Область техники
Настоящее изобретение относится к способу формования строительных материалов, состоящих в основном из оксида магния, и в частности - к способу формования строительных материалов, состоящих в основном из оксида магния, при котором смесь, состоящая, в основном, из оксида магния, быстро отверждается в формовочной машине, при этом литьевая или экструзионная форма, каждая, имеют нагреватель, что способствует увеличению прочности строительных материалов. Способ по настоящему изобретению обладает тем преимуществом, что двухстороннее формование и точное литье таких материалов осуществимо, когда процессы литья не могут быть завершены обычным способом, при этом способ формования строительных материалов упрощается и его время обработки сокращается, а строительные материалы получаются недорогими и их выработка увеличивается.
Предшествующий уровень техники
Как правило, строение включает каркас, и внутреннюю и внешнюю отделку. Известны различные типы строений. Как правило, примеры каркасов включают железобетон, стальной каркас, дерево, кирпичный каркас, а примеры внешней и внутренней отделки включают штукатурку, дерево, синтетическую смолу и пеноуретан.
Каркас и внутренняя и внешняя отделка должны обладать коррозионной стойкостью, теплостойкостью, огнеупорностью, изолирующими свойствами, а также достаточной прочностью для того, чтобы выдержать вес здания и внешнее воздействие.
Огнеупорность строительных материалов считается очень важным свойством, но для большинства строительных материалов существует проблема безопасности, а именно - они легко воспламеняются и выделяют ядовитые пары при нагреве до предельной температуры, или выше, даже если они являются огнеупорными, что приводит к смерти от удушья. Таким образом, здания, содержащие традиционные строительные материалы, не являются безопасными. В частности, указанными выше недостатками характеризуются используемые в качестве строительных материалов продукты синтетических смол.
Предпринималось множество попыток для того, чтобы решить проблемы безопасности, возникающие в случае пожара. Например, ужесточаются ограничения, связанные с соответствием строительным нормам. Строительные материалы, способные разрешить проблемы безопасности, представляют собой материалы, состоящие в основном из оксида магния.
Оксид магния, в соответствии с настоящим изобретением, используется как в качестве основного компонента строительных материалов, так и в случае, когда к оксиду магния добавляется порошок растительного происхождения, такой, как опилки, и образующаяся смесь отверждается. Получающийся строительный материал обладает превосходными физическими свойствами. При этом оксид магния имеет малый вес и высокую прочность, и является нсвоспламеняющимся материалом. Таким образом, строительные материалы, состоящие преимущественно из оксида магния, помогают решить проблемы безопасности при пожаре и не выделяют ядовитых паров.
Однако несмотря на то, что оксид магния обладает разнообразными преимуществами, строительные материалы, состоящие в основном из оксида магния, не производятся в коммерческих масштабах, а создаются только экспериментально, в малых количествах. Причиной этому является трудность в получении таких строительных материалов специалистом в данной области техники.
Традиционный способ формования строительных материалов, состоящих преимущественно из оксида магния, включает стадии смешивания оксида магния с опилками, хлоридом в качестве отверждающего реагента, и водой, подачу образующейся смеси в форму, транспортировку образующейся отливки в помещение, где поддерживается достаточно высокая температура, для отверждения смеси в течение заранее заданного времени, и выемку литого продукта из формы (то есть способ литья бетона в форму).
Традиционный способ невыгоден, так как строительные материалы формуются в несколько стадий с использованием множества форм, при этом требуются значительные трудовые и людские затраты, а также снижается выработка строительных материалов. Другим неудобством традиционного способа является то, что двухстороннее формование и точное литье таких строительных материалов не может быть доведено до конца ввиду параметров процесса отверждения, при котором перемешанный материал отливается в форму.
Как было описано выше, даже при том, что оксид магния обладает разнообразными преимуществами, строительные материалы, в основном состоящие из оксида магния, получаются, преимущественно по вине исполнителя, невыгодным способом, и не используются широко в строительстве вследствие недостатков традиционного метода формования таких материалов, и лишь экспериментально формуются в малом количестве.
Причиной этому является то, что все усилия сконцентрированы на первоначальной задаче формования строительных материалов, преимущественно состоящих из оксида магния, с целью снижения веса бетонного изделия. Основная идея, в соответствии с которой строительные материалы, состоящие преимущественно из оксида магния, формуются путем литьевого процесса, как структура бетона, является широко известной из литературы.
Фактически, основная идея считается приемлемой, так как цемент не отверждается даже если он нагревается и сжимается в литьевой форме после того, как он смешан с различными порошками и водой. Однако изобретатель данного изобретения провел множество исследований для того, чтобы улучшить метод формования строительных материалов, состоящих преимущественно из оксида магния, приводящий к улучшению формования строительных материалов, содержащих оксид магния вместо цемента в коммерческих количествах.
