Изобретение относится к области металлургии, в частности к вакуумной термической обработке магнитопроводов сложной конфигурации и может найти применение в космической технике, приборостроении и электротехнике.
Цель - повышение оптических терморадиационных свойств и сокращение трудоемкости при сохранении высоких магнитных характеристик. Предусматривается также уменьшение деформации и повышение прочности паяного соединения.
Сущность предложенного способа в том, что после механической обработки осуществляют отжиг заготовок при 680-700оС в течение 30-45 мин с охлаждением 5-10оС/мин, после чего проводят плазменное напыление, вакуумную пайку осуществляют при 1020-1050оС, первую ступень отжига осуществляют при 880-900оС в течение 30-35 мин, а вторую ступень при 550-560оС со скоростью охлаждения до этих температур 5-10оС/мин.
При неполном отжиге механически обработанных деталей с регламентированной скоростью охлаждения происходит подготовка поверхности под напыление, стабилизируются размеры, а кратковременный ступенчатый отжиг от температур печного вакуумного нагрева увеличивает прочность соединения напыленного слоя с основным металлом, снижает напряжения в паяном шве и обеспечивает высокий уровень магнитных свойств магнитопровода. Гибридная технология пайки-отжига позволяет в 2-3 раза снизить трудоемкость термической обработки.
Способ практически осуществлен при изготовлении и обработке тонкостенных паяных магнитопроводов стационарных плазменных двигателей малой тяги космических объектов. Магнитопроводы изготовляли из магнитомягкого железа 10880 по ГОСТ 11036-75, силовую часть изготовляли из титанового сплава ВТ-1, ВТ 1-0 по ОСТ 1.00027-71.
П р и м е р. Цилиндрические магнитопроводы толщиной стенки 1,8 мм, диаметром 140 мм и 100 мм обрабатывали по предложенному способу. Из штамповки стали 10880 токарной обработкой выполняли тонкостенную часть магнитопровода, из плиты сплава ВТ 1-0 фрезеровали тонкостенную силовую часть.
Вначале проводили вакуумный отжиг при 680оС в течение 30 мин в печи ОКБ-8085 в вакууме 10-4 мм рт.ст. с охлаждением со скоростью 5оС/мин, затем вели вакуумную пайку медненым титаном при 1020оС предварительно напыленного на плазменной установке УПН-1 магнитопровода и титанового фланца.
При отжиге от паечного нагрева на первой ступени выдержка при 880оС была 30 мин, а на второй ступени - при температуре 560оС 15 мин, затем следовало охлаждение со скоростью 5оС/мин до 80-90оС и выгрузка садки на воздух из вакуумной печи.
В результате обработки паяный магнитопровод имел равномерную по классу чистоты поверхность с оптимальными оптическими терморадиационными характеристиками степенью черноты Е = 0,59 и коэффициентом поглощения солнечной радиации Аs = 0,81. Коррозионная стойкость напыленного интерметаллидом алюминия и никеля была 0,02 мм/г по ГОСТ 11819-73. Магнитные характеристики были на уровне Нс = 48-50 А/м индукция В10 = 1,72 - -1,75 Тл. Обработка позволила повысить ресурс работы узла в 1,4 раза при снижении трудоемкости вакуумного отжига в 2,1 раза. Деформация по диаметру не превысила 45-60 мкм или втрое ниже, чем по прототипу.
