Изобретение относится к области цветной металлургии и может быть использовано для обеспечения работы электролизеров по производству алюминия.
Известен токоподвод к алюминиевым электролизерам, состоящий из стальной и алюминиевой частей, соединенных между собой заливкой из алюминия [1].
Недостатком данного токоподвода является то, что между заливкой и стальной частью токоподвода образуется слой интерметаллида с высоким удельным электрическим сопротивлением и малой механической прочностью.
Известен также токоподвод, состоящий из стальной и алюминиевой частей, соединенных между собой сталь-алюминиевым биметаллическим переходником с плоской сварной поверхностью, изготовленной с помощью сварки взрывом [2].
Недостатком данного токоподвода является то, что в изготовленном с помощью сварки взрывом переходнике на границе сталь - алюминий также образуется слой хрупкого химического соединения FenAlm с высоким электрическим сопротивлением, толщина которого из-за высокой температуры увеличивается в процессе эксплуатации электролизера. В результате токоподвод теряет электропроводность и механическую прочность на стыке сталь - алюминий, что может привести к разрушению токоподвода в процессе эксплуатации с созданием аварийной ситуации, влекущей за собой большие материальные затраты.
Техническим результатом настоящего изобретения является увеличение эксплуатационной надежности токоподвода, его долговечности и снижение потери электроэнергии.
Указанный технический результат достигается тем, что в токоподводе для алюминиевого электролизера, включающем стальную и алюминиевую части, соединенные через биметаллический переходник, изготовленный сваркой взрывом, новым является то, что в биметаллическом переходнике граница раздела сталь - алюминий имеет волнистую поверхность, образованную чередующимися линейчатыми выступами со стороны стальной и алюминиевой частей переходника, причем отношение высоты к суммарной толщине стального и алюминиевого выступов составляет 0,5 - 2, высота составляет 0,2 - 0,5 от толщины алюминиевой части переходника, а форма выступов на границе раздела в переходнике выполнена в виде "ласточкина хвоста".
Использование токоподвода с биметаллическим переходником с границей раздела в виде чередующихся линейчатых выступов со стороны стальной и алюминиевой частей раздела позволяет увеличить общую контактную площадь соединения по сравнению с плоской границей. При форме выступов, близкой к прямоугольной, отношение этих площадей (K) будет определяться выражением
K = 2A/ λ + 1,
где A - высота выступа;
λ - суммарная толщина стального и алюминиевого выступов.
Из выражения следует, что, чем больше отношение A к λ, тем больше площадь границы раздела сталь - алюминий, и, следовательно, при прочих равных условиях, тем больше проводимость и сопротивление разрыву границы раздела биметалла, а это улучшает эксплуатационную характеристику предлагаемого токоподвода по электрической проводимости и сопротивлению механическим нагрузкам. При форме выступа в виде "ласточкина хвоста" минимальные усилия, необходимые для разрыва переходника по границе раздела, определяются суммарной площадью сечения наиболее узкой части алюминиевого выступа, и могут быть в несколько раз выше механических нагрузок на границу раздела, возникающих в процессе эксплуатации токоподвода, что исключает возможность разрушения токоподвода в месте стыка сталь - алюминий. Соединение с помощью сварки взрывом стальной и алюминиевой частей переходника со специально подготовленными поверхностями обеспечивает необходимую форму, механическую прочность, электрический контакт границы раздела сталь - алюминий.
На фиг. 1 приведена фотография среза переходника, полученного сваркой взрывом, в направлении, перпендикулярном линейчатым выступам. На фотографии указаны алюминиевая 1 и стальная 2 части переходника, контактная поверхность с линейчатыми выступами 3.
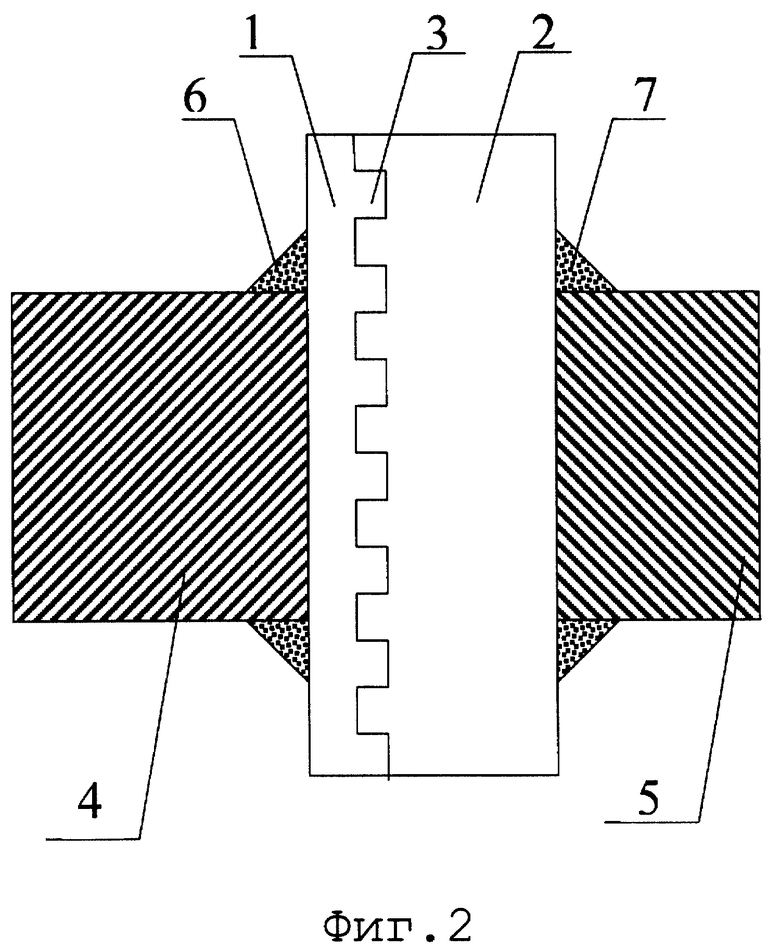
На фиг. 2 представлена схема конструкции токоподвода, где указаны алюминиевая 4 и стальная 5 части токоподвода, соединенные между собой посредством переходника.