В ходе этих исследований изобретатель создал несколько полезных изобретений, получивших приведенные ниже патенты, и настоящее изобретение создано на основе изобретений по этим патентам.
1. Патент Кореи №109507: Устройство для непрерывного формования строительных материалов и способ их формования.
2. Патент Кореи №085731: Устройство для непрерывного формования строительных материалов из бетона.
3. Патент Кореи №102883: Устройство для непрерывного формования строительных материалов.
4. Патент Кореи №102884: Устройство для непрерывного формования строительных материалов.
5. Патент Кореи №102885: Устройство для непрерывного формования строительных материалов из бетона.
6. Патент US 5756131: Устройство для непрерывного литья строительных материалов.
7. Патент JP 2620057: Устройство для непрерывного литья строительных материалов.
8. Патент Китая №43518: Устройство для непрерывного литья строительных материалов.
9. Патент Китая №44712: Устройство для непрерывного литья строительных материалов.
10. Патент Кореи №109503: Способ формования бетонной PC-панели и устройство для ее формования.
11. Патент JP №2780874: Способ формования бетонной PC-панели и устройство для ее формования.
12. Патент Китая №43642: Способ формования бетонной PC-панели и устройство для ее формования.
13. Патент Индии №181764: Способ формования бетонной PC-панели и устройство для ее формования.
14. Патент AU 687070: Способ формования бетонной PC-панели и устройство для ее формования.
Сущность изобретения
Настоящее изобретение было создано для решения вышеуказанных проблем, отмеченных при анализе предшествующего уровня техники. Целью данного изобретения является создание способа формования строительных материалов, состоящих из негорючего оксида магния, имеющего температуру плавления 2850°С, в качестве основного компонента, и из порошка растительного или минерального происхождения в качестве дополнительного компонента, где смесь оксида магния с порошком растительного или минерального происхождения смешивается с водой и отверждается в процессе компрессионного литья, литьевого формования или экструзионного процесса, в результате чего и могут быть получены строительные материалы с превосходными физическими свойствами и экономической эффективностью.
Другим объектом настоящего изобретения является способ формования строительных материалов, состоящих, в основном, из оксида магния, в котором достигается повышение производительности из-за упрощения технологии и сокращения времени, необходимого для формования строительных материалов, например, за счет исключения процесса транспортировки смеси в помещение для отверждения. Таким образом, меньшее количество рабочих может эффективно и быстро формовать строительный материал, чем при обычном способе формования строительных материалов.
На основании данного изобретения заявляется способ формования строительных материалов, состоящих, в основном, из оксида магния, включающий стадии смешивания оксида магния с порошком растительного или минерального происхождения в заранее определенном соотношении с получением смеси; добавление воды к этой смеси с получением влажной порошкообразной смеси; введение влажной порошкообразной смеси в вогнутую рамочную форму, состоящую из рамочной формы и предварительно нагретой нижней литьевой формы, и нагрева и сжатия влажной порошкообразной смеси при помощи предварительно нагретой верхней литьевой формы, и отверждения смеси, и выемку образующегося продукта из литьевой машины.
Далее, в соответствии с настоящим изобретением, предложен способ формования строительных материалов, состоящих в основном из оксида магния, включающий стадии получения смеси перемешиванием порошка оксида магния с порошком растительного или минерального происхождения; избирательное добавление воды к указанной смеси в таком количестве, что смесь может быть использована в способе прессования под давлением для получения влажной смеси, например, строительного раствора; подачу влажной смеси из сопла с высоким давлением через впускное отверстие внутрь формовочной машины; отверждение этой смеси посредством нагревателя, расположенного в каждой из литьевых форм, и выемку образующегося продукта из формовочной машины.
Кроме того, данным изобретением предусматривается способ формования строительных материалов, состоящих преимущественно из оксида магния, включающий стадии смешивания порошка оксида магния с порошком растительного или минерального происхождения с образованием смеси; избирательное добавление воды к указанной смеси в таком количестве, что образующаяся влажная смесь может быть использована в способе прессования под давлением; экструдирование влажной смеси с приданием продукту желаемой формы с использованием экструдера, и пропускание образующегося продукта через нагреватель, расположенный перед выпускным отверстием экструдера, для отверждения образующегося продукта.