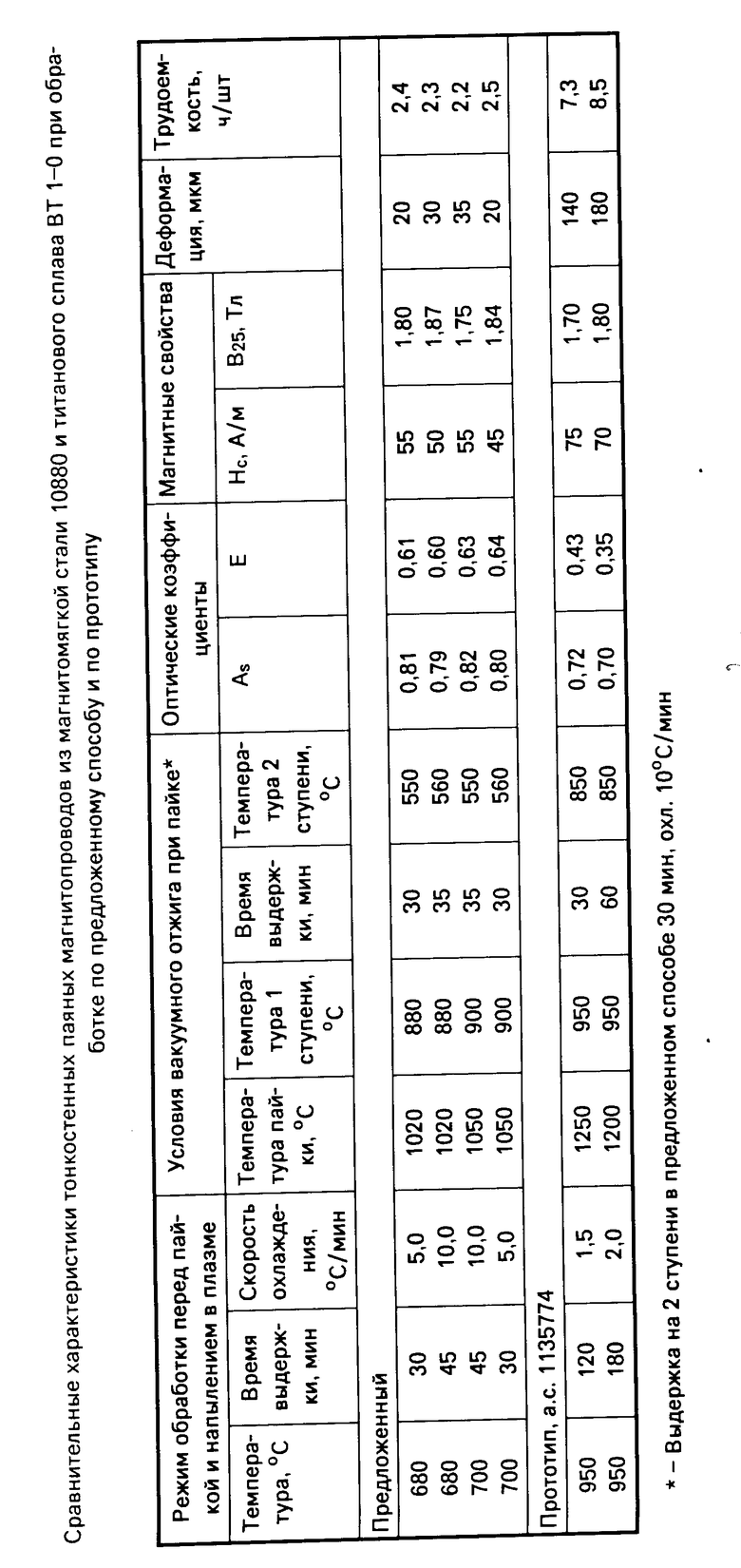
В таблице приведены сравнительные характеристики паяных магнитопроводов после обработки по предложенному и известному способам.
Таким образом, разработанный способ высокотехнологичен, осуществим на серийном оборудовании и позволяет улучшить эксплуатационные характеристики магнитопроводов космических электронных двигателей малой тяги.
Использование: в энергетике, приборостроении и электротехнике. Сущность изобретения: способ включает вакуумный отжиг в одной садке магнитопровода и силовой части перед напылением интерметаллида никель - алюминий и пайкой, проводимый при 680 - 700°С в течение 30 - 45 мин с охлаждением со скоростью 5 - 10°С/мин, плазменное напыление и вакуумную пайку при 1020 - 1050°С с одновременным отжигом при 880 - 900°С в течение 30 - 35 мин с охлаждением с этой же скоростью до 550 - 560°С. Предусматривается охлаждение тонкостенных магнитопроводов диаметром выше 140 мм от температуры 550 - 560°С со скоростью 2 - 5°С/мин. Технология позволяет повысить эксплуатационные свойства в условиях космического вакуума в 1,5 - 1,7 раза, способ технологичен и выполним на серийном оборудовании без дополнительных затрат на оснастку и вспомогательные материалы. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ МАГНИТОПРОВОДОВ ИЗ МАГНИТОМЯГКОЙ СТАЛИ И ТИТАНОВЫХ СПЛАВОВ преимущественно энергетических установок, включающий механическую обработку, вакуумную пайку, охлаждение до температуры отжига и ступенчатый отжиг с охлаждением до температуры второй ступени отжига с регламентированной скоростью, отличающийся тем, что после механической обработки осуществляют отжиг заготовок при 680 - 700oС в течение 30 - 45 мин с охлаждением со скоростью 5 - 10oС/мин, после чего проводят плазменное напыление, вакуумную пайку осуществляют при 1020 - 1050oС, первую ступень отжига осуществляют при 880 - 900oС в течение 30 - 35 мин, а вторую ступень при 550 - 560oС со скоростью охлаждения до этих температур 5 - 10oС/мин.
| Шнековый пресс для формования торфа-сырца | 1957 |
|
SU113577A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

