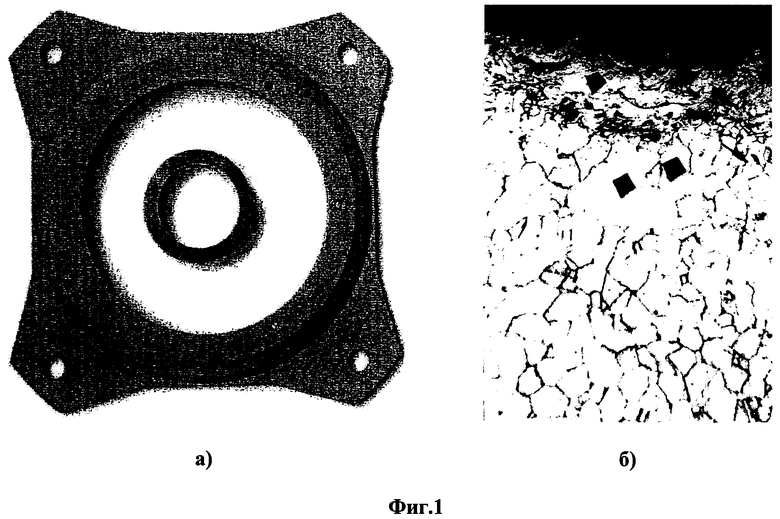
На Фиг.1 показаны внешний вид и микроструктура напыленного слоя на магнитных полюсах ЭРД МТ.
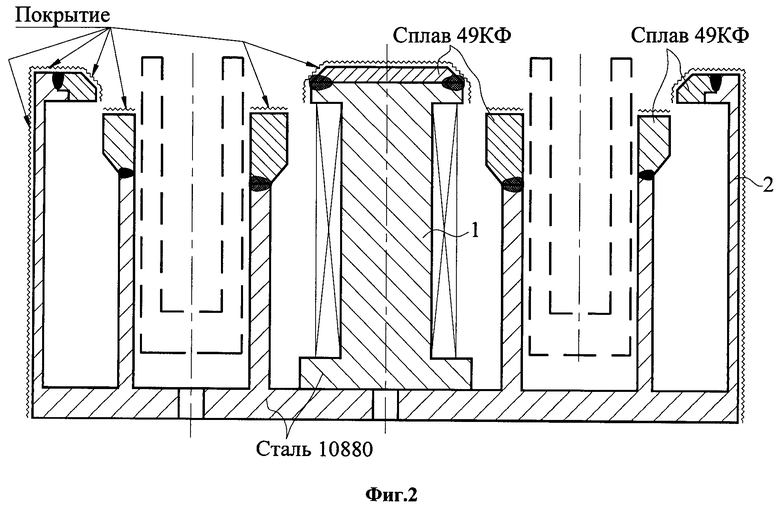
На Фиг.2 приведена конструктивная схема отдельных элементов магнитной системы ЭРД МТ, а именно сборного магнитопровода и каркаса сердечника внутренней катушки намагничивания пайкой.
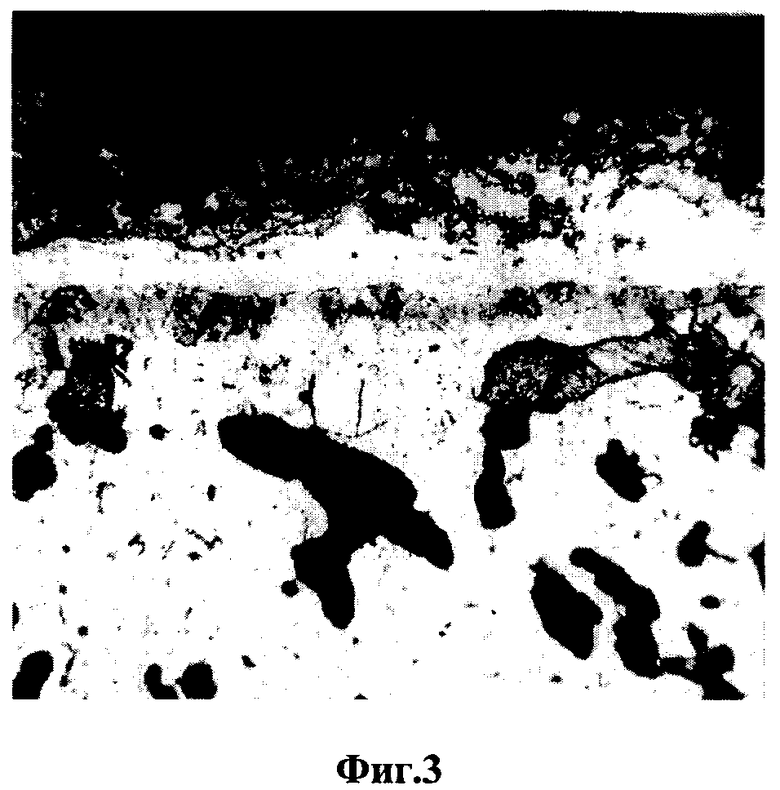
На Фиг.3 показана микроструктура слоя напыленного нитрида титана.