Краткое описание чертежей
Вышеозначенные и прочие объекты, особенности и предпочтения данного изобретения будут более понятны из нижеследующего подробного описания, и связанных с ним чертежей, где
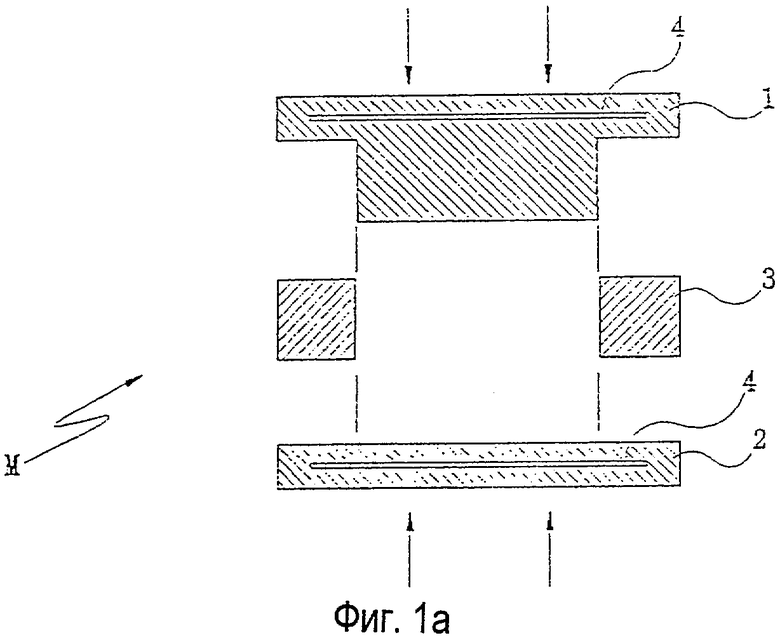
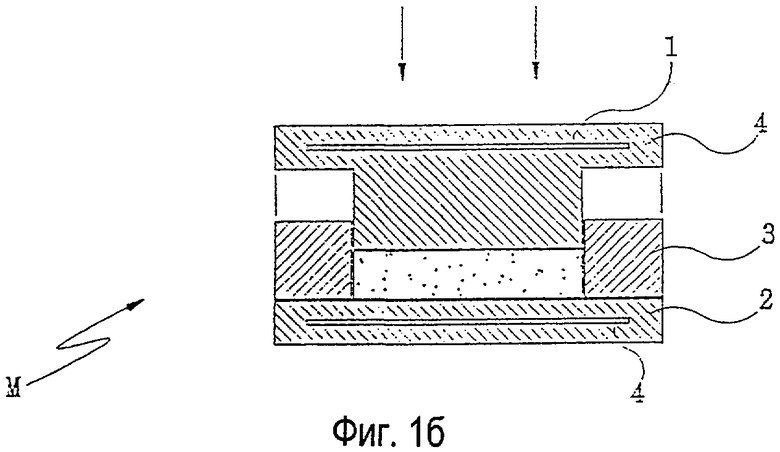
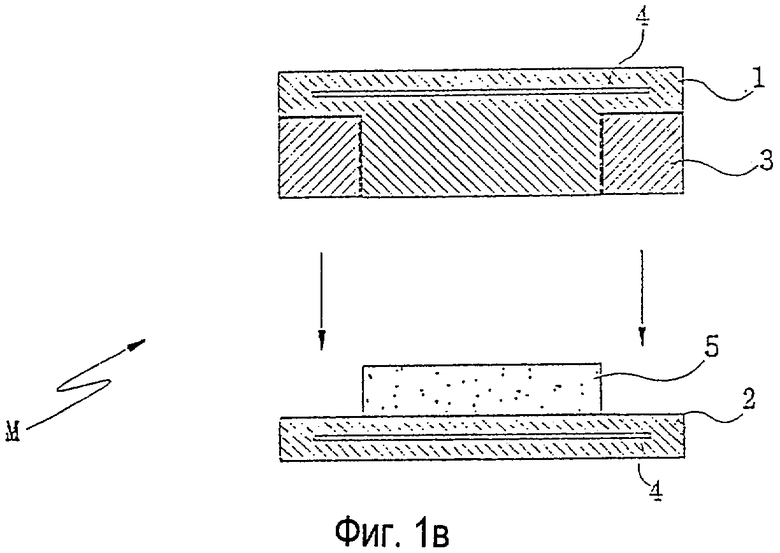
Фиг.1a-1в представляют собой схематические виды в разрезе, иллюстрирующие поэтапную работу машины для компрессионного литья, используемой в способе формования строительных материалов, состоящих преимущественно из оксида магния, в соответствии с настоящим изобретением;
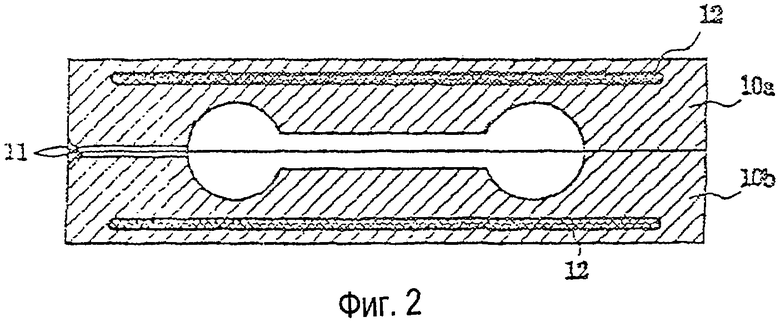
Фиг.2 представляет собой вид в разрезе машины для литьевого формования, используемой в способе формования строительных материалов, состоящих преимущественно из оксида магния, в соответствии с настоящим изобретением;
Фиг.3 представляет вид в разрезе машины для экструзионного литья, используемой в способе формования строительных материалов, состоящих преимущественно из оксида магния, в соответствии с настоящим изобретением;
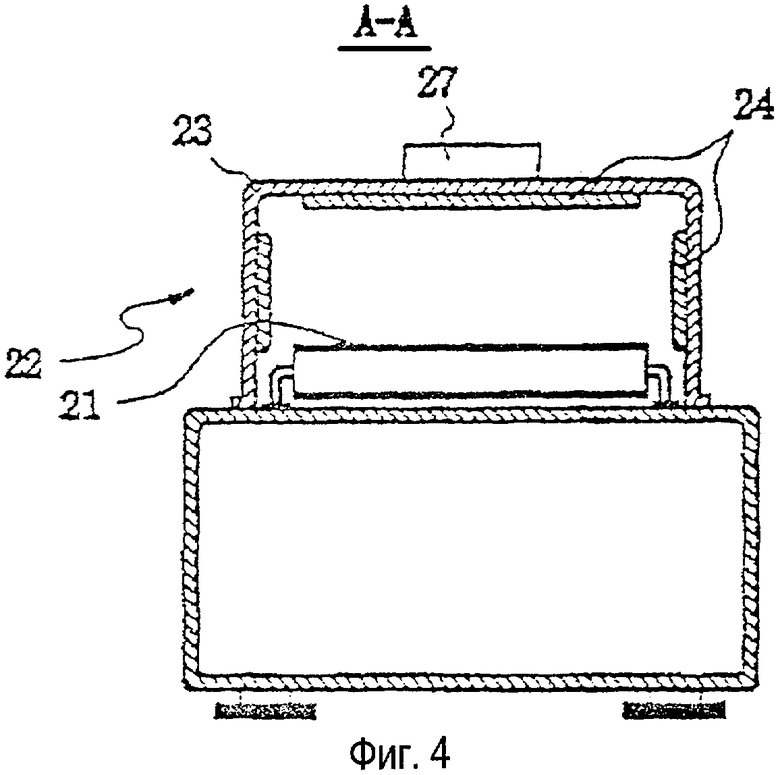
Фиг.4 представляет фрагментарный вид в направлении стрелок вдоль линии А-А фиг.3.
Наилучшее воплощение изобретения
В соответствии с настоящим изобретением высококачественные строительные материалы получаются при использовании мелкозернистого оксида магния в качестве основного компонента.
Далее материал растительного происхождения, используемый как дополнительный компонент, выбирается из группы, состоящей из порошкообразных древесных отходов, опилок, порошка мелко нарезанной соломы, порошка рисовой соломы, измельченных в порошок листьев или стеблей различных растений, например кукурузы, а