Алюминиевая часть токоподвода 4 соединяется с алюминиевой частью 1 биметаллического переходника посредством электросварки в среде аргона или с помощью сварки трением 6, а стальная часть токоподвода 5 соединяется со стальной частью переходника 2 с помощью электросварки 7.
В процессе эксплуатации электрический ток проходит последовательно через алюминиевую часть токоподвода 4, сварной шов алюминий - алюминий 6, контактную поверхность сталь - алюминий 3 переходника, сварной шов сталь - сталь 7 и стальную часть токоподвода 5.
Использование данного токоподвода исключает его механическое разрушение в зоне контакта сталь - алюминий при демонтаже и в процессе эксплуатации увеличивает долговечность токоподвода и уменьшает потери электрической энергии по сравнению с используемыми в настоящее время токоподводами.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. А.с. СССР N 193731, C 25 C 3/16, 1967 г., БИ N 7.
2. Патент Великобритании N 1271770, B 23 P, 1972 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ШИНЫ С КАТОДНЫМ СТЕРЖНЕМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2220230C2 |
| ТЕРМОСТОЙКАЯ БИМЕТАЛЛИЧЕСКАЯ ВСТАВКА | 2006 |
|
RU2318670C2 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 2003 |
|
RU2245942C1 |
| СОЕДИНЕНИЕ ШИНЫ С КАТОДНЫМ СТЕРЖНЕМ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2240384C1 |
| ТОКОПОДВОД ДЛЯ ЭЛЕКТРОЛИЗЁРОВ АЛЮМИНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605885C1 |
| БИМЕТАЛЛ ПОВЫШЕННОЙ ПРОЧНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2315697C2 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2220229C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2321682C2 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2085624C1 |
| ДЕРЖАТЕЛЬ АНОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2325470C2 |
Сущность изобретения: в токоподводе для алюминиевого электролизера, содержащем стальную и алюминиевую части, соединенные через биметаллический переходник, изготовленный сваркой взрывом, новым является то, что в биметаллическом переходнике граница раздела сталь - алюминий имеет волнистую поверхность, образованную чередующимися линейчатыми выступами со стороны стальной и алюминиевой частей переходника. Отношение высоты к суммарной толщине стального и алюминиевого выступов составляет 0,5-2, высота составляет 0,2-0,5 от толщины алюминиевой части переходника, а форма выступов на границе раздела в переходнике выполнена в виде "ласточкина хвоста". Техническим результатом настоящего изобретения является увеличение эксплуатационной надежности токоподвода, его долговечности и снижение потерь электроэнергии. 2 з.п.ф-лы, 2 ил.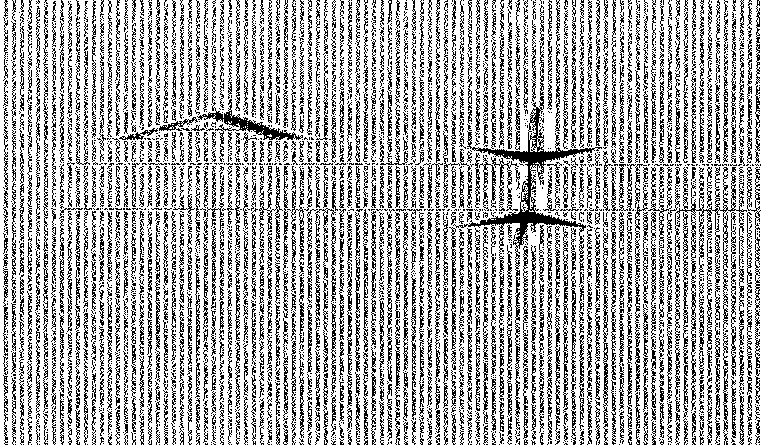
| Устройство управления коробкой передач транспортного средства | 1985 |
|
SU1271770A1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ПОЛОС ВНАХЛЕСТКУ | 1997 |
|
RU2123916C1 |
| СПОСОБ СБОРКИ ТОКОПОДВОДА ДЛЯ ЭЛЕКТРОЛИЗЕРОВ АЛЮМИНИЯ | 1996 |
|
RU2108415C1 |
| 0 |
|
SU193731A1 |