На Фиг.4 приведены оптические коэффициенты поверхностей и класс их шероховатости для напыленных слоев различными материалами.
Изобретение подтверждается примерами практического осуществления, при которых напыление проводили на плазменных установках УПУ-3Д, УПУ-7Д при мощностях плазмотронов 20-35 кВт на плазмообразующем газе аргоне. При этом использовали порошок нитрида титана по ТУ 6-09-112-75 и стандартизованный порошок интерметаллида никель-титан ПН55Т45. Вакуумную термическую обработку проводили в двухколпаковых печах СГВ-2.4/15И2.
Изобретение иллюстрируется примерами.
Пример 1. Полюса наружные были изготовлены из электротехнической стали 10880 механической обработкой (например, токарно-фрезерной обработкой) до заданного класса чистоты поверхностей и далее обрабатывали по предложенному способу. После вакуумного отжига при 960°С в течение 3 часов проводили абразивно-струйную подготовку поверхностей, подвергаемых в последующем плазменному напылению с нанесением подслоя никель-титанового порошка ПН55Т45 толщиной 100-110 мкм. После чего напыляли порошок TiN слоем 180-190 мкм и отжигали полюса для стабилизации свойств при 680°С в течение 1 часа в вакууме 10-2 Па (см. Фиг.1, где показаны внешний вид и микроструктура напыленного слоя).
В результате были получены слои с высокими физико-механическими и эксплуатационными свойствами, а именно: микротвердость поверхностного слоя была в пределах НУ=1450-1500 с плавным переходом к основе, отслаивания слоя не наблюдалось при изгибах пластинчатых образцов на 140-150°, выкрашивание не наблюдалось при многократном нагреве до 900°С с охлаждением в воде. Измеренные магнитные свойства основы были Нс=55-65 А/м, В1000=1,51-1,52 Т, оптические коэффициенты степени черноты Е=0,72-0,73, коэффициент поглощения солнечной радиации As=0,70-0,77. В сравнении с известным способом надежность и ресурс работы деталей в составе магнитной системы повысились в 1,3 раза.
Пример 2. Каркасы, состоящие из стали 10880 с паяными в вакууме с полюсами наружными изготовленными из пермендюра 49КФ (см. на Фиг.2 позиция 1) и магнитопроводы сварные из материалов 10880-49КФ (см. на Фиг.2 позиция 2), изготовленные механической обработкой до заданного класса чистоты поверхностей впоследствии упрочняли напылением по предложенному способу. После высокотемпературного вакуумного отжига при температуре, соответствующей температуре пайки 1100°С составных частей магнитопроводов, напыляли подслой интерметаллидного порошка толщиной 90-100 мкм, а затем уже нитрида титана толщиной 140-150 мкм. Последующий стабилизирующий отжиг проводили при температуре 720°С в течение 0,5 часа и затем определяли свойства упрочненных слоев. В таблице приведены результаты измерений и производственных испытаний, опытных образцов и деталей.
Обработка позволила сформировать слои повышенной эрозионной стойкости при воздействии на них ускоренной ионной плазмы, при этом деформация деталей была минимальной и не превышала 20-25 мкм, одновременно с этим повысились термостойкость и трещиностойкость покрытия в сравнении с известными способами. Магнитные свойства электротехнической стали 10880 и сплава 49КФ были в пределах регламентированных стандартами. Способ упрочнения оказался также эффективным при напылении слоев по предложенному способу и на детали из ковара и титана ВТ1-0 из состава катодов-компенсаторов, используемых в ЭРД МТ.