также растительных волокон, например, измельченной целлюлозы или рисовой соломы, в соответствии с типами строительного материала. Далее материал минерального происхождения, используемый в качестве дополнительного компонента, выбирается из группы, состоящей из минерального порошка, например каменного порошка, вулканического пепла, рыхлых порошков вспененного перлита и минеральных волокон, таких как стекловолокно, в соответствии с физическими свойствами, такими как прочность, огнеупорность, невоспламеняемость, звукоизолирующие и изолирующие свойства, а также устойчивость к износу данного строительного материала.
Как указывалось выше, под порошком растительного или минерального происхождения, используемого по настоящему изобретению в качестве дополнительного компонента, подразумевается растительные волокна, такие как рисовая солома и целлюлоза, и минеральные волокна, например стекловолокно.
Авторами данного изобретения проведены исследования способа формования строительных материалов, состоящих преимущественно из оксида магния, в результате которых было обнаружено, что, когда смесь, полученная перемешиванием порошка оксида магния с порошком растительного или минерального происхождения и водой, подается в предварительно нагретую литьевую форму и прессуется, то происходит быстрое изменение физических свойств смеси. Другими словами, в противоположность ожиданиям, оксид магния быстро отверждается влагой в литьевой форме при 100°С под давлением 100 кг/см2 и действует на порошок минерального или растительного происхождения как сильное связывающее вещество, увеличивая тем самым прочность продукта. В то же время, чем выше давление, тем плотнее получается структура.
На основании того, что, как было обнаружено, влажный оксид магния прессуется и быстро отверждается при нагреве и давлении, проявляя при этом значительную силу сцепления, изобретатели настоящего изобретения открыли способ формования строительных материалов, состоящих, преимущественно, из оксида магния, путем изменения физических свойств строительных материалов под воздействием тепла и давления.
По данному изобретению соотношение оксида магния, как основного компонента, и порошка растительного или минерального происхождения, как дополнительного компонента, зависит от характеристик и физических свойств строительного материала. Дополнительно к смеси, состоящей в основном из оксида магния, могут быть добавлены различные добавки в соответствии с требуемыми физическими свойствами строительного материала. Например, к смеси может быть добавлен гидрофобизирующий агент для улучшения влагозащитных свойств строительного материала, а также могут добавляться добавки для улучшения пластичности строительного материала, которые будут различными в зависимости от способа формования, как то - компрессионного формования, литьевого формования и формования экструзией.
Между тем, в соответствии с традиционным способом формования строительных материалов с использованием оксида магния в качестве отверждающего агента используется хлорид, но он обладает способностью поглощать влагу из воздуха, то есть деликвисценцией, в связи с чем поверхность строительного материала, получаемого обычным способом, оставляет ощущение влажности. Однако, в соответствии с данным изобретением, вышеуказанные недостатки обычного способа устраняются при использовании строительного материала, состоящего преимущественно из оксида магния, без отверждающего агента - хлорида.
Как было описано выше, способ формования строительных материалов, состоящих в основном из оксида магния, характеризуется тем, что оксид магния используется в качестве основного компонента, и мелкозернистый порошок растительного происхождения, такой как опилки, или минерального происхождения, такой как вулканический пепел, избирательно добавляется к оксиду магния.
В соответствии с заявляемым способом формования строительных материалов, состоящих преимущественно из оксида магния, в качестве основного компонента строительного материала используется оксид магния. Если есть потребность в строительном материале с текстурой дерева, то к оксиду магния добавляется порошок растительного происхождения такой, как опилки.
С другой стороны, когда для строительного материала в основном характерны невоспламеняемость, тепло- и звукоизоляция, и требуется малая масса, то к оксиду магния добавляется минеральный порошок такой, как шлак или вулканический пепел, в сочетании с водой в подходящем соотношении.
В частности, вместе с порошками растительного или минерального происхождения, различные порошкообразные материалы, такие как волокнистый материал, могут быть добавлены к оксиду магния для получения строительного материала. Далее соотношение в смеси оксида магния и порошка растительного или минерального происхождения по настоящему изобретению не ограничивается, так как это соотношение свободно меняется в зависимости от физических свойств строительного материала.
Другими словами, смесевое соотношение компонентов и вид дополнительных компонентов служат для иллюстрации, и не ограничивают настоящее изобретение.
Кроме того, ограничение температуры и давления формования конкретным значением в способе формования строительных материалов по данному изобретению не является ни предпочтительным, ни возможным.
Например, когда происходит формование изделий, требующих крупногабаритных форм, таких как двери, то смесь в литьевой форме склонна к высыханию по причине достаточно длительного времени заполнения формы смесью, поэтому такие изделия предпочтительнее формовать при низкой температуре. Что касается давления, то при изготовлении изолирующей плиты или звукоизолирующей панели с использованием легкого пористого вулканического пепла, является предпочтительным, чтобы они изготавливались при пониженном давлении для того, чтобы предотвратить от сплющивания поры вулканического пепла.
Необходимо отметить, что на всех чертежах используется одинаковая нумерация для обозначения аналогичных или подобных компонентов.
В соответствии с первым воплощением данного изобретения, 20 вес.% опилок и 30 вес.% воды добавляют к 50 вес.% порошка оксида магния с образованием смеси. Эта смесь подается в обычное устройство для литья с прессованием, состоящее из верхней и нижней литьевой форм, выдерживается в течение 2-5 минут при 100°С и давлении 100 кг/см2, и вынимается из указанного устройства. Образующийся продукт имеет ровную поверхность и высокую прочность, как у доски.
В соответствии со вторым воплощением данного изобретения формуют смесь, имеющую тот же состав, что и в примере 1, при помощи изготовленной формовочной машины М.