Пример 3. Каркасы, изготовленные механической обработкой до заданного класса чистоты поверхностей из стали 10880, обрабатывали по предложенному способу. После высокотемпературного вакуумного отжига при температуре 960°С в течение 2,5 часов проводили электроискровую обработку рабочих кромок детали на глубину 0,3 толщины слоя на установке «Элитрон», а затем напыляли нитрид титана по подслою интерметаллида никель-титана по всей торцевой поверхности каркаса. Суммарная толщина напыления составила 280 мкм и после окислительного стабилизирующего отжига при температуре 700°С в течение 30 минут практически не изменилась. Одновременно с этим произошло осветление поверхностей напыленного нитрида титана от технологических загрязнений. Микроструктура полученного слоя приведена на Фиг.3, а оптические коэффициенты поверхностей и класс их шероховатости представлены на Фиг.4, которые оказались не хуже, чем характеристики поверхностей с напылением Al2O3, а прочность соединения с основой повысилась на 30-35%. Обработка по предложенному способу позволила изготавливать детали со стабильными магнитными свойствами основы при повышении износостойкости внешних поверхностей в сравнении с известными способами в 1,5-2,0 раза.
При испытании и осуществлении способа при параметрах процессов за пределами заявляемых достигаемый положительный эффект снижался. Так, при увеличении толщины слоя нитрида титана и подслоя интерметаллида никель - титан суммарно выше 300 мкм повышалась хрупкость, снижалась трещиностойкость при высокой микротвердости. При снижении суммарной толщины ниже 200 мкм несколько снижались оптические свойства поверхности.
Повышение температуры и времени стабилизирующего отжига после напыления приводило к увеличению тепловой деформации и требовало снижения скорости охлаждения для сохранения высоких магнитных свойств, что дополнительно увеличивало трудоемкость обработки.
Таким образом, проведенные опыты и испытания разработанной технологии упрочнения разнообразных по конфигурации деталей ЭРД МТ, изготовленных из различных материалов, показали существенное улучшение всех технологических и эксплуатационных характеристик деталей из магнитомягких сталей и сплавов, применяемых в магнитных системах различных типоразмеров ЭРД МТ.

Изобретение относится к области металлургии, в частности к способам обработки деталей магнитопроводов магнитных систем электрических реактивных двигателей малой тяги. Способ включает механическую обработку до заданного класса чистоты поверхности, высокотемпературный вакуумный отжиг и плазменное напыление покрытия. При этом сначала напыляют подслой интерметаллида NiTi, а затем слой из порошка нитрида титана TiN с получением суммарной толщины слоев 200-300 мкм. После напыления проводят стабилизирующий отжиг при температуре ниже точки Кюри - 680-720°С в течение 0,5-1,0 часа. Технический результат - повышение эрозионной стойкости, термостойкости и трещиностойкости при одновременном обеспечении высоких магнитных характеристик и оптических коэффициентов поверхностей напыления. 2 з.п. ф-лы, 4 ил., 1 табл.
1. Способ обработки деталей магнитопроводов электрических реактивных двигателей малой тяги, включающий механическую обработку до заданного класса чистоты поверхности, высокотемпературный вакуумный отжиг, плазменное напыление подслоя интерметаллида NiTi и слоя из порошка нитрида титана TiN с получением суммарной толщины слоев 200-300 мкм с последующим стабилизирующим отжигом при температурах ниже точки Кюри - 680-720°С в течение 0,5-1,0 ч.
2. Способ по п.1, отличающийся тем, что перед напылением слоя нитрида титана проводят зонное упрочнение по рабочим кромкам детали электроискровой обработкой на глубину 0,3 суммарной толщины напыляемого слоя.
3. Способ по п.1, отличающийся тем, что стабилизирующий отжиг проводят в окислительной среде.
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОДЖИГНЫХ ЭЛЕКТРОДОВ ИЗ СПЛАВА 29 НК | 1992 |
|
RU2047665C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ МАГНИТНЫХ СИСТЕМ | 1995 |
|
RU2087552C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ДЕТАЛЕЙ МАГНИТОПРОВОДОВ | 1992 |
|
RU2085597C1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