В соответствии с фиг.1а, формовочная машина М, по настоящему изобретению, содержит верхнюю 1 и нижнюю 2 литьевую форму, а также рамочную форму 3. Верхняя форма 1 располагается в верхней части пресса, который двигается вертикально, а рамочная форма 3, закрепленная в средней части пресса, имеет такую же форму сечения, как и профиль продукта. То есть, когда продукт имеет прямоугольное сечение, рамочная форма 3 также имеет полое прямоугольное сечение, а когда продукт является в сечении цилиндром, то рамочная форма 3 также имеет полое цилиндрическое сечение. Далее часть, выступающая снизу верхней литьевой формы 1, имеет такую же форму сечения, как полая рамочная форма 3, и, таким образом, верхняя литьевая форма 1 работает, как поршень. Нижняя литьевая форма 2 располагается в нижней части пресса, двигающегося вертикально.
На фиг.1a-1в формовочная машина М изображена при условии, что продукт имеет цилиндрический профиль. Как следует из фиг.1б, полая цилиндрическая рамочная форма 3 надвигается вперед на нижнюю литьевую форму 2 и образует вогнутую литьевую форму в сборе.
Смесь 5 оксида магния с водой и опилками подают в вогнутую литьевую форму, прессуют вертикальным движением верхней формы 1, так что часть смеси, выдавленная из верхней литьевой формы 1, входит в полую рамочную форму 3, как поршень, и отверждается при повышенной температуре в течение 2-5 минут при помощи нагревателей 4, расположенных в верхней 1 и нижней 2 литьевых формах. После отверждения смеси 5 в рамочной форме 3, нижняя литьевая форма 2, соприкасающаяся с боковой стенкой рамочной формы 3, отделяется от рамочной формы, и верхняя литьевая форма 1, вставленная в форму 3, сжимается до удаления образующегося продукта из 5 из формы 3. Полученный продукт характеризуется невоспламеняемостью, гладкой поверхностью и высокой прочностью.
Этот же продукт, обладающий отличными физическими свойствами, может быть также получен с использованием формовочной машины М другого типа, в которой нижняя форма 2 неподвижна, а рамочная форма 3 двигается вертикально.
В соответствии с третьим воплощением настоящего изобретения предлагается способ формования строительных материалов, состоящих, в основном, из оксида магния, включающий стадии получения смеси путем перемешивания порошка оксида магния с порошком растительного или минерального происхождения; добавление воды к этой смеси в таком количестве, что получающаяся при этом смесь может быть использована для литьевого формования с получением, например, жидкого строительного раствора; подачу жидкой смеси из сопла через впускное отверстие внутрь литьевой формы в сборе; отверждение указанной смеси посредством нагревателя, расположенного в каждой из литьевых форм; выемку образующегося продукта из литьевой формы.
Указанная смесь отверждается при помощи нагревателя, расположенного внутри литьевой формы, во время или после подачи смеси в литьевую форму, а затем вынимается из формы. В этом случае смесь термоотверждается в литьевой форме, снабженной нагревателем, в противоположность обычному литьевому формования термопластов, при котором пластмасса в литьевой форме охлаждается. Дополнительно в случае, когда продукт образуется с использованием распылительной головки, нагреватель 12 располагается в форме для впрыска смеси оксида магния, как показано на фиг.2.
Кроме того, машина для формования под давлением содержит верхнюю и нижнюю литьевые формы 10а и 10б так, чтобы осуществить двухстороннее формование, и впускное отверстие 11, расположенное на одной из сторон. Смесь подается из сопла через впускное отверстие 11 внутрь машины для формования под давлением. Дополнительно верхняя и нижняя формы 10а и 10б имеют, каждая, встроенный нагреватель 12.
В соответствии с третьим воплощением нагреватели 12, расположенные в верхней и нижней литьевых формах 10а и 10б, заранее нагревают формы 10а и 10б до определенной температуры перед тем, как смесь подается в машину для формования, затем смесь при помощи насоса высокого давления, расположенного у края сопла, подается в машину для формования через впускное отверстие 11. Вместе с тем, является предпочтительным, чтобы конец сопла отодвигался от впускного отверстия 11 сразу по окончании подачи смеси в литьевую форму, до тех пор, пока смесь не начнет поступать в литьевую форму, с целью предотвратить засорение сопла при нагреве и отверждении смеси на конце сопла. Смесь, поданная в литьевую форму, быстро отверждается теплом, и конечный продукт образуется за короткий промежуток времени.
В соответствии с четвертым воплощением настоящего изобретения предлагается способ формования строительных материалов, состоящих преимущественно из оксида магния, включающий стадии получения смеси путем перемешивания порошка оксида магния с порошком растительного или минерального происхождения; избирательное добавление воды к этой смеси в таком количестве, что получающаяся при этом смесь может быть использована для шприцевания, с получением, например, жидкого строительного раствора; экструдирование жидкой смеси в желаемую форму при помощи экструдера; и прохождение, при помощи нагнетателя, образовавшегося продукта через нагревающее устройство, расположенное перед выпускным отверстием экструдера, для отверждения конечного продукта.
Является важным, что в процессе экструзии, в соответствии с настоящим изобретением, опилки или порошок растительного происхождения и вода смешиваются, образуя смесь, с оксидом магния в виде, пригодном для экструзии. Полученная таким образом смесь экструдируется через обыкновенный экструдер.
В частности, нагревающее устройство 22 располагается непосредственно перед выпускным отверстием экструдера, так, что экструдированный продукт попадает в нагревающее устройство 22 и быстро отверждается с получением конечного продукта.
В соответствии с четвертым воплощением настоящего изобретения образующийся продукт имеет гладкую поверхность и плотную структуру, так как он подвергается воздействию высокого давления в процессе экструзии, а также имеет хороший внешний вид и используется в строительных материалах сложной формы, соответствующих высокоточной конфигурации.
Нагревающее устройство 22 содержит короб 23 туннельного типа и множество нагревателей 24. Каждый из нагревателей 24 контролируется датчиком температуры (не показан) и закреплен, отдельно от других, в коробе 23, так что внутри короба может задаваться различная температура. В частности, нагревающее устройство 22 имеет достаточно большую длину, так что смесь нагревается в степени, достаточной для ее отверждения. Далее является предпочтительным, чтобы теплозащитная штора 26 располагалась в проеме нагревающего устройства 22 так, чтобы предотвратить утечку тепла в атмосферу. Кроме того, на конце короба размещается нагнетатель 27, предназначенный для откачки влаги и газов, выделяющихся из смеси.
Экструдированная смесь при помощи конвейерной ленты 21 подается в нагревающее устройство 22, где быстро отверждается под действием тепла до желаемой твердости. В то же время, отстоящие друг от друга нагреватели 24 надлежащим образом контролируют процесс так, что смесь отверждается в оптимальных условиях и так быстро, насколько это возможно.
Получающийся по вышеописанной процедуре строительный материал отличается невоспламеняемостью и имеет гладкую поверхность.
Промышленная применимость
Как было раскрыто выше, данное изобретение представляет новый способ формования строительных материалов, состоящих преимущественно из оксида магния, который обеспечивает наилучшее использование полезных качеств оксида магния.
Следовательно, настоящее изобретение обладает следующими преимуществами.
В соответствии с данным изобретением способ формования строительных материалов, состоящих преимущественно из оксида магния, способствует снижению числа возгораний. Традиционные строительные материалы, включающие, в основном, пластики и клеевые смолы, являются основной причиной гибели людей от удушья ядовитыми парами, выделяющимися при горении. Данное изобретение учитывает эти недостатки, известные из уровня техники, и первостепенной задачей изобретения является способ формования строительных материалов, содержащих негорючий порошок оксида магния и нетоксичный порошок растительного происхождения. Такие строительные материалы являются одновременно негорючими и не выделяют токсичный газ, что позволяет сохранить много человеческих жизней.
Другим достоинством способа по данному изобретению является быстрота производства строительных материалов, так как нагревание в ходе прессования, экструзии или литьевого формования быстро отверждает смесь. Дополнительно изобретение обладает такими преимуществами, как увеличенная производительность и сниженные трудозатраты, так как исключается транспортировка и складирование, и время, необходимое для достаточного отверждения смеси, уменьшается благодаря быстрому отверждению смеси, в отличие от традиционного способа формования бетона.
Далее данное изобретение обладает экономическим преимуществом. В частности, многочисленные нетоксичные отходы растительного происхождения, такие как опилки, мелко нарезанная солома и стебли кукурузы, используются повторно и нет необходимости отдельной переработки этих отходов. Более того, строительные материалы, по настоящему изобретению, легко сбивать и резать, что позволит использовать их вместо дерева, сохраняя леса. Соответственно данное изобретение позволяет снизить расход древесины и уменьшить заготовку леса, а также вносит вклад в защиту лесов, вырабатывающих чистую воду и свежий воздух.
Далее в соответствии с настоящим изобретением смесь подается в вогнутую рамочную форму и прессуется верхней литьевой формой так, что часть смеси, выдавленная из верхней литьевой формы, входит в полую рамочную форму, как поршень, и нижняя литьевая форма отделяется от рамочной формы и верхняя литьевая форма, вложенная в рамочную форму, сжимается далее, до удаления образующегося продукта из рамочной формы. Поэтому образующийся продукт имеет хороший внешний вид и используется в строительных материалах сложной формы, где требуется высокоточная конфигурация.
Настоящее изобретение приведено в иллюстративной манере, и следует понимать, что используемая терминология основывается на описании, а не на ограничении. В свете вышесказанного, возможны многочисленные модификации и изменения настоящего изобретения. Поэтому, следует понимать, что в объеме прилагаемых притязаний данное изобретение может быть реализовано иначе, нежели отмечено особо.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФТОРЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ МИНЕРАЛЬНОЕ МАСЛО | 2001 |
|
RU2316570C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛИТ УНИВЕРСАЛЬНОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2504527C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛИТ УНИВЕРСАЛЬНОГО НАЗНАЧЕНИЯ | 2012 |
|
RU2511245C2 |
| ОТВЕРЖДАЮЩАЯСЯ БЕЗ НАГРЕВА КОМПОЗИЦИЯ СВЯЗУЮЩЕГО И СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2324706C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ОГНЕСТОЙКОГО МАТЕРИАЛА | 2012 |
|
RU2504529C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА МАГНЕЗИАЛЬНОМ ВЯЖУЩЕМ | 1997 |
|
RU2121987C1 |
| ЖАРОСТОЙКАЯ ШИХТА И ЕЕ ПРИМЕНЕНИЕ | 2014 |
|
RU2677726C2 |
| Способ изготовления строительных материалов на магнезиальном вяжущем | 2002 |
|
RU2222508C1 |
| СТРОИТЕЛЬНЫЕ И ДРУГИЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ БОКСИТОВЫЕ ХВОСТЫ, ПОДВЕРГНУТЫЕ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКЕ, И СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2311375C2 |
| СПОСОБ ПОСЛОЙНОГО КОНСТРУИРОВАНИЯ ЗАГОТОВОК, СОДЕРЖАЩИХ ОГНЕУПОРНЫЙ ОСНОВНОЙ ФОРМОВОЧНЫЙ МАТЕРИАЛ И РЕЗОЛЫ, А ТАКЖЕ ФОРМЫ ИЛИ СТЕРЖНИ, ПОЛУЧЕННЫЕ В СООТВЕТСТВИИ С УКАЗАННЫМ СПОСОБОМ | 2015 |
|
RU2686707C2 |

Изобретение относится к способам формования строительных материалов, состоящих преимущественно из оксида магния. Способ формования строительных материалов, состоящих преимущественно из оксида магния, включает стадии: смешивания порошка оксида магния с порошком растительного или минерального происхождения в определенном соотношении с получением смеси; добавление воды к полученной смеси с образованием влажной порошкообразной смеси; подачу влажной порошкообразной смеси в предварительно нагретую литьевую форму, нагрев и прессование указанной влажной смеси при температуре от 80 до 120°С при давлении от 100 до 250 кг/см2 для обеспечения быстрого отверждения смеси; и выемку образующегося продукта из литьевой формы. Охарактеризованы: вариант формования строительных материалов в рамочной форме литьевой машины и строительный материал, полученный этими способами. Технический результат: повышение прочности и огнеупорности получаемого материала, исключение выделения ядовитых паров в ходе спекания; и эти материалы могут быть недорого получены в коммерческих количествах, так как они могут производиться прессовкой под давлением или экструзией. 3 н.п. ф-лы, 1 табл., 6 ил.
смешивание порошка оксида магния с порошком растительного или минерального происхождения в определенном соотношении с получением смеси;
добавление воды к полученной смеси с образованием влажной порошкообразной смеси;
подача влажной порошкообразной смеси в предварительно нагретую литьевую форму, нагрев и прессование указанной влажной смеси при температуре от 80 до 120°С при давлении от 100 до 250 кг/см2 для обеспечения быстрого отверждения смеси; и
выемка образующегося продукта из литьевой формы.
смешивание порошка оксида магния с порошком растительного или минерального происхождения в определенном соотношении с получением смеси;
добавление воды к полученной смеси с образованием влажной порошкообразной смеси;
подача влажной порошкообразной смеси в рамочную литьевую форму литьевой машины, состоящей из рамочной формы и предварительно нагретой нижней формы, нагрев и прессование указанной влажной смеси при температуре от 80 до 120°С при давлении от 100 до 250 кг/см2 после того, как нижняя часть верхней литьевой формы входит в рамочную форму, для того чтобы быстро отвердить смесь; и выемка образующегося продукта из формовочной машины.
полученный способом по одному из п.1 или 2.
| US 5897703 А, 27.04.1999 | |||
| СПОСОБ И СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛО- И ЗВУКОИЗОЛИРУЮЩИХ ДРЕВЕСНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2000 |
|
RU2163541C1 |
| Древесный строительный материал | 1985 |
|
SU1346618A1 |
| Вяжущее | 1980 |
|
SU885177A1 |
| НАНАЗАШВИЛИ И.Х | |||
| Строительные материалы из древесно-цементной композиции | |||
| - Л.: Стройиздат, 1990, с.349, 354, 355. | |||

